Table des matières
TogglePourquoi les tolérances du moulage par injection sont-elles importantes ?
Dans le processus de production de pièces moulées par injection, les variations de dimensions sont inévitables en raison des influences du moule, de la machine de moulage par injection, des matériaux et des facteurs environnementaux. Il est donc essentiel de fixer des tolérances raisonnables pour les dimensions des produits et de s'assurer qu'ils respectent ces tolérances. Des tolérances appropriées peuvent :
- Veiller à ce que les pièces fonctionnent correctement, en particulier lorsque plusieurs composants doivent s'emboîter ;
- Garantir la cohérence et la fiabilité des produits ;
- Refléter les capacités de fabrication et de gestion de l'usine ;
- Améliorer l'image de l'entreprise et la satisfaction des clients.


Il est essentiel d'établir des valeurs de tolérance appropriées. Des tolérances trop grandes ou trop petites peuvent entraîner des problèmes dans l'utilisation du produit et témoignent d'un manque de connaissances dans le domaine du moulage par injection.
Sources des écarts dimensionnels dans les pièces moulées par injection
Les écarts dimensionnels dans les pièces moulées par injection proviennent principalement de deux catégories : facteurs du processus de moulage etfacteurs du moule. Voici une explication détaillée et un développement de ces facteurs :
Facteurs du processus de moulage
- Manque de cohérence des matériaux plastiques: Les différentes matières plastiques présentent des caractéristiques d'écoulement, de refroidissement et de rétrécissement variées au cours du moulage. Le manque d'homogénéité des matériaux peut entraîner des incohérences dimensionnelles au sein d'un même lot ou entre différents lots.
- Précision du contrôle des machines de moulage par injection: La précision du contrôle de la température et de la pression pendant le processus de moulage par injection affecte directement la stabilité dimensionnelle des produits. Les fluctuations de température et de pression peuvent conduire à des dimensions finales incohérentes.
- Température du moule: Le contrôle de la température du moule est crucial pour la qualité du moulage. Une température inégale ou un contrôle imprécis peut entraîner un refroidissement inégal des pièces, ce qui affecte la précision des dimensions.
- Déformation élastique du moule: Sous la pression d'injection, le moule peut subir une légère déformation élastique, ce qui a un impact indirect sur les dimensions et la forme des pièces.

Facteurs liés aux moisissures
- Précision de fabrication des dimensions du moule: La précision avec laquelle le moule est fabriqué est un facteur clé pour déterminer la précision dimensionnelle du produit final. De légères déviations dans le moule peuvent être amplifiées au cours du processus de moulage.
- Précision de positionnement des composants mobiles des moules: Pour les moules comportant des composants mobiles tels que des glissières et des broches d'éjection, la précision du positionnement répétitif de ces pièces a inévitablement un impact sur la cohérence des dimensions du produit. De plus amples détails à ce sujet seront expliqués ultérieurement.

En conclusion, la question des écarts dimensionnels dans les pièces moulées par injection est complexe et influencée par divers facteurs, notamment les propriétés des matériaux, les performances des équipements et la qualité des moules. Dans la production réelle, le contrôle précis des paramètres du processus de moulage, l'utilisation de moules de haute précision et l'optimisation de la qualité des matériaux peuvent réduire efficacement les écarts dimensionnels, garantissant ainsi la qualité et les performances du produit.
Comprendre la norme DIN 16901
Pourquoi nous devons comprendre la norme DIN 16901
Avant d'aborder la norme DIN 16901, il est important de clarifier pourquoi cette norme mérite une attention particulière. Les tolérances pour les pièces moulées par injection présentent des caractéristiques très différentes de celles des pièces usinées par commande numérique, car le moulage du plastique est fortement influencé par des facteurs tels que le retrait du matériau, la structure du moule et les variations du procédé.
Parmi les différentes normes (veuillez vous référer à la fin de cette page) utilisées pour les tolérances des pièces moulées par injection, la DIN 16901 est l'une des plus représentatives et largement référencées. Par conséquent, acquérir une solide compréhension de la DIN 16901 fournit une base utile pour comprendre les principes généraux et la logique pratique derrière les tolérances de moulage par injection.
Classification des dimensions
Dans la norme DIN 16901, les tolérances sont classées en deux catégories : TYPE A et TYPE B, spécifiquement conçus pour répondre aux caractéristiques des pièces moulées par injection. Pour mieux comprendre ce concept, examinons le processus de fermeture d'un moule d'injection, illustré ci-dessous :
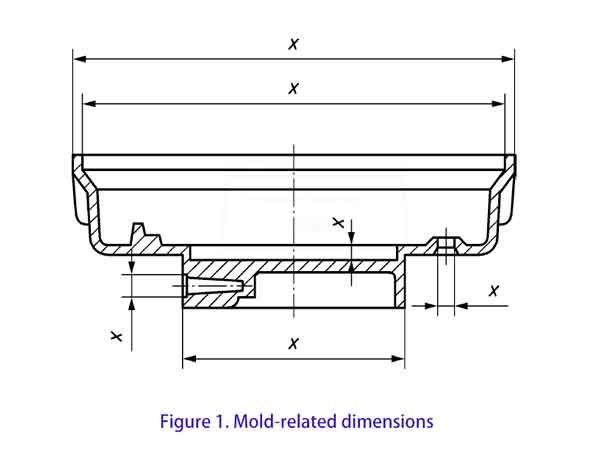
Nous observons que certaines dimensions des pièces en plastique (Type B) sont uniquement déterminées par les caractéristiques des parties supérieure et inférieure du moule. Ces dimensions ont tendance à changer très peu au cours du processus de moulage par injection.
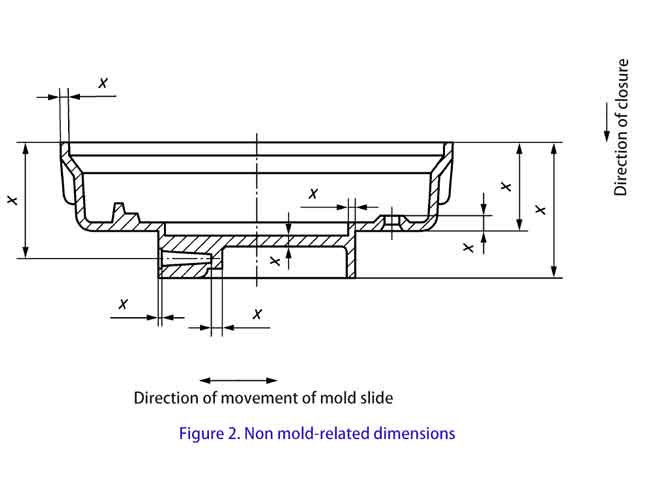
En revanche, d'autres dimensions (Type A), telles que l'épaisseur des parois latérales et du fond, sont déterminées après la fermeture des moules supérieur et inférieur. Comme il peut y avoir un certain désalignement à chaque fois que les moules se ferment, cela peut entraîner certaines déviations. C'est pourquoi une plus grande tolérance est autorisée pour ces dimensions.
Les dimensions de type A comprennent également les dimensions formées avec la participation de pièces mobiles telles que les coulisseaux et les élévateurs.
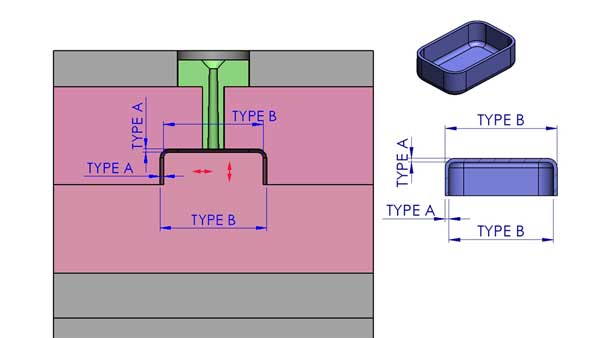
En d'autres termes, les dimensions de Type B ne sont pas affectées par les composants mobiles à l'intérieur du moule. Selon la figure 1 ci-dessous, les dimensions de type B sont également appelées dimensions liées au moule dans la norme DIN 16901, ce qui indique essentiellement la même idée.
Les dimensions de Type A cependant, comme le montre la figure 2 ci-dessous, sont influencées par ces pièces mobiles, y compris les positions relatives du moule supérieur, du moule inférieur, des glissières et des élévateurs, ce qui peut entraîner des écarts dimensionnels mineurs. De même, les dimensions de type A sont appelées dimensions non liées au moule dans la norme DIN 16901.
Comme indiqué ci-dessus, les tolérances pour les dimensions de Type A sont généralement plus grandes que celles du Type B, ce qui reflète les réalités du moulage par injection. Les professionnels expérimentés du moulage par injection ou de la conception de moules font généralement facilement la distinction entre les dimensions de type A et de type B.
Groupes de tolérance
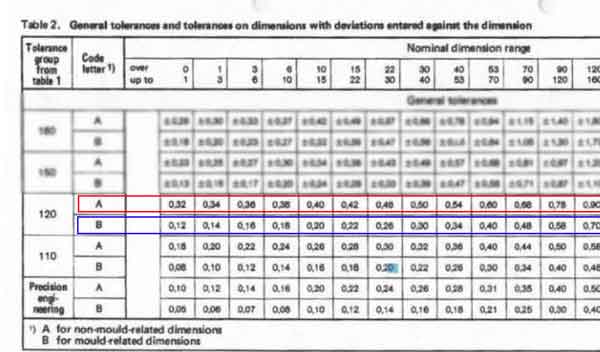
Dans la norme DIN 16901, il existe six groupes de tolérances : 110, 120, 130, 140, 150 et 160, le 110 étant le plus strict et le 160 étant le plus tolérant.
Pour chaque matériau, il existe trois niveaux de tolérance possibles. Ces niveaux sont catégorisés comme suit :
- Tolérance générale : Il s'agit de la tolérance par défaut pour les dimensions où aucune tolérance spécifique n'est indiquée.
- Tolérances de type 1 et type 2 : Ces tolérances s'appliquent lorsque des écarts sont spécifiés pour une dimension particulière. Vous pouvez choisir parmi les niveaux de tolérance correspondants en fonction du matériau et de la taille de la pièce.
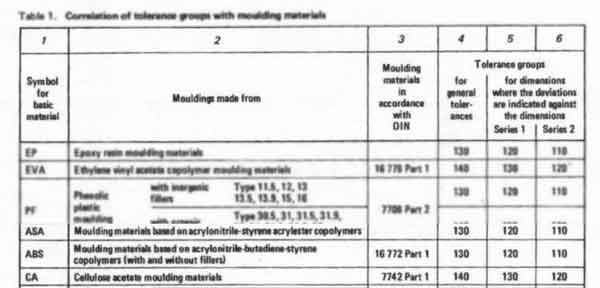
Exemple de groupes de tolérances pour différents matériaux
- Pour PMMA, les groupes de tolérance sont 130, 120 et 110.
- Pour POM (sans charge), lorsque le la longueur de moulage est inférieure à 150 mm, les groupes de tolérance sont 130, 120 et 110.
- Pour POM (sans charge), lorsque le la longueur de moulage est de 150 mm ou plus, les groupes de tolérance sont 150, 140 et 130.
- Pour POM (avec charge), les groupes de tolérance sont 140, 130 et 120.
De ces exemples, nous pouvons tirer plusieurs points importants :
- Différents plastiques ont une stabilité dimensionnelle différente: Certains plastiques sont plus difficiles à contrôler avec précision que d'autres.
- La présence de charges (comme la fibre de verre, le talc, le carbonate de calcium) peut améliorer la stabilité dimensionnelle: Les matériaux avec charges sont généralement plus stables et plus faciles à contrôler.
Les pièces plus grandes nécessitent des tolérances plus larges : À mesure que les dimensions de base de la pièce augmentent, la plage de tolérance s'élargit généralement, rendant le contrôle précis plus difficile.
En comprenant les groupes de tolérances, les fabricants peuvent sélectionner les niveaux de tolérance appropriés en fonction du matériau, de la taille de la pièce et du niveau de précision requis.
En résumé, la norme DIN 16901 fournit des indications essentielles sur les tolérances dimensionnelles pour l'industrie du moulage par injection. Elle définit différents niveaux de tolérance en fonction du degré d'impact sur les dimensions et du type de matériau utilisé, mais pour les tolérances de forme et de position, il convient de consulter d'autres normes.
Accès à DIN 16901
Le contenu détaillé de la norme DIN 16901 n'est pas accessible au public. Comme la plupart des normes techniques, elle doit être achetée, donc vous ne trouverez pas le document complet en ligne gratuitement. À la place, nous fournissons nos propres valeurs de tolérance développées en interne, qui sont décrites dans la section ci-dessous.
ISO 20457 : La norme mondiale moderne pour les tolérances des pièces plastiques
La norme DIN 16901 remonte au début des années 1980, et bien qu'elle soit encore largement référencée, elle n'a jamais été mise à jour car des normes plus récentes et plus complètes ont finalement remplacé son rôle. L'ISO 20457:2018 est désormais considérée comme le successeur moderne et international de la DIN 16901. Elle fournit un système de tolérances plus clair, plus prévisible et plus cohérent à l'échelle mondiale pour les pièces plastiques moulées.
L'ISO 20457 introduit neuf classes de tolérance (TG1–TG9), contre six groupes de tolérance (110–160) dans la DIN 16901.
- TG1 est la qualité la plus serrée.
- TG9 est la plus large. Dans la production réelle, seule une partie de ces classes est couramment utilisée.
La norme formalise également la distinction entre deux types de dimensions :
- W (dimensions spécifiques à l'outil) — généralement équivalent aux dimensions de type B dans la DIN 16901.
- NW (dimensions non spécifiques à l'outil) — généralement équivalent aux dimensions de type A dans la DIN 16901.
Cela rend le système plus facile à comprendre pour toute personne familière avec l'ancienne norme DIN.
Ce que l'ISO 20457 améliore par rapport à la DIN 16901
1. La DIN 16901 ne définissait que des tolérances dimensionnelles, pas des tolérances géométriques
ISO 20457 comble cette lacune en ajoutant :
- tolérances de position (Tableau 9)
- tolérances de profil de surface (Tableau 10)
- utilisation obligatoire de l'ISO 1101, de l'ISO 5458, de l'ISO 5459
- tolérances de profil pour surfaces libres
Cela amène la tolérance géométrique des pièces plastiques au même niveau d'exhaustivité que les normes pour pièces métalliques.
2. Le système de tolérances de la DIN 16901 est trop simpliste
La DIN 16901 attribue des groupes de tolérance uniquement en fonction du type de matériau et de la plage de dimensions, négligeant des facteurs clés qui influencent la précision du moulage par injection. Cela conduit souvent à :
- tolérances trop larges
- tolérances non réalisables
- désaccords entre clients et fournisseurs
Alors que l'ISO 20457 résout ce problème en introduisant un système de notation à cinq facteurs (P1–P5) :
- processus de moulage (Tableau 4)
- rigidité du matériau (Tableau 5)
- taux de retrait (Tableau 6)
- anisotropie de retrait (Tableau 7)
- effort de production (Séries 1–4, Tableau 8)
Le score total détermine la classe de tolérance TG. Les tolérances deviennent quantifiables, prévisibles et plus faciles à négocier.
3. La DIN 16901 ignore le fait que “ plus on s'éloigne du référentiel, plus l'erreur est grande ”
Les pièces plastiques accumulent des erreurs dues au retrait, au gauchissement et au refroidissement inégal. Ces effets augmentent avec la distance par rapport au référentiel, mais la DIN 16901 n'en tient pas compte.
Comment l'ISO 20457 résout ce problème : Elle introduit Dp, la distance d'une caractéristique à l'origine de référence :
- les tolérances de position dépendent de Dp (Tableau 9)
- les tolérances de profil dépendent de Dp (Tableau 10)
Cela aligne les valeurs de tolérance sur le comportement physique réel
4. La DIN 16901 fournit des tolérances mais pas de règles d'acceptation
La DIN 16901 propose des tableaux de tolérances mais ne définit pas de méthodes d'inspection ni de critères d'acceptation.
L'ISO 20457 ajoute ABF — Conditions d'acceptation pour la production de pièces moulées (Chapitre 8), qui clarifie :
- ce qui doit être inspecté
- comment traiter les écarts
- comment traiter les caractéristiques fonctionnelles vs. non fonctionnelles
- comment gérer la variation de retrait
- comment documenter les accords
L'ISO 20457 est la première norme à combiner règles de tolérance et règles d'acceptation en un système complet pour les pièces plastiques moulées.
Tableau de tolérance simplifié pour le moulage par injection de Boyan
Si vous n'êtes pas un spécialiste du moulage par injection et que vous avez seulement besoin de pièces moulées pour votre produit, vous n'avez pas besoin de passer beaucoup de temps à étudier ces normes. Pour simplifier les choses, Boyan a créé un tableau de tolérances simplifié qui sert de référence pratique pour la plupart des projets.
| Dimension nominale (mm) | 0-20 | 20-50 | 50-120 | 120-230 | 230-400 | 400-1000 |
|---|---|---|---|---|---|---|
| Très serré (±mm) | 0.02 | 0.03 | 0.04 | 0.05 | 0.10 | 0.20 |
| Serré (±mm) | 0.10 | 0.15 | 0.20 | 0.30 | 0.40 | 0.90 |
| Normal (±mm) | 0.20 | 0.25 | 0.35 | 0.55 | 0.80 | 1.80 |
| Lâche (±mm) | 0.35 | 0.40 | 0.60 | 0.95 | 1.40 | 3.00 |
- Pour les pièces plastiques de précision générale, les normes mentionnées ci-dessus fonctionnent bien. Lorsqu'un projet nécessite des tolérances encore plus serrées—similaires à Composants LEGO—ces plages plus strictes sont également réalisables, mais uniquement sous conditions de production de précision, ce qui s'accompagne naturellement d'un coût plus élevé. Dans notre tableau, ce niveau apparaît comme la “ très serré ” classe de tolérance. Atteindre une telle précision peut nécessiter de construire un moule d'essai avant de s'engager sur le moule de production final.
- Comme ce tableau simplifié ne distingue pas les différents matériaux ni les différents types de caractéristiques (comme la dimension A vs. la dimension B), les valeurs doivent être considérées comme des lignes directrices approximatives plutôt que des limites strictes.
Comprendre les composantes de tolérance en moulage par injection
Le choix de la bonne plage de tolérance est une étape cruciale pour garantir la précision de l'ajustement et de la fonctionnalité des pièces. Les tolérances se composent principalement de la dimension nominale et des tolérances supérieure et inférieure. Voici un guide concis sur la manière de sélectionner les tolérances appropriées pour les dimensions correspondantes :
Dimension nominale, tolérances supérieure et inférieure
- La tolérance se compose des éléments suivants dimension nominale et le les tolérances supérieures et inférieures. La dimension nominale est la taille de base spécifiée, tandis que les tolérances supérieure et inférieure définissent la plage de taille acceptable autour de la dimension nominale.
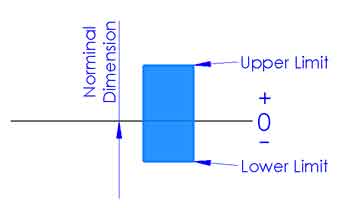
- En moulage par injection, la zone de tolérance est souvent symétrique, comme ±0,08 mm ou ±0,15 mm. Cela donne aux fabricants une taille cible claire à viser, car les écarts positifs et négatifs par rapport à la cible sont généralement considérés comme également probables.
Choix de la gamme de dimensions
- En vous référant à des normes de tolérance telles que la norme DIN 16901, vous pouvez déterminer une plage de dimensions appropriée pour des matériaux spécifiques. Ces normes fournissent des tolérances recommandées pour différents types de dimensions, telles que les dimensions de type A et de type B.
Détermination des dimensions nominales
- Sélectionner la dimension nominale est une étape critique, bien qu'elle ne soit souvent pas directement définie par les normes de tolérance. La taille nominale doit être déterminée en fonction de l'intention de conception, des exigences fonctionnelles et de la compatibilité d'assemblage. Par exemple, si une pièce doit s'ajuster étroitement avec des composants d'accouplement, une dimension nominale plus petite ou plus précise peut être nécessaire.
Envisager une application pratique
- Lors de la sélection des tolérances, il convient également de tenir compte de l'environnement d'application pratique de la pièce. Par exemple, si la pièce est utilisée dans des environnements présentant d'importantes variations de température, une plage de tolérance plus large peut être nécessaire pour tenir compte de la dilatation ou de la contraction thermique.
Coordination et vérification
- Une fois les tolérances établies, elles doivent être examinées avec l'équipe de conception, le service de production et le personnel du contrôle qualité pour s'assurer qu'elles sont à la fois réalisables et capables de répondre aux exigences de performance. Si nécessaire, des tests et une validation doivent être effectués pour confirmer que les tolérances sélectionnées sont appropriées.
En résumé, le choix de la tolérance appropriée implique une prise en compte complète des exigences de conception, des propriétés des matériaux, des méthodes de traitement et des environnements d'application réels, afin de garantir la qualité et les performances du produit.
Laissez Boyan vous aider à sélectionner les bonnes tolérances pour le moulage par injection
Le choix des tolérances appropriées est crucial pour garantir la qualité et la fonctionnalité des pièces en plastique. Compte tenu de la souplesse et de l'élasticité des matières plastiques, il peut s'avérer difficile de mesurer avec précision leurs dimensions. Nous mettons notre expertise à votre disposition pour vous aider à déterminer la plage de tolérance dimensionnelle appropriée. Voici notre approche et notre méthodologie :
Se concentrer sur les dimensions clés
- Pour les dimensions clés qui sont essentielles à la fonctionnalité et à la qualité globale du produit, nous établissons des fourchettes de tolérance strictes. Nous créons des outils de mesure spécialisés, tels que des jauges go/no-go, afin de garantir une mesure précise des dimensions.


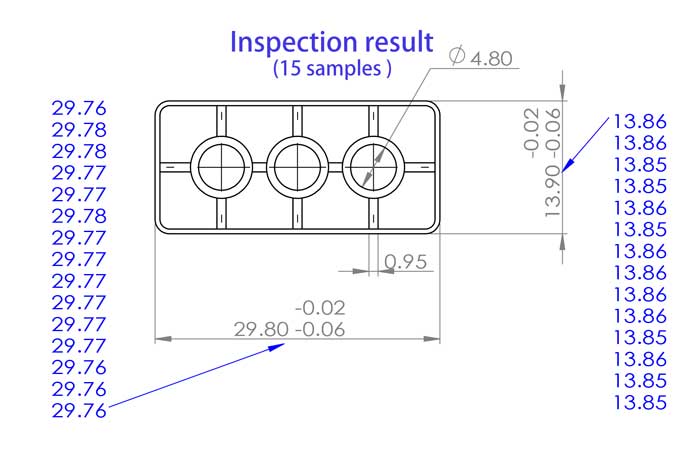
Manipulation des dimensions les moins importantes
- Pour les dimensions secondaires moins critiques, nous utilisons généralement des outils de mesure standard tels que des pieds à coulisse. Nous évaluons également l'ajustement de ces dimensions à l'aide de pièces correspondantes afin de garantir la compatibilité.
- Outre l'utilisation de pièces d'ajustement pour les mesures, nous pouvons également utiliser des outils d'inspection imprimés en 3D pour mesurer la précision dimensionnelle. Bien que les produits imprimés en 3D aient une précision moindre, généralement de l'ordre de +/- 0,1-0,2 mm, ils sont rentables et ont des cycles de production courts, ce qui les rend appropriés pour des applications ayant des exigences de précision légèrement inférieures.
- Parfois, nous ne garantissons que l'ajustement sans fournir de valeurs de tolérance spécifiques. Comme nous l'avons déjà mentionné, il est difficile de mesurer avec précision les dimensions des plastiques, en particulier pour les matériaux plus souples comme le TPE, le TPU et le silicone.


Informations et documents nécessaires à une détermination efficace de la tolérance
Pour accomplir ces tâches plus efficacement, nous avons besoin des informations et du matériel suivants de votre part :
- Scénarios d'utilisation spécifiques de la pièce: La compréhension de l'environnement et des conditions dans lesquelles la pièce sera utilisée nous aide à déterminer avec plus de précision la plage de tolérance.
- Exemples de pièces assorties: Si possible, la fourniture d'échantillons d'autres pièces qui seront utilisées conjointement avec la pièce en question peut nous aider à mieux évaluer et tester l'adaptabilité des tolérances.
Notre objectif est de vous aider à déterminer les bonnes tolérances de manière rentable et efficace. Cette approche est particulièrement bénéfique pour les petites et moyennes entreprises, car elle permet de gagner du temps et de réduire les coûts tout en garantissant la qualité du produit.
FAQ
Une erreur courante pour les personnes non familières avec les plastiques est d'appliquer directement les tolérances des pièces métalliques aux pièces moulées par injection.
Les plastiques se comportent très différemment : ils ont une rigidité inférieure, une déformation plus élevée, et leurs dimensions finales sont influencées par de nombreux paramètres de moulage. Une certaine quantité de gauchissement est également inévitable. Pour ces raisons, les pièces en plastique ne peuvent généralement pas maintenir les mêmes tolérances serrées que les pièces métalliques usinées.
Cependant, nous pouvons contrôler étroitement les dimensions critiques et atteindre une haute précision là où c'est nécessaire (jusqu'à ±0,02 mm). Pour les dimensions affectées par le gauchissement naturel, nous nous concentrons sur les exigences fonctionnelles et esthétiques plutôt que de forcer des tolérances irréalistes.
La plupart des utilisateurs n'ont pas besoin d'étudier en détail les normes DIN 16901 ou ISO 20457. Ces normes sont principalement utilisées par les ingénieurs et les équipes qualité. Pour la plupart des projets, il suffit de comprendre ce que signifie la tolérance, comment elle affecte la fonction de la pièce et quelles plages de tolérance sont généralement réalisables. C'est pourquoi nous fournissons un tableau de tolérance simplifié basé sur l'expérience réelle de production.
La tolérance dimensionnelle contrôle la taille d'une caractéristique, tandis que la tolérance géométrique contrôle la forme, la planéité, le parallélisme, la circularité et d'autres caractéristiques liées à la forme. La norme ISO 20457 accorde plus d'importance aux tolérances géométriques que les anciennes normes comme la DIN 16901.
Oui. Des caractéristiques telles que des parois longues et minces, de grandes surfaces planes, des nervures, des bossages et une géométrie asymétrique peuvent augmenter le gauchissement et rendre plus difficile l'obtention de tolérances serrées. De bonnes pratiques de conception—une épaisseur de paroi uniforme, un écoulement équilibré et un dépouillage approprié—aident à améliorer la stabilité dimensionnelle.
Oui. Il est courant d'appliquer des tolérances serrées uniquement aux caractéristiques critiques (liaisons à encliquetage, points d'alignement, surfaces d'étanchéité) et d'utiliser des tolérances standard pour les zones non critiques. Cette approche réduit les coûts tout en garantissant les performances fonctionnelles.
Pas vraiment.
Selon la norme ISO 20457:2018, une pièce est acceptable tant qu'elle répond à ses exigences fonctionnelles et d'utilisation, même si certaines dimensions dépassent la tolérance générale—sauf accord contraire.
La seule exception est lorsqu'un écart affecte l'apparence ou la perception de l'utilisateur, même si la pièce fonctionne toujours correctement.
Oui, mais atteindre une telle précision nécessite souvent :
- Outillage de haute précision
- Conditions de moulage stables et reproductibles
- Matériaux à faible retrait
- Dans certains cas, un moule d'essai avant de construire le moule de production final
Ces étapes aident à confirmer si la précision requise est réaliste et reproductible.
Commencez par considérer :
- Exigences fonctionnelles de la pièce
- Si les caractéristiques doivent s'emboîter, se clipser ou glisser ensemble
- Caractéristiques de retrait du matériau
- Compromis coût versus précision
Si vous n'êtes pas sûr, notre équipe d'ingénierie peut examiner votre conception et recommander des tolérances appropriées.
Généralement oui. Des tolérances plus serrées nécessitent :
- Outillage plus précis
- Contrôle de processus plus strict
- Temps de cycle plus longs
- Contrôles d'inspection et de qualité supplémentaires
Pour la plupart des pièces, une plage de tolérance standard est suffisante et plus rentable.
Oui. Si vous partagez votre modèle CAO et vos exigences de tolérance, nous pouvons évaluer la faisabilité et suggérer des ajustements si nécessaire. Pour des tolérances extrêmement serrées, nous pouvons recommander de construire d'abord un moule de test pour valider la conception.
Annexe : Normes courantes pour les pièces moulées par injection
Dans le processus de fabrication et de conception des pièces moulées par injection, plusieurs normes sont couramment citées en référence pour garantir la qualité et la cohérence des produits. Elles sont énumérées ci-dessous à titre de référence rapide :
- DIN 16901 : 1982-11 — Cette norme allemande traite spécifiquement des tolérances dimensionnelles et des écarts pour les composants moulés en plastique, applicable à une variété de matériaux plastiques utilisés en moulage par injection.
- ISO 20457 : 2018 — Cette norme internationale offre un guide complet sur les tolérances dimensionnelles pour les pièces moulées en plastique, applicable à diverses méthodes de transformation des plastiques.
- DIN 16742 — Il s'agit d'une norme relative aux tolérances générales et aux conditions d'acceptation des pièces moulées en plastique. Elle s'applique non seulement au moulage par injection, mais aussi au moulage par compression et au moulage par extrusion.
- GB/T 14486-2008 — Il s'agit d'une norme nationale chinoise, couvrant les spécifications de tolérances dimensionnelles pour les pièces moulées en plastique, adaptée à diverses méthodes de transformation des plastiques.
- Norme de l'industrie automobile QC-T-29017-1991 — Cette norme spécifique à l'industrie automobile chinoise détaille les tolérances dimensionnelles pour les composants moulés en plastique dans le domaine automobile.
- Norme SAIC MGR ES.22.PL.103 — Il s'agit d'une norme d'entreprise de SAIC Motor Corporation Limited en Chine, guidant spécifiquement les tolérances dimensionnelles dans la conception et la fabrication des pièces en plastique au sein de l'entreprise.
- ISO 2768 — Cette norme internationale est applicable aux pièces usinées, y compris les composants en plastique, lorsque des tolérances spécifiques ne sont pas explicitement indiquées.
- JIS B 0401 — Cette norme industrielle japonaise, similaire à l'ISO 2768, fournit des directives pour les dimensions non spécifiquement indiquées avec des tolérances sur les dessins d'ingénierie mécanique.
Parmi ces normes, la norme ISO 2768 est peut-être la plus connue. Cependant, il s'agit d'une norme générale pour des tolérances non spécifiées et elle n'est pas spécifiquement conçue pour les pièces moulées par injection.
