فهرست مطالب
تغییر وضعیتچرا تلرانسهای تزریق پلاستیک مهم هستند؟
در فرآیند تولید قطعات تزریق پلاستیک، تغییرات ابعادی به دلیل تأثیرات قالب، ماشین تزریق پلاستیک، مواد و عوامل محیطی اجتنابناپذیر است. بنابراین، تعیین تلرانسهای معقول برای ابعاد محصول و اطمینان از برآورده شدن این تلرانسها بسیار مهم است. تلرانسهای مناسب میتوانند:
- اطمینان حاصل کنید که قطعات به درستی عمل میکنند، به ویژه زمانی که چندین قطعه نیاز به فیت شدن با هم دارند؛;
- تضمین یکنواختی و قابلیت اطمینان محصول؛;
- منعکسکننده قابلیتهای ساخت و مدیریت کارخانه؛;
- ارتقای تصویر شرکت و رضایت مشتری.


تعیین مقادیر تلرانس مناسب ضروری است. تلرانسهای خیلی بزرگ یا خیلی کوچک میتوانند منجر به مشکلات در استفاده از محصول شوند و نشاندهنده کمبود دانش در زمینه تزریق پلاستیک هستند.
منابع انحرافات ابعادی در قطعات تزریق پلاستیک
انحرافهای ابعادی در قطعات قالبگیری تزریقی عمدتاً از دو دسته ناشی میشوند: عوامل فرآیند قالبگیری و عوامل قالب. در ادامه توضیح و بسط مفصلی از این عوامل ارائه میشود:
عوامل فرآیند قالبگیری
- ناسازگاری در مواد پلاستیکیپلاستیکهای مختلف در حین قالبگیری ویژگیهای جریان، خنککنندگی و انقباض متفاوتی را نشان میدهند. یکنواختی ضعیف در مواد میتواند منجر به ناهماهنگی ابعادی در همان دسته یا در دستههای مختلف شود.
- دقت کنترل ماشینهای تزریق پلاستیک: دقت کنترل دما و فشار در فرآیند قالبگیری تزریقی بهطور مستقیم بر پایداری ابعادی محصولات تأثیر میگذارد. نوسانات دما و فشار میتواند منجر به ابعاد نهایی ناهمگون شود.
- دمای قالب: کنترل دمای قالب برای کیفیت قالبگیری حیاتی است. دمای ناهمگون یا کنترل نادرست میتواند منجر به خنکشدن ناهموار قطعات شود و در نتیجه بر دقت ابعادی تأثیر بگذارد.
- تغییر شکل الاستیک قالب: تحت فشار تزریق، قالب ممکن است دچار تغییر شکل الاستیک جزئی شود که بهطور غیرمستقیم بر ابعاد و شکل قطعات تأثیر میگذارد.

عوامل قالب
- دقت ساخت ابعاد قالب: دقتی که قالب با آن ساخته میشود، یک عامل کلیدی در تعیین دقت ابعادی محصول نهایی است. انحرافات جزئی در قالب میتواند در فرآیند قالبگیری تشدید شود.
- دقت موقعیتی اجزای متحرک قالب: برای قالبهایی با اجزای متحرک مانند اسلایدرها و پینهای اِجکتور، دقت موقعیتیابی تکراری این قطعات بهناچار بر یکنواختی ابعاد محصول تأثیر میگذارد. جزئیات بیشتر در این مورد بعداً توضیح داده خواهد شد.

در نتیجه، مسئله انحرافات ابعادی در قطعات تزریق پلاستیک پیچیده است و تحت تأثیر عوامل مختلفی از جمله خواص مواد، عملکرد تجهیزات و کیفیت قالب قرار دارد. در تولید واقعی، کنترل دقیق پارامترهای فرآیند قالبگیری، استفاده از قالبهای با دقت بالا و بهینهسازی کیفیت مواد میتواند به طور مؤثری انحرافات ابعادی را کاهش دهد و در نتیجه کیفیت و عملکرد محصول را تضمین کند.
درک استاندارد DIN 16901
چرا باید استاندارد DIN 16901 را درک کنیم
قبل از بحث در مورد DIN 16901، مهم است که روشن کنیم چرا این استاندارد شایسته توجه ویژه است. تلرانسها برای قطعات تزریقشده ویژگیهای بسیار متفاوتی نسبت به قطعات ماشینکاری شده CNC دارند، زیرا قالبگیری پلاستیک به شدت تحت تأثیر عواملی مانند انقباض مواد، ساختار قالب و تغییرات فرآیند قرار میگیرد.
در میان استانداردهای مختلف (لطفاً به انتهای این صفحه مراجعه کنید) که برای تلرانسهای قطعات تزریق پلاستیک استفاده میشوند، DIN 16901 یکی از نمایندهترین و پراستنادترینها است. بنابراین، درک عمیق از DIN 16901 پایهای مفید برای درک اصول کلی و منطق عملی پشت تلرانسهای تزریق پلاستیک فراهم میکند.
طبقهبندی ابعاد
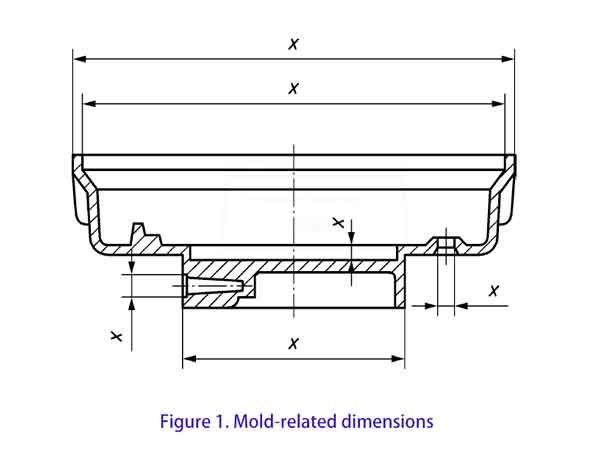
در استاندارد DIN 16901، تلرانسها به دو نوع تقسیمبندی میشوند: نوع A و نوع B، که بهطور خاص برای پرداختن به ویژگیهای قطعات قالبگیری تزریقی طراحی شدهاند. برای درک بهتر این مفهوم، فرآیند بسته شدن قالب تزریق را که در زیر نشان داده شده است، بررسی میکنیم:
مشاهده میکنیم که برخی ابعاد روی قطعات پلاستیکی (نوع B) تنها توسط ویژگیهای روی قسمتهای بالایی و پایینی قالب تعیین میشوند. این ابعاد در فرآیند قالبگیری تزریقی تمایل به تغییر بسیار کمی دارند.
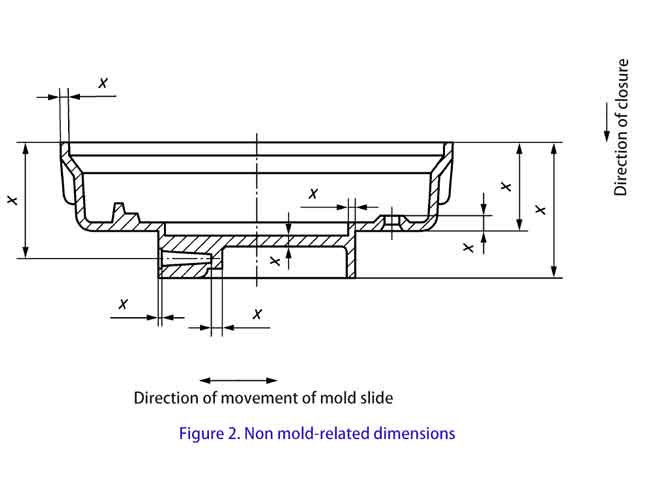
در مقابل، ابعاد دیگر (نوع A)، مانند ضخامت دیوارههای جانبی و کف، پس از بسته شدن قالبهای بالایی و پایینی تعیین میشوند. از آنجایی که ممکن است هر بار بسته شدن قالبها مقداری عدم هممحوری وجود داشته باشد، این میتواند منجر به انحرافهای خاصی شود. بنابراین، برای این ابعاد تلرانس بزرگتری مجاز است.
ابعاد نوع A همچنین شامل اندازههایی میشود که با مشارکت قطعات متحرک مانند اسلایدرها و لیفترها تشکیل میشوند.
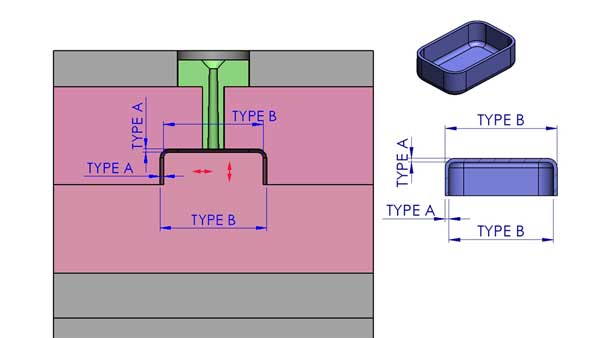
به عبارت دیگر، ابعاد نوع B تحت تأثیر اجزای متحرک داخل قالب قرار نمیگیرند. طبق شکل 1 زیر، ابعاد نوع B در DIN 16901 به عنوان ابعاد مرتبط با قالب نیز شناخته میشوند که در اصل بیانگر همان ایده هستند.
با این حال، ابعاد نوع A، همانطور که در شکل 2 زیر نشان داده شده است، تحت تأثیر این اجزای متحرک قرار میگیرند، از جمله موقعیتهای نسبی قالب بالایی، قالب پایینی، کشوییها و بالابرها، که میتواند منجر به انحرافهای ابعادی جزئی شود. به طور مشابه، ابعاد نوع A در DIN 16901 به عنوان ابعاد غیر مرتبط با قالب نامیده میشوند.
همانطور که در بالا ذکر شد، تلرانسهای ابعاد نوع A عموماً بزرگتر از تلرانسهای نوع B هستند، که واقعیتهای قالبگیری تزریقی را منعکس میکند. متخصصان باتجربه در قالبگیری تزریقی یا طراحی قالب معمولاً به راحتی میتوانند بین ابعاد نوع A و نوع B تمایز قائل شوند.
گروههای تلورانس
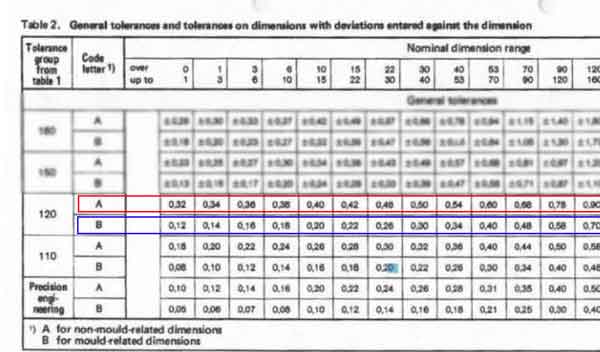
در DIN 16901 شش گروه تلرانس وجود دارد: 110، 120، 130، 140، 150 و 160، که 110 سختگیرانهترین و 160 آسانگیرترین است.
برای هر ماده، سه سطح تلرانس ممکن وجود دارد. این سطوح به شرح زیر دستهبندی میشوند:
- تلورانس عمومی: این تلرانس پیشفرض برای ابعادی است که هیچ تلرانس خاصی برای آنها مشخص نشده است.
- تلرانسهای نوع 1 و نوع 2: این تلرانسها زمانی اعمال میشوند که انحرافات برای یک بعد خاص مشخص شده باشد. شما میتوانید از سطوح تلرانس متناظر بر اساس ماده و اندازه قطعه انتخاب کنید.
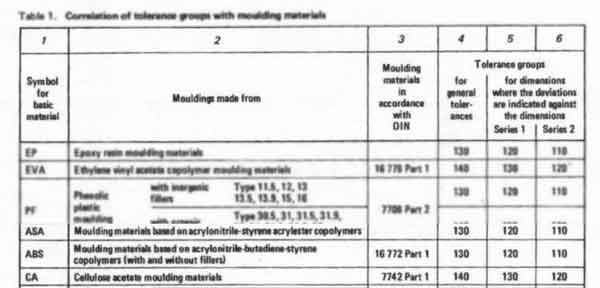
نمونه گروههای تلرانس برای مواد مختلف
- برای PMMA, ، گروههای تلرانس عبارتند از 130، 120، و 110.
- برای POM (بدون پرکننده), ، هنگامی که طول قالب کمتر از 150 میلیمتر است, ، گروههای تلرانس عبارتند از 130، 120، و 110.
- برای POM (بدون پرکننده), ، هنگامی که طول قالب 150 میلیمتر یا بیشتر است, ، گروههای تلرانس عبارتند از 150، 140، و 130.
- برای POM (با پرکننده), ، گروههای تلرانس عبارتند از 140، 130، و 120.
از این مثالها، میتوانیم چند نکته مهم را مشاهده کنیم:
- پلاستیکهای مختلف پایداری ابعادی متفاوتی دارند: برخی پلاستیکها کنترل دقیقتری نسبت به سایرین دارند.
- وجود پرکنندهها (مانند فیبر شیشه، تالک، کربنات کلسیم) میتواند پایداری ابعادی را بهبود بخشد: مواد دارای پرکننده عموماً پایدارتر و کنترل آنها آسانتر است.
قطعات بزرگتر نیازمند تلرانسهای بازتر هستند: با افزایش ابعاد پایه قطعه، محدوده تلرانس معمولاً بزرگتر میشود که کنترل دقیق را دشوارتر میکند.
با درک گروههای تلرانس، تولیدکنندگان میتوانند سطوح تلرانس مناسب را بر اساس ماده، اندازه قطعه و سطح دقت مورد نیاز انتخاب کنند.
در خلاصه، استاندارد DIN 16901 راهنمای حیاتی در مورد تلرانسهای ابعادی برای صنعت تزریق پلاستیک ارائه میدهد. سطوح مختلف تلرانس را بر اساس درجه تأثیر ابعاد و نوع ماده استفادهشده تعریف میکند، اما برای تلرانسهای فرم و موقعیت، باید به استانداردهای دیگر مراجعه کرد.
دسترسی به DIN 16901
محتویات دقیق استاندارد DIN 16901 به صورت عمومی در دسترس نیست. مانند اکثر استانداردهای مهندسی، باید خریداری شود، بنابراین نمیتوانید نسخه کامل این سند را به صورت رایگان آنلاین پیدا کنید. در عوض، ما مقادیر تلرانس توسعهیافته توسط شرکت خود را ارائه میدهیم که در بخش زیر توضیح داده شدهاند.
ISO 20457: استاندارد جهانی مدرن برای تلرانسهای قطعات پلاستیکی
DIN 16901 به اوایل دهه 1980 بازمیگردد و اگرچه هنوز بهطور گسترده مورد استناد قرار میگیرد، هرگز بهروزرسانی نشد زیرا استانداردهای جدیدتر و کاملتر در نهایت جایگاه آن را گرفتند. ISO 20457:2018 اکنون بهعنوان جانشین مدرن و بینالمللی DIN 16901 در نظر گرفته میشود. این استاندارد یک سیستم تلرانس واضحتر، قابل پیشبینیتر و سازگارتر در سطح جهانی برای قطعات پلاستیکی قالبگیریشده ارائه میدهد.
ISO 20457 نه درجه تلرانس (TG1 تا TG9) را معرفی میکند، در مقایسه با شش گروه تلرانس (110 تا 160) در DIN 16901.
- TG1 سفتترین درجه است.
- TG9 آزادترین است. در تولید واقعی، معمولاً تنها زیرمجموعهای از این درجهها استفاده میشود.
این استاندارد همچنین تفاوت بین دو نوع ابعاد را رسمیسازی میکند:
- W (ابعاد وابسته به ابزار) — عموماً معادل ابعاد نوع B در DIN 16901.
- NW (ابعاد مستقل از ابزار) — عموماً معادل ابعاد نوع A در DIN 16901.
این امر سیستم را برای هر کسی که با استاندارد قدیمی DIN آشناست، قابل درکتر میسازد.
آنچه ISO 20457 در مقایسه با DIN 16901 بهبود میدهد
1. DIN 16901 تنها تلرانسهای اندازه را تعریف کرد، نه تلرانسهای هندسی را
ISO 20457 این شکاف را با افزودن موارد زیر پر میکند:
- تلرانسهای موقعیت (جدول 9)
- تلرانسهای پروفیل سطحی (جدول 10)
- استفاده اجباری از ISO 1101، ISO 5458، ISO 5459
- تلرانسهای پروفیل برای سطوح آزادفرم
این امر تلرانسگذاری هندسی قطعات پلاستیکی را به همان سطح کاملبودن استانداردهای قطعات فلزی میرساند.
2. سیستم تلرانس DIN 16901 بیش از حد سادهانگارانه است
DIN 16901 گروههای تلرانس را تنها بر اساس نوع ماده و محدوده اندازه تعیین میکند و عوامل کلیدی مؤثر بر دقت قالبگیری تزریقی را نادیده میگیرد. این امر اغلب منجر به موارد زیر میشود:
- تلرانسهای بیش از حد باز
- تلرانسهای غیرقابل دستیابی
- اختلافنظر بین مشتریان و تأمینکنندگان
در حالی که ISO 20457 این مشکل را با معرفی یک سیستم امتیازدهی پنج عاملی (P1 تا P5) حل میکند:
- فرآیند قالبگیری (جدول 4)
- سختی ماده (جدول 5)
- نرخ انقباض (جدول 6)
- ناهمسانگردی انقباض (جدول 7)
- تلاش تولیدی (سریهای 1 تا 4، جدول 8)
امتیاز کل درجه تلرانس TG را تعیین میکند. تلرانسها قابل اندازهگیری، قابل پیشبینی و مذاکرهپذیرتر میشوند.
3. DIN 16901 این واقعیت را نادیده میگیرد که “هرچه از دیتوم دورتر، خطا بزرگتر است”
قطعات پلاستیکی خطا را از انقباض، تابخوردگی و خنکشدن ناهموار انباشته میکنند. این اثرات با فاصله از دیتوم افزایش مییابند، اما DIN 16901 این را در نظر نمیگیرد.
نحوه حل این مشکل توسط ISO 20457: این استاندارد Dp، یعنی فاصله یک ویژگی از مبدأ مبنا را معرفی میکند:
- تلرانسهای موقعیت به Dp بستگی دارند (جدول 9)
- تلرانسهای پروفیل به Dp بستگی دارند (جدول 10)
این امر مقادیر تلرانس را با رفتار فیزیکی واقعی همتراز میکند.
4. DIN 16901 تلرانسها را ارائه میدهد اما هیچ قانون پذیرشی ندارد
DIN 16901 جداول تلرانس ارائه میدهد اما روشهای بازرسی یا معیارهای پذیرش را تعریف نمیکند.
ISO 20457 ABF — شرایط پذیرش برای تولید قطعات قالبگیریشده (فصل 8) را اضافه میکند که موارد زیر را روشن میسازد:
- چه مواردی باید بازرسی شوند
- چگونه با انحرافات برخورد کنیم
- چگونگی برخورد با ویژگیهای عملکردی در مقابل غیرعملکردی
- چگونگی مدیریت تغییرات انقباض
- چگونگی مستندسازی توافقها
ISO 20457 اولین استانداردی است که قوانین تلرانس و قوانین پذیرش را در یک سیستم کامل برای قطعات پلاستیکی قالبگیریشده ترکیب میکند.
نمودار تلرانس سادهشده قالبگیری تزریقی بویان
اگر شما متخصص قالبگیری تزریقی نیستید و تنها به قطعات قالبگیریشده برای محصول خود نیاز دارید، لازم نیست زمان زیادی را صرف مطالعه این استانداردها کنید. برای سادهتر کردن کار، بویان یک نمودار تلرانس سادهشده ایجاد کرده است که بهعنوان مرجع عملی برای اکثر پروژهها عمل میکند.
| ابعاد اسمی (میلیمتر) | 0-20 | 20-50 | 50-120 | 120-230 | 230-400 | 400-1000 |
|---|---|---|---|---|---|---|
| خیلی تنگ (±mm) | 0.02 | 0.03 | 0.04 | 0.05 | 0.10 | 0.20 |
| تنگ (±mm) | 0.10 | 0.15 | 0.20 | 0.30 | 0.40 | 0.90 |
| معمولی (±mm) | 0.20 | 0.25 | 0.35 | 0.55 | 0.80 | 1.80 |
| شل (±mm) | 0.35 | 0.40 | 0.60 | 0.95 | 1.40 | 3.00 |
- برای قطعات پلاستیکی با دقت عمومی، استانداردهای ذکرشده به خوبی عمل میکنند. هنگامی که یک پروژه به تلرانسهای حتی سختتری نیاز دارد—مشابه قطعات لگو—این محدودههای سختتر نیز قابل دستیابی هستند، اما تنها تحت شرایط تولید دقیق, ، که طبیعتاً با هزینه بالاتر همراه هستند. در نمودار ما، این سطح به عنوان کلاس تلرانس “خیلی تنگ” ظاهر میشود. دستیابی به چنین دقتی ممکن است نیازمند ساخت یک قالب آزمایشی قبل از تعهد به قالب تولید نهایی باشد.
- از آنجا که این نمودار سادهشده بین مواد مختلف یا بین انواع مختلف ویژگیها (مانند بعد A در مقابل بعد B) تمایز قائل نمیشود، مقادیر باید به عنوان راهنمای تقریبی به جای محدودیتهای سخت در نظر گرفته شوند..
درک اجزای تلرانس قالبگیری تزریقی
انتخاب محدوده تلرانس مناسب گامی حیاتی برای اطمینان از فیت دقیق قطعات و عملکرد آنها است. تلرانسها عمدتاً شامل بعد اسمی و تلرانسهای بالا و پایین هستند. در اینجا یک راهنمای مختصر در مورد نحوه انتخاب تلرانسهای مناسب برای ابعاد منطبق ارائه شده است:
بعد اسمی، تلرانسهای بالا و پایین
- تلرانس از بعد اسمی و تلرانسهای بالا و پایین تشکیل شده است. بعد اسمی، اندازه پایه مشخصشده است، در حالی که تلرانسهای بالا و پایین محدوده اندازه قابلقبول در اطراف بعد اسمی را تعریف میکنند.
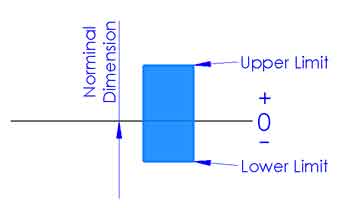
- در قالبگیری تزریقی، منطقه تلرانس اغلب متقارن است، مانند ±۰.۰۸ میلیمتر یا ±۰.۱۵ میلیمتر. این به تولیدکنندگان یک اندازه هدف واضح برای هدفگیری میدهد، زیرا انحراف مثبت و منفی از هدف به طور کلی به یک اندازه محتمل در نظر گرفته میشوند.
انتخاب محدوده ابعاد
- با مراجعه به استانداردهای تلرانس مانند DIN 16901، میتوانید یک محدوده اندازه مناسب برای مواد خاص تعیین کنید. این استانداردها تلرانسهای توصیهشده برای انواع مختلف ابعاد، مانند ابعاد نوع A و نوع B را ارائه میدهند.
تعیین ابعاد اسمی
- انتخاب بعد اسمی یک گام حیاتی است، اگرچه اغلب مستقیماً توسط استانداردهای تلرانس تعریف نمیشود. اندازه اسمی باید بر اساس هدف طراحی، الزامات عملکردی و سازگاری مونتاژ تعیین شود. به عنوان مثال، اگر یک قطعه باید به طور دقیق با اجزای جفتشونده منطبق شود، ممکن است نیاز به یک بعد اسمی کوچکتر یا دقیقتر باشد.
در نظر گرفتن کاربرد عملی
- هنگام انتخاب تلرانسها، باید محیط کاربردی عملی قطعه نیز در نظر گرفته شود. به عنوان مثال، اگر قطعه در محیطهایی با تغییرات دمایی قابل توجه استفاده شود، ممکن است محدوده تلرانس بزرگتری برای تطبیق با انبساط یا انقباض حرارتی مورد نیاز باشد.
هماهنگی و تأیید
- پس از تعیین تلرانسها، باید با تیم طراحی، بخش تولید و پرسنل کنترل کیفیت بررسی شوند تا اطمینان حاصل شود که هم قابل ساخت هستند و هم قادر به برآورده کردن الزامات عملکردی میباشند. در صورت لزوم، آزمایش و اعتبارسنجی باید انجام شود تا تأیید شود که تلرانسهای انتخاب شده مناسب هستند.
در خلاصه، انتخاب تلرانس مناسب شامل یک بررسی جامع از الزامات طراحی، خواص مواد، روشهای پردازش و محیطهای کاربردی واقعی است تا کیفیت و عملکرد محصول تضمین شود.
اجازه دهید بویان به شما در انتخاب تلرانسهای مناسب قالبگیری تزریقی کمک کند
انتخاب تلرانسهای مناسب برای تضمین کیفیت و عملکرد قطعات پلاستیکی بسیار مهم است. با توجه به نرمی و کشسانی پلاستیکها، اندازهگیری دقیق ابعاد آنها میتواند چالشبرانگیز باشد. ما تخصص خود را ارائه میدهیم تا به شما در تعیین محدوده تلرانس ابعادی مناسب کمک کنیم. در اینجا رویکرد و روششناسی ما آمده است:
تمرکز بر ابعاد کلیدی
- برای ابعاد کلیدی که برای عملکرد محصول و کیفیت کلی آن حیاتی هستند، محدودههای تلرانس سختگیرانهای تعیین میکنیم. ابزارهای اندازهگیری تخصصی مانند گیجهای عبور/عدم عبور ایجاد میکنیم تا اندازهگیری دقیق ابعاد را تضمین کنیم.


مدیریت ابعاد کماهمیت
- برای ابعاد ثانویه کمتر حیاتی، معمولاً از ابزارهای اندازهگیری استاندارد مانند کولیس استفاده میکنیم. همچنین تناسب این ابعاد را با استفاده از قطعات متناظر ارزیابی میکنیم تا سازگاری را تضمین کنیم.
- علاوه بر استفاده از قطعات فیتینگ برای اندازهگیری، میتوانیم از ابزارهای بازرسی چاپ سهبعدی نیز برای اندازهگیری دقت ابعادی استفاده کنیم. اگرچه محصولات چاپ سهبعدی دقت کمتری دارند، معمولاً در محدوده +- 0.1-0.2 میلیمتر، اما مقرونبهصرفه هستند و چرخه تولید کوتاهی دارند، که آنها را برای کاربردهایی با نیازهای دقت کمی پایینتر مناسب میسازد.
- گاهی اوقات، ما فقط تناسب را تضمین میکنیم بدون ارائه مقادیر تلرانس خاص. همانطور که قبلاً ذکر شد، اندازهگیری دقیق ابعاد پلاستیک چالشبرانگیز است، به ویژه برای مواد نرمتر مانند TPE، TPU و سیلیکون.


اطلاعات و مواد مورد نیاز برای تعیین مؤثر تلرانس
برای انجام این وظایف به طور مؤثرتر، به اطلاعات و مواد زیر از شما نیاز داریم:
- سناریوهای استفاده خاص قطعهدرک محیط و شرایطی که قطعه در آن استفاده خواهد شد به ما کمک میکند تا محدوده تلرانس را با دقت بیشتری تعیین کنیم.
- نمونههای قطعات مطابقدر صورت امکان، ارائه نمونههایی از سایر قطعاتی که همراه با قطعه مورد نظر استفاده خواهند شد میتواند به ما کمک کند تا سازگاری تلرانسها را بهتر ارزیابی و آزمایش کنیم.
هدف ما کمک به شما در تعیین تلرانسهای مناسب به روشی مقرونبهصرفه و کارآمد است. این رویکرد به ویژه برای شرکتهای کوچک و متوسط مفید است، زیرا میتواند در عین تضمین کیفیت محصول، زمان و هزینه را صرفهجویی کند.
سوالات متداول
یک اشتباه رایج برای افرادی که با پلاستیکها آشنا نیستند، اعمال مستقیم تلرانس قطعات فلزی بر روی قطعات تزریقشده است.
پلاستیکها رفتار بسیار متفاوتی دارند: آنها سفتی کمتری دارند، تغییر شکل بیشتری دارند و ابعاد نهایی آنها تحت تأثیر بسیاری از پارامترهای قالبگیری است. مقداری تابخوردگی نیز اجتنابناپذیر است. به همین دلایل، قطعات پلاستیکی عموماً نمیتوانند تلرانسهای دقیق مشابه قطعات فلزی ماشینکاریشده را حفظ کنند.
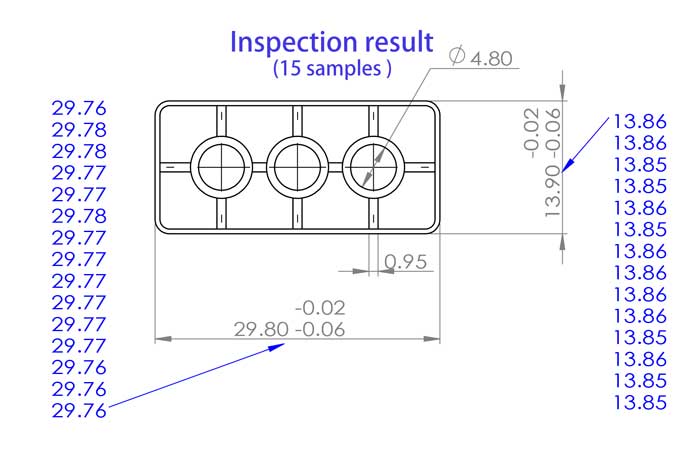
با این حال، ما میتوانیم ابعاد حیاتی را به شدت کنترل کنیم و در جاهایی که نیاز است به دقت بالا دست یابیم (تا ±۰٫۰۲ میلیمتر). برای ابعادی که تحت تأثیر تابیدگی طبیعی قرار میگیرند، ما بر الزامات عملکردی و ظاهری تمرکز میکنیم تا اینکه تلرانسهای غیرواقعی را تحمیل کنیم.
اکثر کاربران نیازی به مطالعه دقیق استانداردهای DIN 16901 یا ISO 20457 ندارند. این استانداردها عمدتاً توسط مهندسان و تیمهای کیفیت استفاده میشوند. برای اکثر پروژهها، درک معنای تلرانس، تأثیر آن بر عملکرد قطعه و محدودههای تلرانس معمولاً قابل دستیابی کافی است. به همین دلیل ما یک نمودار تلرانس سادهشده بر اساس تجربه واقعی تولید ارائه میدهیم.
تلرانس ابعادی اندازه یک ویژگی را کنترل میکند، در حالی که تلرانس هندسی شکل، تختبودن، موازیبودن، گردی و سایر ویژگیهای مرتبط با فرم را کنترل میکند. استاندارد ISO 20457 نسبت به استانداردهای قدیمیتر مانند DIN 16901 تأکید بیشتری بر تلرانسهای هندسی دارد.
بله. ویژگیهایی مانند دیوارههای بلند و نازک، سطوح تخت بزرگ، دندهها، باسها و هندسه نامتقارن میتوانند تابخوردگی را افزایش داده و دستیابی به تلرانسهای دقیق را دشوارتر کنند. روشهای طراحی مناسب—ضخامت دیواره یکنواخت، جریان متعادل و زاویه شیب مناسب—به بهبود پایداری ابعادی کمک میکنند.
بله. معمول است که تلرانسهای دقیق فقط برای ویژگیهای حیاتی (اتصالات فشاری، نقاط همترازی، سطوح آببندی) اعمال شود و از تلرانسهای استاندارد برای مناطق غیرحیاتی استفاده شود. این رویکرد ضمن اطمینان از عملکرد، هزینه را کاهش میدهد.
نه واقعاً.
بر اساس استاندارد ISO 20457:2018، یک قطعه قابل قبول است تا زمانی که الزامات عملکردی و کاربردی خود را برآورده کند، حتی اگر برخی ابعاد خارج از تلرانس کلی باشند—مگر اینکه خلاف آن توافق شده باشد.
تنها استثنا زمانی است که یک انحراف بر ظاهر یا درک کاربر تأثیر بگذارد، حتی اگر قطعه همچنان به درستی کار کند.
بله، اما دستیابی به چنین دقتی اغلب نیازمند موارد زیر است:
- ابزار دقیق بالا
- شرایط قالبگیری پایدار و تکرارپذیر
- مواد با انقباض کم
- در برخی موارد، یک قالب آزمایشی قبل از ساخت قالب تولید نهایی
این مراحل به تأیید اینکه آیا دقت مورد نیاز واقعبینانه و تکرارپذیر است کمک میکنند.
با در نظر گرفتن شروع کنید:
- نیازمندیهای عملکردی قطعه
- آیا ویژگیها باید با هم جفت شوند، فشاری متصل شوند یا روی هم بلغزند
- ویژگیهای انقباض مواد
- مبادله هزینه در برابر دقت
اگر مطمئن نیستید، تیم مهندسی ما میتواند طراحی شما را بررسی کرده و تلرانسهای مناسب را پیشنهاد دهد.
عموماً بله. تلرانسهای دقیقتر نیازمند موارد زیر هستند:
- ابزار دقیقتر
- کنترل فرآیند سختگیرانهتر
- زمان چرخه طولانیتر
- بازرسیها و کنترلهای کیفیت اضافی
برای اکثر قطعات، یک محدوده تلرانس استاندارد کافی و مقرونبهصرفهتر است.
بله. اگر مدل CAD و الزامات تلرانس خود را به اشتراک بگذارید، ما میتوانیم امکانسنجی را ارزیابی کرده و در صورت نیاز تنظیماتی را پیشنهاد دهیم. برای تلرانسهای بسیار دقیق، ممکن است توصیه کنیم ابتدا یک قالب آزمایشی ساخته شود تا طراحی تأیید گردد.
پیوست: استانداردهای رایج برای قطعات قالبگیری تزریقی
در فرآیند ساخت و طراحی قطعات تزریق پلاستیک، چندین استاندارد معمولاً مورد استناد قرار میگیرند تا کیفیت و یکنواختی محصول تضمین شود. آنها در زیر برای مرجع سریع فهرست شدهاند:
- DIN 16901: 1982-11 — این استاندارد آلمانی به طور خاص به تلورانسهای ابعادی و انحرافات قطعات قالبگیری شده پلاستیکی میپردازد که برای انواع مواد پلاستیکی مورد استفاده در قالبگیری تزریقی قابل اعمال است.
- ISO 20457: 2018 — این استاندارد بینالمللی راهنمای جامعی برای تلورانسهای ابعادی قطعات قالبگیری شده پلاستیکی ارائه میدهد که برای روشهای مختلف فرآوری پلاستیک قابل اعمال است.
- DIN 16742 — این یک استاندارد برای تلرانسهای عمومی و شرایط پذیرش قطعات قالبگیری پلاستیکی است. نه تنها برای قالبگیری تزریقی، بلکه شامل قالبگیری فشاری و اکستروژن نیز میشود.
- GB/T 14486-2008 — این یک استاندارد ملی چین است که مشخصات تلورانس ابعادی قطعات قالبگیری شده پلاستیکی را پوشش میدهد و برای روشهای مختلف فرآوری پلاستیک مناسب است.
- استاندارد صنعت خودرو QC-T-29017-1991 — این استاندارد خاص صنعت خودرو چین، تلورانسهای ابعادی قطعات قالبگیری شده پلاستیکی در حوزه خودرو را به تفصیل شرح میدهد.
- استاندارد SAIC MGR ES.22.PL.103 — این یک استاندارد شرکتی شرکت سایک موتور چین است که به طور خاص راهنمایی تلورانسهای ابعادی در طراحی و ساخت قطعات پلاستیکی درون شرکت را ارائه میدهد.
- ISO 2768 — این استاندارد بینالمللی برای قطعات ماشینکاری شده، از جمله قطعات پلاستیکی، قابل اعمال است که در آن تلورانسهای خاص به صراحت ذکر نشدهاند.
- JIS B 0401 — این استاندارد صنعتی ژاپن، مشابه ISO 2768، راهنمایی برای ابعادی ارائه میدهد که در نقشههای مهندسی مکانیک به طور خاص با تلورانس مشخص نشدهاند.
در میان این استانداردها، ISO 2768 شاید شناختهشدهترین باشد. با این حال، این یک استاندارد کلی برای تلرانسهای نامشخص است و به طور خاص برای قطعات تزریق پلاستیک طراحی نشده است.
