Nuestras operaciones habituales de control de calidad
En Boyan, nos dedicamos plenamente a garantizar que nuestros productos cumplen las especificaciones. Nuestras operaciones habituales de control de calidad pueden incluir:.
Informes de inspección del primer artículo
Informes de inspección en proceso
Informes de inspección previos al envío
Informes sobre medidas correctoras
Imágenes y vídeos que acompañan a estos informes
Certificados de materiales
Informes de ensayos de niebla salina (para comprobar la resistencia a la corrosión)
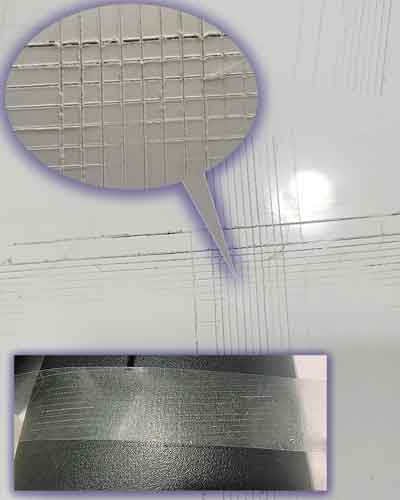
Informe del ensayo de rejilla (para comprobar la adherencia del revestimiento)
Informes dimensionales
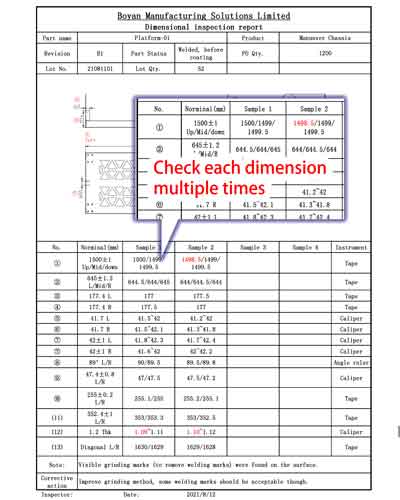
Compruebe las dimensiones varias veces
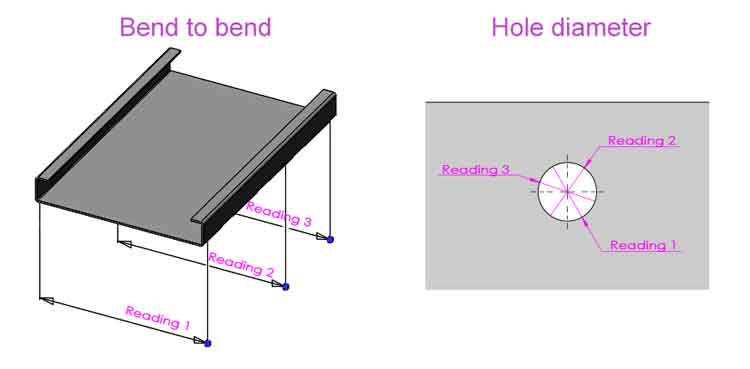
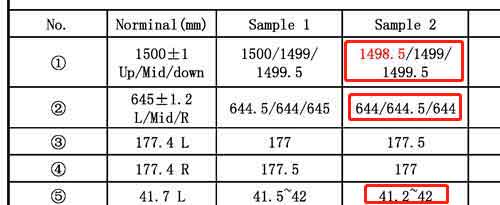
Dado que para las piezas de chapa, algunas dimensiones pueden variar un poco a lo largo de su longitud (o anchura), especialmente para aquellas dimensiones de pliegue a pliegue, cuando tomamos las medidas, necesitamos comprobar múltiples puntos para asegurarnos de que todas las medidas caen dentro de las tolerancias.
En las piezas de chapa, muchas dimensiones están interrelacionadas. Para comprobar las dimensiones con mayor precisión y eficacia, podemos comprobar las dimensiones relacionadas.
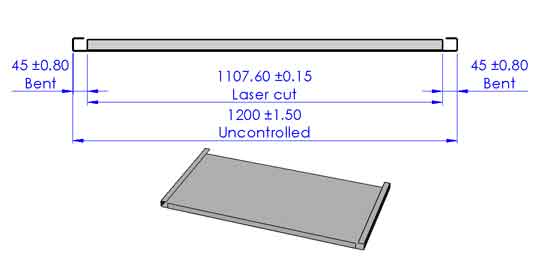
Un ejemplo:
La de 1107,60 mm es una dimensión cortada con láser, por lo general, puede hacerse dentro de la tolerancia de ±0,15 mm. Las dimensiones de 45 mm se obtienen doblándolas, por lo que son menos precisas. La cota de 1.200 mm es una cota crítica que debe tener una tolerancia de ±1,50 mm.
Si comprobamos los 1200 mm con una cinta, será mucho más lento y menos preciso.
Si medimos los 45mm para estar con ±0.60mm,o un lado es +0.80mm más grande, el otro lado es +0.40mm más grande, los 1200mm deben todavía estar dentro de ±1.5mm
Control de calidad de los procesos de revestimiento
Informe de ensayo de niebla salina: 3 tipos: neutro, ácido acético, cobre acelerado.
Ensayo de rejilla: para comprobar la fuerza de adherencia del revestimiento.
Estas pruebas no son exhaustivas. Cuando las piezas de muestra superan estas pruebas, aún puede haber pequeñas zonas en algunas piezas que tengan algún problema.
Para evitarlo, realizaremos una inspección visual de la planta durante el proceso de revestimiento, para asegurarnos:
La superficie está libre de óxido;
El pretratamiento se realiza de acuerdo con las especificaciones, la superficie está limpia antes del revestimiento;
Tras el revestimiento, el grosor del revestimiento, el aspecto de la superficie, etc. cumplen los criterios.
Pequeña porosidad en el recubrimiento en polvo debido a óxido sin limpiar
Inspección visual
Realizaremos una inspección visual durante todos los procesos de fabricación para garantizar que las piezas cumplen los requisitos de apariencia estética.
Le enviaremos fotos y vídeos para asegurarnos de que las piezas que no pasen los criterios no le serán enviadas..
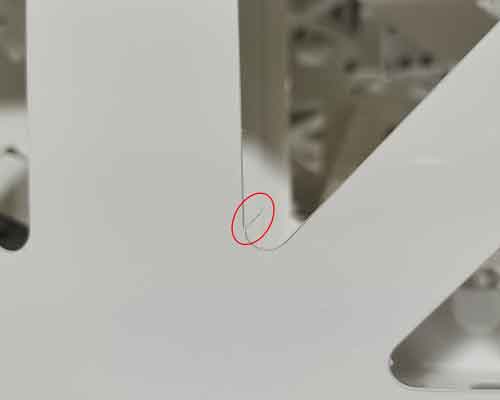
Una junta fría debido a una soldadura insuficiente
Una rebaba sin limpiar en la pieza
Un ejemplo en vídeo
Comprobación del espesor del descuelgue de la pintura
¿Quiere realizar su próximo proyecto de chapa metálica?