
Table of Contents
ToggleWhat Are Ejector Pin Marks?
Ejector pin marks are unique traces left on the surface of a product during the injection molding process. These marks are created by ejector pins or angled lifters in the mold, which are used to eject the finished product from the mold. These traces can manifest as uneven surfaces or show differences in color and gloss compared to surrounding areas. There are primarily a few types of ejector pin marks:

This picture illustrates the process of the part being ejected from the mold. Click on the image for additional details.
- Shallow Indentation Ejector Pin Marks: These marks appear as indentations in the shape of the ejector pin, typically on the surface of the plastic part that contacts the ejector pin. They are mainly caused by positional deviations of the ejector pin during injection molding.
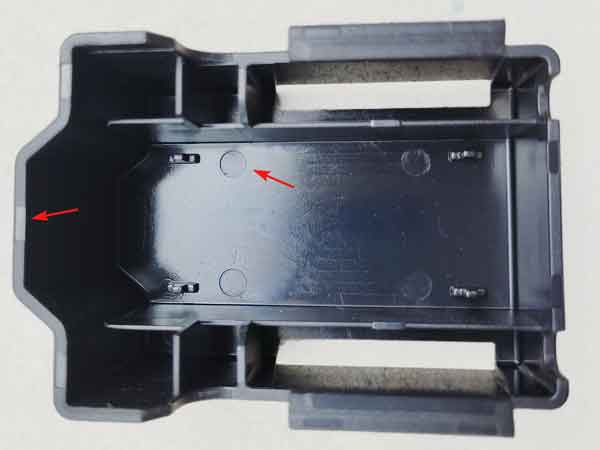
The image reveals that this part utilizes four round ejector pins and nine flat ejector pins, each leaving a slight impression.
However, such ejector pin marks are entirely harmless as they are located on surfaces that become concealed after assembly. Consequently, no traces are visible on the surfaces exposed after the product is assembled
- Whitening Ejector Pin Marks: In these cases, the color at the ejector pin area becomes lighter, forming white spots or halos. These marks can appear both on the surface that contacts the ejector pin and on the opposite side. They are mainly caused by the stress exerted or due to a temperature difference from the surrounding areas.
Whitened marks

The image shown displays a very typical example of whitening ejector pin marks, likely caused by an impractical layout design of the ejector pins
Slight discoloring

The image shows discoloration from ejector pin marks, with four circular marks visible. These marks are shinier than their surroundings. Although such ejector pin marks are sometimes acceptable, they are not the ideal outcome.
Ejector pin marks not only affect the appearance of the product but can also lead to increased internal stress in the affected areas, thereby raising the risk of cracking. Such cracks can occur during use, potentially shortening the product’s lifespan. Therefore, controlling and optimizing the formation of ejector pin marks is crucial for ensuring product quality.
Causes of Ejector Pin Marks
Ejector pin marks can be a troublesome issue. When they appear, adjusting injection molding parameters can help mitigate or eliminate them, but this may affect the dimensions of the product. This becomes particularly challenging when the product has specific dimensional accuracy requirements.
The causes of ejector pin marks can be divided into two main categories: those formed during the product ejection process and those that are present before the product is ejected.
Ejector Pin Marks Formed During Product Ejection:
- Improper Ejector Pin Placement: If the ejector pin is located at a weak point of the product, it may cause deformation during ejection. Although there are many ejector pins in the mold, acting synchronously and sharing the ejection force, plastic parts can undergo elastic deformation during ejection, making thin and easily deformable areas particularly vulnerable.
- Ejecting Before Complete Cooling: Especially in thicker areas of the product, ejecting before the material has fully cooled and solidified can lead to deformation.
Ejector Pin Marks Present Before Product Ejection:
- Ejector Pin Not Flush with Mold Surface: Ejector pins that are not finely processed may not be flush with the mold surface when the mold is closed, leading to marks.
- Excessive Injection and Holding Pressure: Too high a pressure can cause the ejector pins to move downward or deform. Addtionally, excessive injection pressure may increase the adhension between the product and the mold, which will lead to greater ejection force.
- Ejector Pin Too Close to the Gate: An ejector pin near the gate can cause excessive injection pressure in that area. Adjusting the gate size may help reduce this pressure.
- Uncooled Ejector Pin: Since the ejector pin lacks cooling water and when the manufacturing precision is low, resulting in a large assembly gap, this can further reduce the cooling effect. The temperature difference between the ejector pins and the surrounding area of the mold core may lead to marks.
To prevent ejector pin marks, it’s crucial to consider a combination of mold design, injection molding parameter adjustments, and equipment maintenance. Reasonable design and precise process control are key factors.
Key Solutions to Ejector Pin Mark Issues
Addressing ejector pin marks involves meticulous mold design, precise manufacturing, and careful adjustment of the injection molding machine. Here are some specific solutions:
Mold Design:
- Rational Ejector Pin Layout: Ejector pins should be placed in areas that can withstand greater force, particularly in deeper parts of the mold or where there is significant ejection resistance. Also, consider product details and the internal water routing in the mold.


A key principle in designing the layout of ejector pins is to place as many as possible, especially in areas with ribs. This ensures that the entire product surface is evenly ejected, preventing any individual ejector pin from encountering excessive resistance from the part’s surface.
- Optimized Gate Design: Avoid using too small gates and excessively long runners to reduce flow pressure loss. Also, be mindful of the distance between the ejector pins and the gates to prevent excessive pressure on the pins.
- Application of Mold Flow Analysis: Use mold flow analysis to predict injection pressure and optimize gate design. However, ejector pin placement relies more on the designer’s experience.
Product Design:
- Control of Ribs and Bosses: Properly control the height and number of ribs and bosses to reduce ejection difficulty.
- Increasing Draft Angles: Larger draft angles help in reducing the ejection force.
Mold Manufacturing:
- Precision of Ejector Pin Holes and Related Dimensions: The gap between the ejector pin holes and the pins should generally be controlled at around 0.03mm, with high requirements for straightness.

The gap between the ejector pin holes and the pins should be minimal. This ensures better heat conduction between the ejector pins and the surrounding mold core. Additionally, it reduces the extent of elastic deformation of the ejector pins under pressure.
Injection Molding Parameter Adjustment:
- Adjusting Mold and Material Temperatures: Increasing the mold and material temperatures can enhance the plastic’s flowability, thus reducing injection pressure.
- Optimized Cooling Time: Set the cooling time appropriately to reduce ejection force while ensuring that the product shrinkage is within acceptable limits.
In summary, eliminating ejector pin marks through optimization of injection molding parameters is a complex issue involving multiple aspects. It requires continual adjustments and optimizations during operation and may not always yield satisfactory results. Therefore, it’s crucial to assess and eliminate potential causes of ejector pin marks during the design stage.
Conclusion
In conclusion, effectively addressing ejector pin marks in injection molding is a multifaceted challenge that demands attention to mold design, product design, mold manufacturing, and precise injection molding parameters. While mold flow analysis and careful planning can provide guidance, real-world adjustments and continuous optimization are often necessary. Ultimately, the key to mitigating ejector pin marks lies in a holistic approach that encompasses careful design, precise manufacturing, and meticulous process control.
