Inhaltsübersicht
Umschalten aufWarum sind Toleranzen beim Spritzgießen wichtig?
Bei der Herstellung von Spritzgussteilen sind Maßabweichungen aufgrund von Einflüssen des Werkzeugs, der Spritzgießmaschine, der Materialien und der Umweltfaktoren unvermeidlich. Daher ist es von entscheidender Bedeutung, angemessene Toleranzen für die Produktabmessungen festzulegen und sicherzustellen, dass diese Toleranzen eingehalten werden. Angemessene Toleranzen können:
- Stellen Sie sicher, dass Teile korrekt funktionieren, insbesondere wenn mehrere Komponenten zusammenpassen müssen;
- Gewährleistung von Produktkonsistenz und Zuverlässigkeit;
- Spiegeln Sie die Produktions- und Managementfähigkeiten der Fabrik wider;
- Verbessern Sie das Unternehmensimage und die Kundenzufriedenheit.


Die Festlegung angemessener Toleranzwerte ist von entscheidender Bedeutung. Zu große oder zu kleine Toleranzen können zu Problemen bei der Verwendung des Produkts führen und sind ein Hinweis auf mangelnde Kenntnisse im Spritzgießen.
Quellen für Maßabweichungen bei Spritzgussteilen
Maßabweichungen bei Spritzgussteilen sind hauptsächlich auf zwei Kategorien zurückzuführen: Faktoren des Spritzgießprozesses und Faktoren des Werkzeugs. Im Folgenden werden diese Faktoren ausführlich erläutert und erweitert:
Faktoren des Formprozesses
- Inkonsistenz bei Kunststoffmaterialien: Verschiedene Kunststoffe weisen unterschiedliche Fließ-, Abkühl- und Schrumpfungseigenschaften während des Formens auf. Mangelnde Konsistenz der Materialien kann zu Maßabweichungen innerhalb derselben Charge oder zwischen verschiedenen Chargen führen.
- Steuerungsgenauigkeit von Spritzgießmaschinen: Die Präzision der Temperatur- und Druckregelung während des Spritzgießprozesses wirkt sich direkt auf die Maßhaltigkeit der Produkte aus. Temperatur- und Druckschwankungen können zu inkonsistenten Endabmessungen führen.
- Temperatur der Form: Die Temperaturregelung der Form ist entscheidend für die Qualität des Gusses. Eine ungleichmäßige Temperatur oder eine ungenaue Regelung kann zu einer ungleichmäßigen Abkühlung der Teile führen und dadurch die Maßhaltigkeit beeinträchtigen.
- Elastische Verformung der Form: Unter dem Einspritzdruck kann sich die Form leicht elastisch verformen, was sich indirekt auf die Abmessungen und die Form der Teile auswirkt.

Schimmel-Faktoren
- Fertigungspräzision der Formabmessungen: Die Präzision, mit der die Form hergestellt wird, ist ein Schlüsselfaktor für die Maßhaltigkeit des Endprodukts. Geringfügige Abweichungen in der Form können sich während des Formprozesses verstärken.
- Positionsgenauigkeit von beweglichen Formteilen: Bei Formen mit beweglichen Teilen wie Schiebern und Auswerferstiften wirkt sich die wiederholte Positioniergenauigkeit dieser Teile zwangsläufig auf die Konstanz der Produktabmessungen aus. Weitere Einzelheiten hierzu werden später erläutert.

Zusammenfassend lässt sich sagen, dass das Problem der Maßabweichungen bei Spritzgussteilen komplex ist und von verschiedenen Faktoren beeinflusst wird, darunter Materialeigenschaften, Maschinenleistung und Werkzeugqualität. In der tatsächlichen Produktion können die genaue Steuerung der Parameter des Spritzgießprozesses, die Verwendung hochpräziser Werkzeuge und die Optimierung der Materialqualität die Maßabweichungen wirksam reduzieren und so die Produktqualität und -leistung sicherstellen.
Zum Verständnis der Norm DIN 16901
Warum wir DIN 16901 verstehen müssen
Bevor DIN 16901 diskutiert wird, ist es wichtig zu klären, warum diese Norm besondere Aufmerksamkeit verdient. Toleranzen für spritzgegossene Teile haben sehr unterschiedliche Eigenschaften im Vergleich zu CNC-gefertigten Teilen, da das Kunststoffspritzgießen stark von Faktoren wie Materialschrumpfung, Werkzeugstruktur und Prozessvariation beeinflusst wird.
Unter den verschiedenen Normen (siehe Ende dieser Seite), die für die Toleranzen von spritzgegossenen Teilen verwendet werden, ist DIN 16901 eine der repräsentativsten und am häufigsten zitierten. Daher bietet ein solides Verständnis von DIN 16901 eine nützliche Grundlage, um die allgemeinen Prinzipien und die praktische Logik hinter den Spritzgusstoleranzen zu verstehen.
Abmessungsklassifizierung
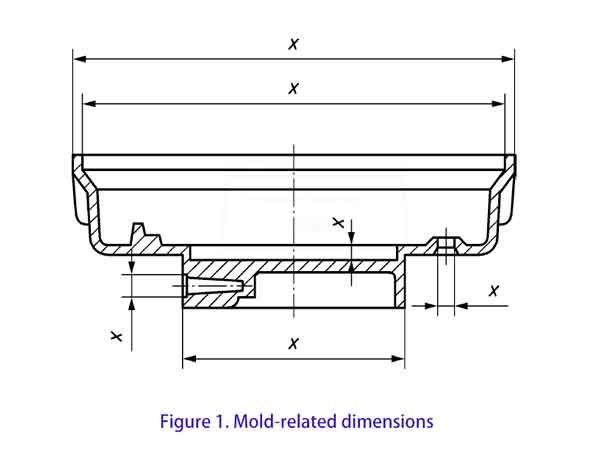
In der DIN 16901 werden die Toleranzen in zwei Typen eingeteilt: Typ A und Typ B, die speziell auf die Eigenschaften von Spritzgussteilen abgestimmt sind. Um dieses Konzept besser zu verstehen, wollen wir den Prozess des Schließens einer Spritzgießform untersuchen, wie unten dargestellt:
Wir stellen fest, dass einige Abmessungen der Kunststoffteile (Typ B) allein durch die Merkmale des oberen und unteren Teils der Form bestimmt werden. Diese Abmessungen ändern sich während des Spritzgießprozesses in der Regel nur sehr wenig.
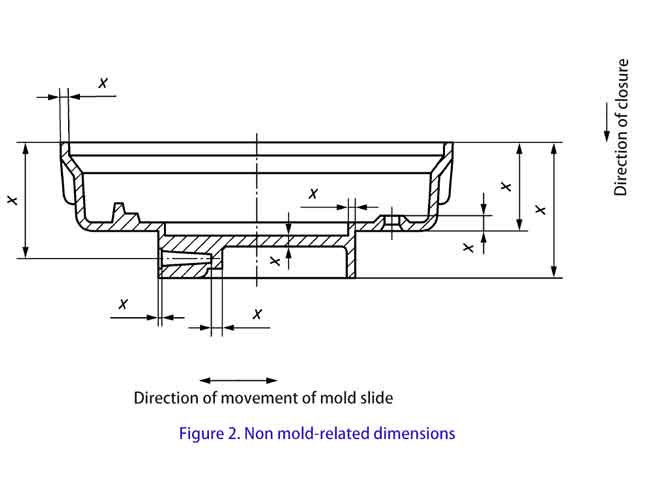
Im Gegensatz dazu werden andere Abmessungen (Typ A), wie z. B. die Dicke der Seitenwände und des Bodens, nach dem Schließen der oberen und unteren Form bestimmt. Da es bei jedem Schließen der Formen zu einem gewissen Versatz kommen kann, kann dies zu gewissen Abweichungen führen. Daher ist für diese Maße eine größere Toleranz zulässig.
Zu den Abmessungen des Typs A gehören auch Größen, die unter Beteiligung von beweglichen Teilen wie Schiebern und Hebern gebildet werden.
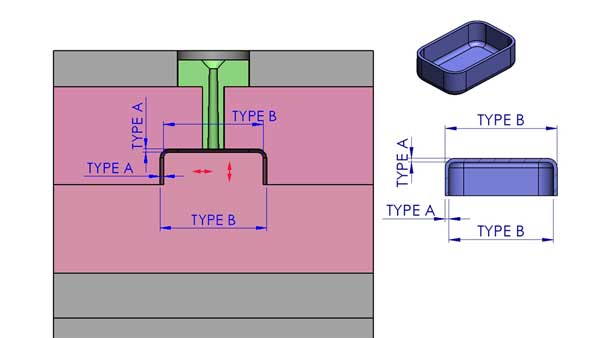
Mit anderen Worten: Typ B-Maße werden nicht durch bewegliche Teile innerhalb der Form beeinflusst. Gemäß Bild 1 unten werden die Maße des Typs B in der DIN 16901 auch als formbezogene Maße bezeichnet, was im Wesentlichen auf den gleichen Gedanken hinweist.
Die Typ A-Maße werden jedoch, wie in Figur 2 unten gezeigt, von diesen beweglichen Teilen beeinflusst, einschließlich der relativen Positionen der oberen Form, der unteren Form, der Schieber und der Heber, was zu geringfügigen Maßabweichungen führen kann. In ähnlicher Weise werden die Maße des Typs A in DIN 16901 als nicht formgebundene Maße bezeichnet.
Wie bereits erwähnt, sind die Toleranzen für Abmessungen des Typs A in der Regel größer als die des Typs B, was den Realitäten des Spritzgießens entspricht. Erfahrene Spritzgießer oder Werkzeugkonstrukteure können in der Regel leicht zwischen Typ A- und Typ B-Abmessungen unterscheiden.
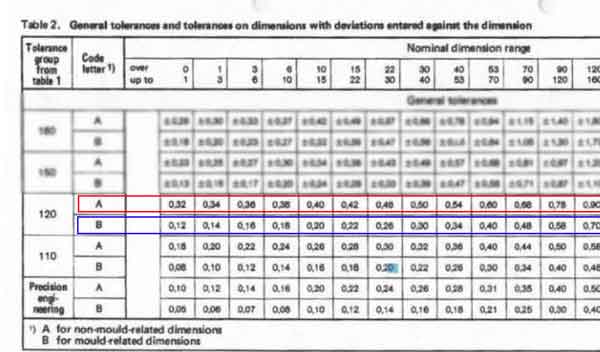
Toleranzgruppen
In DIN 16901 gibt es sechs Toleranzgruppen: 110, 120, 130, 140, 150 und 160, wobei 110 die strengste und 160 die nachsichtigste ist.
Für jedes Material gibt es drei mögliche Toleranzstufen. Diese Stufen sind wie folgt kategorisiert:
- Allgemeintoleranz: Dies ist die Standardtoleranz für Abmessungen, bei denen keine spezifische Toleranz angegeben ist.
- Toleranzen Typ 1 und Typ 2: Diese Toleranzen gelten, wenn Abweichungen für eine bestimmte Abmessung spezifiziert sind. Sie können aus den entsprechenden Toleranzstufen basierend auf Material und Bauteilgröße wählen.
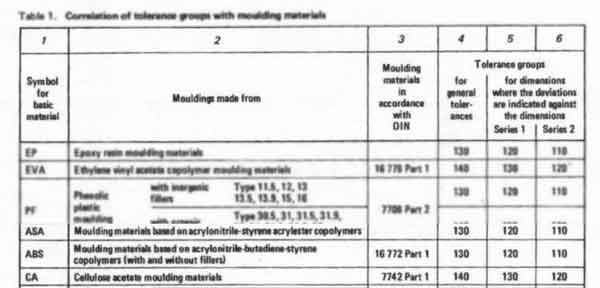
Beispiel für Toleranzgruppen bei verschiedenen Materialien
- Für PMMA, die Toleranzgruppen sind 130, 120 und 110.
- Für POM (ohne Füllstoff), wenn die Formteil-Länge ist kleiner als 150 mm, die Toleranzgruppen sind 130, 120 und 110.
- Für POM (ohne Füllstoff), wenn die Formteil-Länge ist 150 mm oder größer, die Toleranzgruppen sind 150, 140 und 130.
- Für POM (mit Füllstoff), die Toleranzgruppen sind 140, 130 und 120.
Aus diesen Beispielen können wir mehrere wichtige Punkte erkennen:
- Verschiedene Kunststoffe haben unterschiedliche Maßhaltigkeit: Einige Kunststoffe sind schwieriger präzise zu kontrollieren als andere.
- Die Anwesenheit von Füllstoffen (wie Glasfaser, Talkum, Calciumcarbonat) kann die Maßhaltigkeit verbessern: Materialien mit Füllstoffen sind im Allgemeinen stabiler und leichter zu kontrollieren.
Größere Teile erfordern größere Toleranzen: Mit zunehmenden Grundabmessungen des Teils wird der Toleranzbereich typischerweise größer, was eine präzise Kontrolle erschwert.
Durch das Verständnis von Toleranzgruppen können Hersteller die geeigneten Toleranzstufen basierend auf Material, Bauteilgröße und dem erforderlichen Präzisionsgrad auswählen.
Zusammenfassend lässt sich sagen, dass die Norm DIN 16901 eine wichtige Orientierungshilfe für Maßtoleranzen in der Spritzgießindustrie darstellt. Sie definiert verschiedene Toleranzniveaus, die sich nach dem Grad der Maßbeeinflussung und der Art des verwendeten Materials richten, aber für Form- und Lagetoleranzen sollten andere Normen herangezogen werden.
Zugriff auf DIN 16901
Der detaillierte Inhalt der DIN 16901 ist nicht öffentlich zugänglich. Wie die meisten technischen Normen muss sie erworben werden, daher finden Sie das vollständige Dokument nicht kostenlos online. Stattdessen stellen wir unsere eigenen, unternehmensintern entwickelten Toleranzwerte bereit, die im folgenden Abschnitt beschrieben sind.
ISO 20457: Der moderne globale Standard für Kunststoffteil-Toleranzen
DIN 16901 stammt aus den frühen 1980er Jahren, und obwohl es immer noch häufig zitiert wird, wurde es nie aktualisiert, weil neuere, umfassendere Normen schließlich seine Rolle übernahmen. ISO 20457:2018 gilt heute als der moderne, internationale Nachfolger von DIN 16901. Es bietet ein klareres, vorhersehbareres und global konsistenteres Toleranzsystem für spritzgegossene Kunststoffteile.
ISO 20457 führt neun Toleranzklassen (TG1–TG9) ein, verglichen mit den sechs Toleranzgruppen (110–160) in DIN 16901.
- TG1 ist die engste Güteklasse.
- TG9 ist die lockerste. In der realen Produktion werden typischerweise nur eine Teilmenge dieser Güteklassen verwendet.
Die Norm formalisiert auch die Unterscheidung zwischen zwei Arten von Abmessungen:
- W (werkzeugspezifische Abmessungen) — im Allgemeinen äquivalent zu Abmessungen des Typs B in DIN 16901.
- NW (nicht-werkzeugspezifische Abmessungen) — im Allgemeinen äquivalent zu Abmessungen des Typs A in DIN 16901.
Dies macht das System für jeden, der mit der älteren DIN-Norm vertraut ist, leichter verständlich.
Was ISO 20457 im Vergleich zu DIN 16901 verbessert
1. DIN 16901 definierte nur Maßtoleranzen, keine geometrischen Toleranzen
ISO 20457 schließt diese Lücke durch die Ergänzung:
- Lagetoleranzen (Tabelle 9)
- Oberflächenprofil-Toleranzen (Tabelle 10)
- verbindliche Anwendung von ISO 1101, ISO 5458, ISO 5459
- Profil-Toleranzen für Freiformflächen
Dies bringt die geometrische Tolerierung von Kunststoffteilen auf das gleiche Vollständigkeitsniveau wie die Normen für Metallteile.
2. Das Toleranzsystem von DIN 16901 ist zu vereinfacht
DIN 16901 weist Toleranzgruppen nur basierend auf Materialtyp und Größenbereich zu und übersieht dabei Schlüsselfaktoren, die die Genauigkeit beim Spritzgießen beeinflussen. Dies führt oft zu:
- zu großzügige Toleranzen
- nicht erreichbare Toleranzen
- Meinungsverschiedenheiten zwischen Kunden und Lieferanten
Während ISO 20457 dies durch Einführung eines fünf-Faktoren-Bewertungssystems (P1–P5) löst:
- Formprozess (Tabelle 4)
- Materialsteifigkeit (Tabelle 5)
- Schrumpfrate (Tabelle 6)
- Schrumpfungsanisotropie (Tabelle 7)
- Produktionsaufwand (Reihe 1–4, Tabelle 8)
Die Gesamtpunktzahl bestimmt die TG-Toleranzklasse. Toleranzen werden quantifizierbar, vorhersehbar und einfacher verhandelbar.
3. DIN 16901 ignoriert die Tatsache, dass “je weiter vom Bezug entfernt, desto größer der Fehler”
Kunststoffteile akkumulieren Fehler durch Schrumpfung, Verzug und ungleichmäßige Abkühlung. Diese Effekte nehmen mit der Entfernung vom Bezug zu, aber DIN 16901 berücksichtigt dies nicht.
Wie ISO 20457 dies löst: Es führt Dp ein, den Abstand von einem Merkmal zum Bezugsursprung:
- Lagetoleranzen hängen von Dp ab (Tabelle 9)
- Profiltoleranzen hängen von Dp ab (Tabelle 10)
Dies bringt die Toleranzwerte mit dem realen physikalischen Verhalten in Einklang
4. DIN 16901 bietet Toleranzen, aber keine Annahmeregeln
DIN 16901 bietet Toleranztabellen, definiert aber keine Prüfmethoden oder Annahmekriterien.
ISO 20457 fügt ABF — Annahmebedingungen für die Herstellung von Spritzgussteilen (Kapitel 8) hinzu, die klären:
- was geprüft werden muss
- wie Abweichungen behandelt werden
- wie funktionale gegenüber nicht-funktionalen Merkmalen zu behandeln sind
- Umgang mit Schrumpfungsvariation
- Dokumentation von Vereinbarungen
ISO 20457 ist die erste Norm, die Toleranzregeln und Annahmeregeln zu einem vollständigen System für spritzgegossene Kunststoffteile kombiniert.
Boyans vereinfachtes Toleranzdiagramm für das Spritzgießen
Wenn Sie kein Fachmann für Spritzgießen sind und nur Spritzgussteile für Ihr Produkt benötigen, müssen Sie nicht viel Zeit damit verbringen, diese Normen zu studieren. Um es einfacher zu machen, hat Boyan ein vereinfachtes Toleranzdiagramm erstellt, das als praktische Referenz für die meisten Projekte dient.
| Nennmaß (mm) | 0-20 | 20-50 | 50-120 | 120-230 | 230-400 | 400-1000 |
|---|---|---|---|---|---|---|
| Sehr eng (±mm) | 0.02 | 0.03 | 0.04 | 0.05 | 0.10 | 0.20 |
| Eng (±mm) | 0.10 | 0.15 | 0.20 | 0.30 | 0.40 | 0.90 |
| Normal (±mm) | 0.20 | 0.25 | 0.35 | 0.55 | 0.80 | 1.80 |
| Lose (±mm) | 0.35 | 0.40 | 0.60 | 0.95 | 1.40 | 3.00 |
- Für Kunststoffteile mit allgemeiner Präzision funktionieren die oben genannten Normen gut. Wenn ein Projekt noch engere Toleranzen erfordert – ähnlich wie LEGO-Komponenten— sind diese strengeren Bereiche ebenfalls erreichbar, aber nur unter Präzisionsproduktionsbedingungen, die naturgemäß mit höheren Kosten verbunden sind. In unserer Tabelle erscheint dieses Niveau als die “sehr eng” Toleranzklasse. Das Erreichen einer solchen Genauigkeit kann den Bau eines Testform erfordern, bevor man sich für das endgültige Produktionswerkzeug entscheidet.
- Da diese vereinfachte Tabelle nicht zwischen verschiedenen Materialien oder zwischen verschiedenen Merkmalstypen (wie Abmessung A gegenüber Abmessung B) unterscheidet, sollten die Werte als ungefähre Richtlinien und nicht als strikte Grenzen betrachtet werden.
Verständnis der Toleranzkomponenten beim Spritzgießen
Die Wahl des richtigen Toleranzbereichs ist ein entscheidender Schritt, um die Passgenauigkeit und Funktionalität der Teile zu gewährleisten. Toleranzen bestehen in erster Linie aus dem Nennmaß und den oberen und unteren Toleranzen. Im Folgenden finden Sie eine kurze Anleitung zur Auswahl geeigneter Toleranzen für passende Abmessungen:
Nennmaß, obere und untere Toleranzen
- Die Toleranz setzt sich zusammen aus der Nennmaß und die obere und untere Toleranzen. Das Nennmaß ist das angegebene Grundmaß, während die oberen und unteren Toleranzen den zulässigen Größenbereich um das Nennmaß herum festlegen.
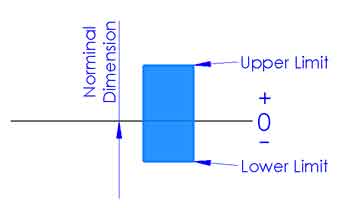
- Beim Spritzgießen ist die Toleranzzone oft symmetrisch, z. B. ±0,08 mm oder ±0,15 mm. Dies gibt Herstellern ein klares Zielmaß, da positive und negative Abweichungen vom Ziel im Allgemeinen als gleich wahrscheinlich angesehen werden.
Auswahl des Abmessungsbereichs
- Anhand von Toleranznormen wie der DIN 16901 können Sie einen geeigneten Abmessungsbereich für bestimmte Werkstoffe ermitteln. Diese Normen enthalten empfohlene Toleranzen für verschiedene Arten von Maßen, wie z. B. Typ-A- und Typ-B-Maße.
Bestimmung der Nennmaße
- Die Auswahl des Nennmaßes ist ein kritischer Schritt, obwohl es oft nicht direkt durch Toleranznormen definiert wird. Die Nenngröße sollte gemäß Designabsicht, funktionalen Anforderungen und Montagekompatibilität bestimmt werden. Beispielsweise kann ein kleineres oder präziseres Nennmaß erforderlich sein, wenn ein Teil eng mit passenden Komponenten zusammenpassen muss.
Überlegungen zur praktischen Anwendung
- Bei der Auswahl der Toleranzen sollte auch die praktische Anwendungsumgebung des Teils berücksichtigt werden. Wenn das Teil beispielsweise in Umgebungen mit erheblichen Temperaturschwankungen eingesetzt wird, könnte ein größerer Toleranzbereich erforderlich sein, um die thermische Ausdehnung oder Kontraktion auszugleichen.
Koordinierung und Verifizierung
- Sobald Toleranzen festgelegt wurden, sollten sie mit dem Designteam, der Produktionsabteilung und dem Qualitätskontrollpersonal überprüft werden, um sicherzustellen, dass sie sowohl herstellbar sind als auch Leistungsanforderungen erfüllen können. Bei Bedarf sollten Tests und Validierungen durchgeführt werden, um zu bestätigen, dass die ausgewählten Toleranzen geeignet sind.
Zusammenfassend lässt sich sagen, dass die Auswahl der geeigneten Toleranz eine umfassende Betrachtung der Konstruktionsanforderungen, der Materialeigenschaften, der Verarbeitungsmethoden und der realen Anwendungsumgebung erfordert, um die Produktqualität und -leistung sicherzustellen.
Lassen Sie Boyan Ihnen helfen, die richtigen Spritzgießtoleranzen auszuwählen
Die Wahl geeigneter Toleranzen ist entscheidend für die Qualität und Funktionalität von Kunststoffteilen. Angesichts der Weichheit und Elastizität von Kunststoffen kann die genaue Messung ihrer Abmessungen eine Herausforderung sein. Wir bieten Ihnen unser Fachwissen an, um Ihnen bei der Bestimmung des geeigneten Toleranzbereichs für die Abmessungen zu helfen. Hier ist unser Ansatz und unsere Methodik:
Konzentration auf die wichtigsten Dimensionen
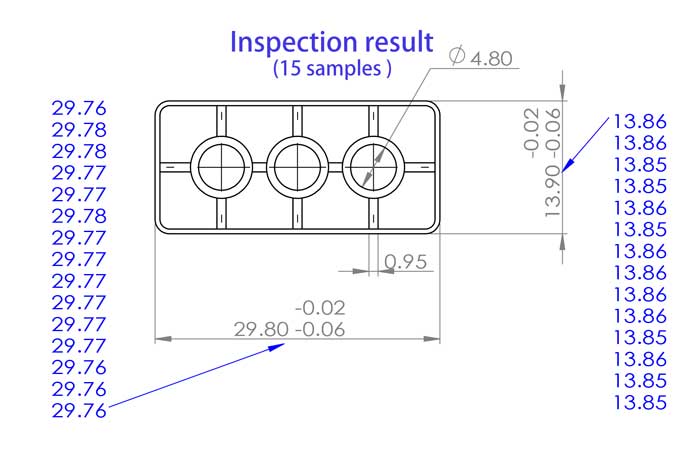
- Für wichtige Abmessungen, die für die Funktionalität und die Gesamtqualität des Produkts entscheidend sind, legen wir strenge Toleranzbereiche fest. Wir entwickeln spezielle Messwerkzeuge, wie z. B. Gut/Schlecht-Lehren, um eine präzise Messung der Abmessungen zu gewährleisten.


Handhabung weniger wichtiger Dimensionen
- Für weniger kritische Nebenmaße verwenden wir in der Regel Standardmesswerkzeuge wie Messschieber. Wir prüfen auch die Passgenauigkeit dieser Abmessungen anhand entsprechender Teile, um die Kompatibilität sicherzustellen.
- Neben der Verwendung von Passstücken für Messungen können wir auch 3D-gedruckte Prüfwerkzeuge für die Messung der Maßgenauigkeit einsetzen. 3D-gedruckte Produkte haben zwar eine geringere Genauigkeit, typischerweise innerhalb von +/- 0,1-0,2 mm, aber sie sind kostengünstig und haben kurze Produktionszyklen, so dass sie sich für Anwendungen mit etwas geringeren Genauigkeitsanforderungen eignen.
- Manchmal garantieren wir nur die Passform, ohne spezifische Toleranzwerte anzugeben. Wie bereits erwähnt, ist es schwierig, die Abmessungen von Kunststoffen präzise zu messen, insbesondere bei weicheren Materialien wie TPE, TPU und Silikon.


Erforderliche Informationen und Materialien für eine wirksame Toleranzfeststellung
Um diese Aufgaben besser erfüllen zu können, benötigen wir die folgenden Informationen und Materialien von Ihnen:
- Spezifische Verwendungsszenarien des Teils: Die Kenntnis der Umgebung und der Bedingungen, unter denen das Teil verwendet werden soll, hilft uns, den Toleranzbereich genauer zu bestimmen.
- Beispiele für passende Teile: Wenn möglich, können Sie uns Muster anderer Teile zur Verfügung stellen, die in Verbindung mit dem betreffenden Teil verwendet werden, um die Anpassungsfähigkeit der Toleranzen besser beurteilen und prüfen zu können.
Unser Ziel ist es, Sie dabei zu unterstützen, die richtigen Toleranzen auf kostengünstige und effiziente Weise zu ermitteln. Dieser Ansatz ist besonders für kleine und mittlere Unternehmen von Vorteil, da er Zeit und Kosten spart und gleichzeitig die Produktqualität sichert.
FAQ
Ein häufiger Fehler von Personen, die mit Kunststoffen nicht vertraut sind, ist es, Toleranzen für Metallteile direkt auf spritzgegossene Teile anzuwenden.
Kunststoffe verhalten sich ganz anders: Sie haben eine geringere Steifigkeit, eine höhere Verformung, und ihre endgültigen Abmessungen werden von vielen Formgebungsparametern beeinflusst. Ein gewisses Maß an Verzug ist ebenfalls unvermeidlich. Aus diesen Gründen können Kunststoffteile im Allgemeinen nicht die gleichen engen Toleranzen wie bearbeitete Metallteile einhalten.
Allerdings können wir kritische Abmessungen streng kontrollieren und dort, wo nötig, hohe Präzision erreichen (bis zu ±0,02 mm). Bei Abmessungen, die durch natürliche Verformung beeinflusst werden, konzentrieren wir uns auf funktionale und optische Anforderungen, anstatt unrealistische Toleranzen zu erzwingen.
Die meisten Anwender müssen DIN 16901 oder ISO 20457 nicht im Detail studieren. Diese Normen werden hauptsächlich von Ingenieuren und Qualitätsteams verwendet. Für die meisten Projekte reicht es aus, zu verstehen, was Toleranz bedeutet, wie sie die Teilefunktion beeinflusst und welche Toleranzbereiche typischerweise erreichbar sind. Deshalb stellen wir ein vereinfachtes Toleranzdiagramm basierend auf praktischer Produktionserfahrung zur Verfügung.
Die Maßtoleranz steuert die Größe eines Merkmals, während die geometrische Toleranz Form, Ebenheit, Parallelität, Rundheit und andere formbezogene Eigenschaften regelt. ISO 20457 legt mehr Wert auf geometrische Toleranzen als ältere Normen wie DIN 16901.
Ja. Merkmale wie lange dünne Wände, große ebene Flächen, Rippen, Nocken und asymmetrische Geometrie können Verzug verstärken und enge Toleranzen erschweren. Gute Konstruktionspraktiken – gleichmäßige Wandstärke, ausgewogener Fluss und angemessener Schrägungswinkel – verbessern die Maßhaltigkeit.
Ja. Es ist üblich, enge Toleranzen nur auf kritische Merkmale (Schnappverbindungen, Ausrichtungspunkte, Dichtflächen) anzuwenden und Standardtoleranzen für nicht-kritische Bereiche zu nutzen. Dieser Ansatz senkt Kosten und gewährleistet gleichzeitig die Funktionsleistung.
Nicht wirklich.
Gemäß ISO 20457:2018 ist ein Teil akzeptabel, solange es seine funktionalen und Nutzungsanforderungen erfüllt, selbst wenn einige Abmessungen außerhalb der allgemeinen Toleranz liegen – sofern nicht anders vereinbart.
Die einzige Ausnahme ist, wenn eine Abweichung das Erscheinungsbild oder die Wahrnehmung des Nutzers beeinträchtigt, selbst wenn das Teil noch korrekt funktioniert.
Ja, aber das Erreichen einer solchen Präzision erfordert oft:
- Hochpräzise Werkzeuge
- Stabile und reproduzierbare Formgebungsbedingungen
- Materialien mit geringem Schrumpfverhalten
- In einigen Fällen, ein Testform bevor die endgültige Produktionsform gebaut wird
Diese Schritte helfen zu bestätigen, ob die geforderte Genauigkeit realistisch und wiederholbar ist.
Beginnen Sie mit der Überlegung:
- Die funktionalen Anforderungen des Bauteils
- Ob Merkmale zusammenpassen, einrasten oder gleiten müssen
- Materialschrumpfeigenschaften
- Kosten-Nutzen-Abwägungen hinsichtlich Präzision
Wenn Sie unsicher sind, kann unser Ingenieurteam Ihr Design prüfen und geeignete Toleranzen empfehlen.
Im Allgemeinen ja. Engere Toleranzen erfordern:
- Präzisere Werkzeuge
- Strengere Prozesskontrolle
- Längere Zykluszeiten
- Zusätzliche Inspektionen und Qualitätskontrollen
Für die meisten Teile ist ein Standard-Toleranzbereich ausreichend und kosteneffektiver.
Ja. Wenn Sie Ihr CAD-Modell und Ihre Toleranzanforderungen teilen, können wir die Machbarkeit bewerten und bei Bedarf Anpassungen vorschlagen. Für extrem enge Toleranzen empfehlen wir möglicherweise, zunächst eine Testform zu bauen, um das Design zu validieren.
Anhang: Häufige Normen für spritzgegossene Teile
Bei der Herstellung und Konstruktion von Spritzgussteilen wird häufig auf verschiedene Normen Bezug genommen, um die Produktqualität und -konsistenz zu gewährleisten. Sie sind im Folgenden zur schnellen Orientierung aufgeführt:
- DIN 16901: 1982-11 — Diese deutsche Norm behandelt speziell die Maßtoleranzen und Abweichungen für spritzgegossene Kunststoffbauteile, anwendbar auf eine Vielzahl von Kunststoffmaterialien, die im Spritzgussverfahren verwendet werden.
- ISO 20457: 2018 — Diese internationale Norm bietet einen umfassenden Leitfaden zu Maßtoleranzen für spritzgegossene Kunststoffteile, anwendbar auf verschiedene Kunststoffverarbeitungsverfahren.
- DIN 16742 — Sie ist eine Norm für allgemeine Toleranzen und Abnahmebedingungen für Kunststoff-Formteile. Sie gilt nicht nur für das Spritzgießen, sondern auch für das Formpressen und Strangpressen.
- GB/T 14486-2008 — Dies ist eine nationale Norm Chinas, die die Maßtoleranzspezifikationen für spritzgegossene Kunststoffteile abdeckt und für verschiedene Kunststoffverarbeitungsverfahren geeignet ist.
- Automobilindustrie-Norm QC-T-29017-1991 — Diese spezifische Norm für Chinas Automobilindustrie legt die Maßtoleranzen für spritzgegossene Kunststoffbauteile im Automobilbereich detailliert fest.
- SAIC-Standard MGR ES.22.PL.103 — Dies ist eine Unternehmensnorm der SAIC Motor Corporation Limited in China, die speziell die Maßtoleranzen im Design und in der Herstellung von Kunststoffteilen innerhalb des Unternehmens anleitet.
- ISO 2768 — Diese internationale Norm ist auf bearbeitete Teile anwendbar, einschließlich Kunststoffkomponenten, bei denen spezifische Toleranzen nicht explizit angegeben sind.
- JIS B 0401 — Diese japanische Industrienorm, ähnlich der ISO 2768, bietet eine Anleitung für Maße, die auf mechanischen Zeichnungen nicht spezifisch mit Toleranzen gekennzeichnet sind.
Unter diesen Normen ist die ISO 2768 vielleicht die bekannteste. Es handelt sich jedoch um eine allgemeine Norm für nicht spezifizierte Toleranzen und ist nicht speziell für Spritzgussteile konzipiert.
