İçindekiler
GeçişEnjeksiyon Kalıplama Toleransları Neden Önemlidir?
Enjeksiyon kalıplı parçaların üretim sürecinde, kalıp, enjeksiyon kalıplama makinesi, malzemeler ve çevresel faktörlerin etkileri nedeniyle boyutlardaki değişiklikler kaçınılmazdır. Bu nedenle, ürün boyutları için makul toleranslar belirlemek ve bu toleranslara uyulmasını sağlamak çok önemlidir. Uygun toleranslar şunları yapabilir:
- Özellikle birden fazla bileşenin bir araya gelmesi gerektiğinde, parçaların doğru şekilde çalışmasını sağlamak;
- Ürün tutarlılığını ve güvenilirliğini garanti etmek;
- Fabrikanın imalat ve yönetim kapasitesini yansıtmak;
- Kurumsal imajı ve müşteri memnuniyetini artırmak.


Uygun tolerans değerlerinin belirlenmesi esastır. Çok büyük veya çok küçük toleranslar, ürün kullanımında sorunlara yol açabilir ve enjeksiyon kalıplama konusunda bilgi eksikliğinin bir göstergesidir.
Enjeksiyon Kalıplı Parçalarda Boyutsal Sapmaların Kaynakları
Enjeksiyon kalıplı parçalardaki boyutsal sapmalar temel olarak iki kategoriden kaynaklanır: kalıplama süreci faktörleri ve kalıp faktörleri. Bu faktörlerin detaylı açıklaması ve genişletilmesi şu şekildedir:
Kalıplama Süreç Faktörleri
- Plastik Malzemelerde Tutarsızlık: Farklı plastikler, kalıplama sırasında değişen akış, soğutma ve büzülme özellikleri sergiler. Malzemelerdeki zayıf tutarlılık, aynı parti içinde veya farklı partiler arasında boyutsal tutarsızlıklara yol açabilir.
- Enjeksiyon Kalıplama Makinelerinin Kontrol HassasiyetiEnjeksiyon kalıplama işlemi sırasındaki sıcaklık ve basınç kontrolünün hassasiyeti, ürünlerin boyutsal kararlılığını doğrudan etkiler. Sıcaklık ve basınçtaki dalgalanmalar, nihai boyutlarda tutarsızlığa yol açabilir.
- Kalıp SıcaklığıKalıbın sıcaklık kontrolü, kalıplama kalitesi için kritik öneme sahiptir. Düzensiz sıcaklık veya yanlış kontrol, parçaların eşit olmayan soğumasına ve dolayısıyla boyutsal hassasiyetin etkilenmesine neden olabilir.
- Kalıbın Elastik DeformasyonuEnjeksiyon basıncı altında, kalıp hafif elastik deformasyona uğrayabilir ve bu da parçaların boyutlarını ve şeklini dolaylı olarak etkileyebilir.

Kalıp Faktörleri
- Kalıp Boyutlarının İmalat HassasiyetiKalıbın imal edildiği hassasiyet, nihai ürünün boyutsal hassasiyetini belirleyen temel bir faktördür. Kalıptaki küçük sapmalar, kalıplama işlemi sırasında büyüyebilir.
- Hareketli Kalıp Bileşenlerinin Konumsal HassasiyetiSürgüler ve iticiler gibi hareketli bileşenlere sahip kalıplar için, bu parçaların tekrarlanan konumlandırma hassasiyeti, ürün boyutlarının tutarlılığını kaçınılmaz olarak etkiler. Bu konuyla ilgili daha fazla detay daha sonra açıklanacaktır.

Sonuç olarak, enjeksiyon kalıplı parçalardaki boyutsal sapmalar sorunu karmaşıktır ve malzeme özellikleri, ekipman performansı ve kalıp kalitesi dahil olmak üzere çeşitli faktörlerden etkilenir. Gerçek üretimde, kalıplama süreç parametrelerini hassas bir şekilde kontrol etmek, yüksek hassasiyetli kalıplar kullanmak ve malzeme kalitesini optimize etmek, boyutsal sapmaları etkili bir şekilde azaltarak ürün kalitesini ve performansını sağlayabilir.
DIN 16901 Standardını Anlama
Neden DIN 16901'i Anlamamız Gerekiyor
DIN 16901'i tartışmadan önce, bu standardın neden özel ilgiyi hak ettiğini açıklığa kavuşturmak önemlidir. Enjeksiyonla kalıplanmış parçaların toleransları, CNC işlenmiş parçalarınkinden çok farklı özelliklere sahiptir, çünkü plastik kalıplama, malzeme büzülmesi, kalıp yapısı ve süreç değişimi gibi faktörlerden güçlü bir şekilde etkilenir.
Enjeksiyon kalıplı parça toleransları için kullanılan çeşitli standartlar (lütfen bu sayfanın sonuna bakın) arasında, DIN 16901 en temsili ve yaygın olarak referans alınanlardan biridir. Bu nedenle, DIN 16901'i sağlam bir şekilde anlamak, enjeksiyon kalıplama toleranslarının arkasındaki genel ilkeleri ve pratik mantığı anlamak için yararlı bir temel sağlar.
Boyut Sınıflandırması
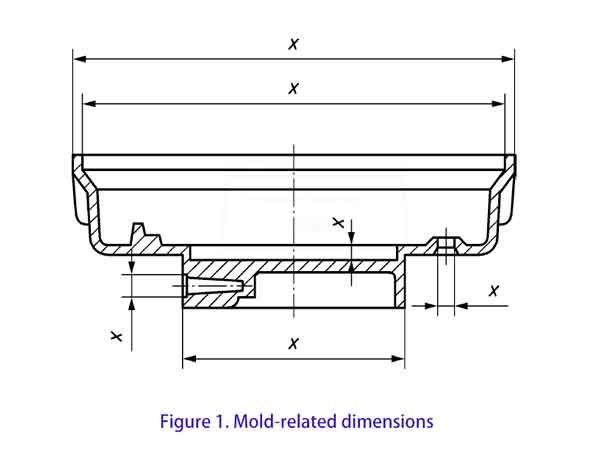
DIN 16901'de toleranslar, enjeksiyon kalıplı parçaların özelliklerini ele almak üzere özel olarak tasarlanmış iki tipe ayrılır: TİP A ve TİP B. Bu kavramı daha iyi anlamak için, aşağıda gösterilen bir enjeksiyon kalıbının kapanma sürecini inceleyelim:
Plastik parçalardaki bazı boyutların (Tip B) yalnızca kalıbın üst ve alt kısımlarındaki özellikler tarafından belirlendiğini gözlemliyoruz. Bu boyutlar enjeksiyon kalıplama sürecinde çok az değişme eğilimindedir.
Buna karşılık, diğer boyutlar (Tip A), yan duvar ve taban kalınlığı gibi, üst ve alt kalıplar kapandıktan sonra belirlenir. Kalıplar her kapandığında bazı hizalanma sorunları olabileceğinden, bu durum belirli sapmalara yol açabilir. Bu nedenle, bu boyutlar için daha geniş bir toleransa izin verilir.
A tipi boyutlar ayrıca, sürgüler ve kaldırıcılar gibi hareketli parçaların katılımıyla oluşan boyutları da içerir.
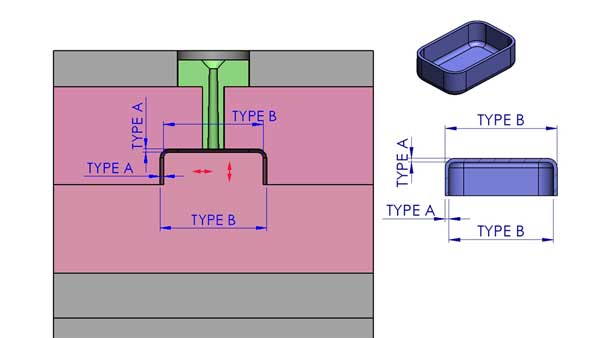
Diğer bir deyişle, Tip B boyutları kalıp içindeki hareketli bileşenlerden etkilenmez. Aşağıdaki Şekil 1'e göre, Tip B boyutları DIN 16901'de aynı zamanda kalıpla ilgili boyutlar olarak da bilinir, temelde aynı fikri ifade eder.
Ancak Tip A boyutları, aşağıdaki şekil 2'de gösterildiği gibi, bu hareketli parçalardan etkilenir; üst kalıp, alt kalıp, sürgüler ve kaldırıcıların göreceli konumları dahil olmak üzere, bu durum küçük boyutsal sapmalara neden olabilir. Benzer şekilde, Tip A boyutları DIN 16901'de kalıpla ilgili olmayan boyutlar olarak adlandırılır.
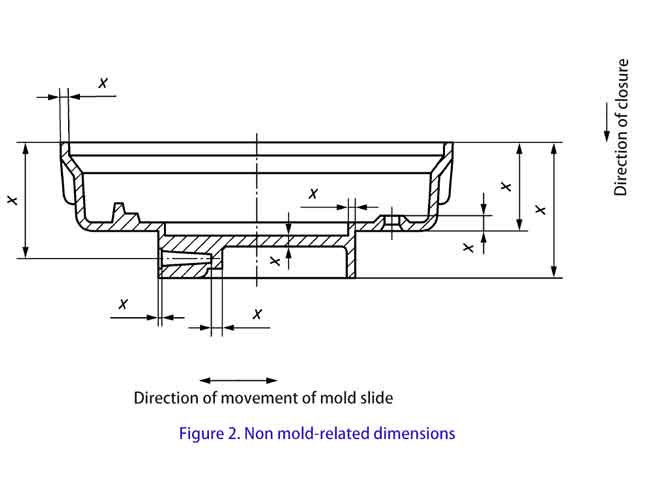
Yukarıda belirtildiği gibi, Tip A boyutları için toleranslar genellikle Tip B boyutları için olanlardan daha büyüktür, bu da enjeksiyon kalıplamanın gerçeklerini yansıtır. Deneyimli enjeksiyon kalıplama veya kalıp tasarımı profesyonelleri genellikle Tip A ve Tip B boyutlarını ayırt etmeyi kolay bulur.
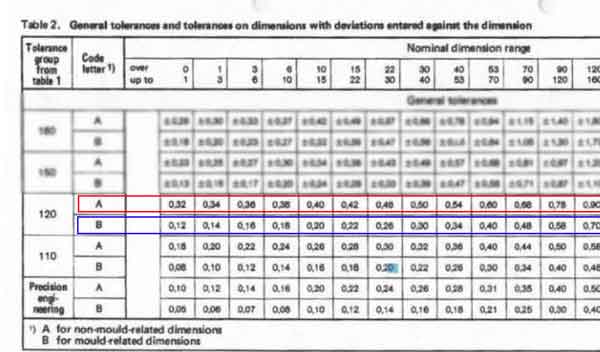
Tolerans grupları
DIN 16901"de altı tolerans grubu bulunur: 110, 120, 130, 140, 150 ve 160, 110 en katı ve 160 en esnek olmak üzere.
Her malzeme için üç olası tolerans seviyesi bulunmaktadır. Bu seviyeler aşağıdaki şekilde kategorize edilir:
- Genel Tolerans: Bu, belirli bir tolerans belirtilmeyen boyutlar için varsayılan toleranstır.
- Tip 1 ve Tip 2 Toleransları: Bu toleranslar, belirli bir boyut için sapmalar belirtildiğinde uygulanır. Malzeme ve parça boyutuna göre ilgili tolerans seviyelerinden birini seçebilirsiniz.
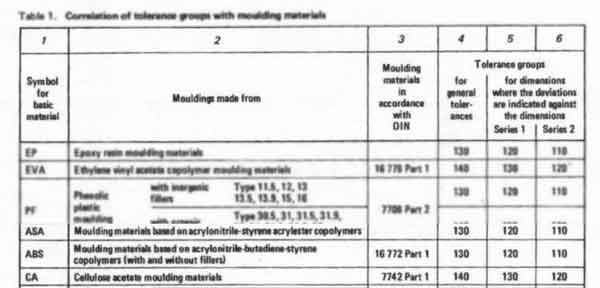
Farklı Malzemeler için Tolerans Grupları Örneği
- İçin PMMA, tolerans grupları 130, 120 ve 110.
- İçin POM (dolgu maddesiz), olduğunda kalıp uzunluğu 150 mm'den az, tolerans grupları 130, 120 ve 110.
- İçin POM (dolgu maddesiz), olduğunda kalıp uzunluğu 150 mm veya daha fazla, tolerans grupları 150, 140 ve 130.
- İçin POM (dolgu maddeli), tolerans grupları 140, 130 ve 120.
Bu örneklerden, birkaç önemli noktayı görebiliriz:
- Farklı plastikler farklı boyutsal stabiliteye sahiptir: Bazı plastikler diğerlerine göre hassas kontrolü daha zordur.
- Dolgu maddelerinin varlığı (cam elyafı, Talk, Kalsiyum karbonat gibi) boyutsal kararlılığı iyileştirebilir: Dolgu maddeli malzemeler genellikle daha kararlı ve kontrolü daha kolaydır.
Daha büyük parçalar daha gevşek toleranslar gerektirir: Parçanın temel boyutları arttıkça, tolerans aralığı tipik olarak büyür, bu da hassas kontrolü daha zor hale getirir.
Tolerans gruplarını anlayarak, üreticiler malzeme, parça boyutu ve gerekli hassasiyet seviyesine göre uygun tolerans seviyelerini seçebilirler.
Özetle, DIN 16901 standardı, enjeksiyon kalıplama endüstrisi için boyutsal toleranslar konusunda hayati rehberlik sağlar. Boyut etki derecesine ve kullanılan malzeme türüne göre farklı tolerans seviyeleri tanımlar, ancak şekil ve konum toleransları için diğer standartlara başvurulmalıdır.
DIN 16901'e Erişim
DIN 16901'in detaylı içeriği kamuya açık değildir. Çoğu mühendislik standardı gibi, satın alınması gerekmektedir, bu nedenle tam belgeyi çevrimiçi olarak ücretsiz bulamazsınız. Bunun yerine, aşağıdaki bölümde açıklanan kendi şirketimiz tarafından geliştirilmiş tolerans değerlerini sunuyoruz.
ISO 20457: Plastik Parça Toleransları İçin Modern Küresel Standart
DIN 16901 1980'lerin başlarına dayanır ve hâlâ yaygın olarak referans alınsa da, daha yeni ve kapsamlı standartların rolünü zamanla devralması nedeniyle hiç güncellenmemiştir. ISO 20457:2018 artık DIN 16901'in modern, uluslararası halefi olarak kabul edilmektedir. Kalıplanmış plastik parçalar için daha net, daha öngörülebilir ve küresel olarak daha tutarlı bir tolerans sistemi sunar.
ISO 20457, DIN 16901'deki altı tolerans grubuna (110–160) kıyasla dokuz tolerans derecesi (TG1–TG9) tanıtır.
- TG1 en sıkı sınıftır.
- TG9 en gevşek olanıdır. Gerçek üretimde, bu sınıfların yalnızca bir alt kümesi yaygın olarak kullanılır.
Standart ayrıca iki tip boyut arasındaki ayrımı resmileştirir:
- W (takıma özgü boyutlar) — genellikle DIN 16901'deki Tip B boyutlarına eşdeğerdir.
- NW (takıma özgü olmayan boyutlar) — genellikle DIN 16901'deki Tip A boyutlarına eşdeğerdir.
Bu, eski DIN standardına aşina olan herkes için sistemi daha kolay anlaşılır hale getirir.
ISO 20457'in DIN 16901'e Kıyasla Neleri İyileştirdiği
1. DIN 16901 yalnızca boyut toleranslarını tanımlamıştır, geometrik toleransları değil
ISO 20457 bu boşluğu şunları ekleyerek doldurur:
- konum toleransları (Tablo 9)
- yüzey profili toleransları (Tablo 10)
- ISO 1101, ISO 5458, ISO 5459'un zorunlu kullanımı
- serbest formlu yüzeyler için profil toleransları
Bu, plastik parça geometrik toleranslamasını metal parça standartlarıyla aynı bütünlük seviyesine getirir.
2. DIN 16901’in tolerans sistemi çok basittir
DIN 16901, tolerans gruplarını yalnızca malzeme türü ve boyut aralığı temelinde atar, enjeksiyon kalıplama hassasiyetini etkileyen temel faktörleri göz ardı eder. Bu genellikle şunlara yol açar:
- çok gevşek toleranslar
- ulaşılamayan toleranslar
- müşteriler ve tedarikçiler arasındaki anlaşmazlıklar
ISO 20457 ise bunu, beş faktörlü puanlama sistemi (P1–P5) getirerek çözer:
- kalıplama işlemi (Tablo 4)
- malzeme sertliği (Tablo 5)
- büzülme oranı (Tablo 6)
- büzülme anizotropisi (Tablo 7)
- üretim çabası (Seri 1–4, Tablo 8)
Toplam puan, TG tolerans derecesini belirler. Toleranslar ölçülebilir, öngörülebilir ve müzakere edilmesi daha kolay hale gelir.
3. DIN 16901, “referans noktasından uzaklaştıkça hata büyür” gerçeğini göz ardı eder”
Plastik parçalar büzülme, eğilme ve düzensiz soğutmadan kaynaklanan hatalar biriktirir. Bu etkiler referans noktasından uzaklaştıkça artar, ancak DIN 16901 bunu hesaba katmaz.
ISO 20457 bunu nasıl çözer: Bir özelliğin referans başlangıcına olan mesafesi olan Dp'yi tanıtır:
- konum toleransları Dp'ye bağlıdır (Tablo 9)
- profil toleransları Dp'ye bağlıdır (Tablo 10)
Bu, tolerans değerlerini gerçek fiziksel davranışla uyumlu hale getirir
4. DIN 16901 toleranslar sağlar ancak kabul kuralları sağlamaz
DIN 16901 tolerans tabloları sunar ancak muayene yöntemlerini veya kabul kriterlerini tanımlamaz.
ISO 20457, şunları açıklığa kavuşturan ABF — Kalıplanmış Parça Üretimi için Kabul Koşulları (Bölüm 8)'i ekler:
- ne denetlenmeli
- sapmalar nasıl ele alınır
- fonksiyonel ve fonksiyonel olmayan özelliklerin nasıl ele alınacağı
- büzülme varyasyonu nasıl yönetilir
- anlaşmalar nasıl belgelenir
ISO 20457, kalıplanmış plastik parçalar için tolerans kuralları ve kabul kurallarını tam bir sistemde birleştiren ilk standarttır.
Boyan'ın Basitleştirilmiş Enjeksiyon Kalıplama Tolerans Tablosu
Enjeksiyon kalıplama konusunda uzman değilseniz ve ürününüz için yalnızca kalıplanmış parçalara ihtiyacınız varsa, bu standartları incelemek için çok zaman harcamanıza gerek yoktur. İşleri kolaylaştırmak için, Boyan çoğu proje için pratik bir referans olarak kullanılabilecek basitleştirilmiş bir tolerans tablosu oluşturmuştur.
| Nominal Boyut (mm) | 0-20 | 20-50 | 50-120 | 120-230 | 230-400 | 400-1000 |
|---|---|---|---|---|---|---|
| Çok sıkı (±mm) | 0.02 | 0.03 | 0.04 | 0.05 | 0.10 | 0.20 |
| Sıkı (±mm) | 0.10 | 0.15 | 0.20 | 0.30 | 0.40 | 0.90 |
| Normal (±mm) | 0.20 | 0.25 | 0.35 | 0.55 | 0.80 | 1.80 |
| Gevşek (±mm) | 0.35 | 0.40 | 0.60 | 0.95 | 1.40 | 3.00 |
- Genel hassasiyetli plastik parçalar için yukarıda bahsedilen standartlar iyi çalışır. Bir proje daha sıkı toleranslar gerektirdiğinde—benzer şekilde LEGO bileşenleri—bu daha katı aralıklar da elde edilebilir, ancak yalnızca hassas üretim koşulları, altında, ki bunlar doğal olarak daha yüksek maliyetle gelir. Tablomuzda bu seviye “çok sıkı” tolerans sınıfı olarak görünür. Bu hassasiyete ulaşmak, nihai üretim kalıbına geçmeden önce bir test kalıbı oluşturmayı gerektirebilir.
- Bu basitleştirilmiş tablo farklı malzemeler veya farklı özellik tipleri (örneğin A boyutu ile B boyutu gibi) arasında ayrım yapmadığından, değerler katı sınırlar yerine yaklaşık yönergeler olarak görülmelidir.
Enjeksiyon Kalıplama Tolerans Bileşenlerini Anlama
Doğru tolerans aralığını seçmek, parçaların doğru şekilde uyum sağlamasını ve işlevselliğini garanti etmek için çok önemli bir adımdır. Toleranslar temel olarak nominal boyut ile üst ve alt toleranslardan oluşur. Eşleşen boyutlar için uygun toleransların nasıl seçileceğine dair kısa bir rehber aşağıdadır:
Nominal boyut, Üst ve Alt Toleranslar
- Tolerans, şunlardan oluşur nominal boyut ve üst ve alt toleranslar. Nominal boyut, belirtilen temel ölçüdür, üst ve alt toleranslar ise nominal boyut etrafındaki kabul edilebilir boyut aralığını tanımlar.
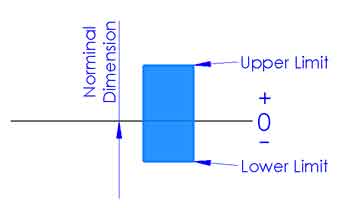
- Enjeksiyon kalıplamada, tolerans bölgesi genellikle simetriktir, örneğin ±0,08 mm veya ±0,15 mm. Bu, üreticilere hedeflemeleri için net bir hedef boyut sağlar, çünkü hedeften pozitif ve negatif sapma genellikle eşit derecede olası kabul edilir.
Boyut Aralığı Seçimi
- DIN 16901 gibi tolerans standartlarına başvurarak, belirli malzemeler için uygun bir boyut aralığı belirleyebilirsiniz. Bu standartlar, A Tipi ve B Tipi boyutlar gibi farklı boyut türleri için önerilen toleranslar sağlar.
Nominal Boyutları Belirleme
- Nominal boyutu seçmek kritik bir adımdır, ancak genellikle tolerans standartları tarafından doğrudan tanımlanmaz. Nominal boyut, tasarım amacına, fonksiyonel gereksinimlere ve montaj uyumluluğuna göre belirlenmelidir. Örneğin, bir parça eşleşen bileşenlerle sıkı bir şekilde uyum sağlaması gerekiyorsa, daha küçük veya daha hassas bir nominal boyut gerekebilir.
Pratik Uygulamayı Dikkate Alma
- Toleranslar seçilirken, parçanın pratik uygulama ortamı da dikkate alınmalıdır. Örneğin, parça önemli sıcaklık değişimlerinin olduğu ortamlarda kullanılacaksa, termal genleşme veya büzülmeyi karşılamak için daha geniş bir tolerans aralığı gerekebilir.
Koordinasyon ve Doğrulama
- Toleranslar belirlendikten sonra, hem üretilebilir hem de performans gereksinimlerini karşılayabilir olduklarından emin olmak için tasarım ekibi, üretim departmanı ve kalite kontrol personeli ile gözden geçirilmelidir. Gerektiğinde, seçilen toleransların uygun olduğunu doğrulamak için test ve doğrulama yapılmalıdır.
Özetle, uygun toleransın seçilmesi, ürün kalitesini ve performansını sağlamak için tasarım gereksinimleri, malzeme özellikleri, işleme yöntemleri ve gerçek dünya uygulama ortamlarının kapsamlı bir şekilde değerlendirilmesini içerir.
Doğru Enjeksiyon Kalıplama Toleranslarını Seçmenizde Boyan Size Yardımcı Olsun
Uygun toleransların seçilmesi, plastik parçaların kalitesini ve işlevselliğini sağlamak için çok önemlidir. Plastiklerin yumuşaklığı ve esnekliği göz önüne alındığında, boyutlarını doğru bir şekilde ölçmek zor olabilir. Uygun boyutsal tolerans aralığını belirlemenize yardımcı olmak için uzmanlığımızı sunuyoruz. Yaklaşımımız ve metodolojimiz şu şekildedir:
Anahtar Boyutlara Odaklanma
- Ürünün işlevselliği ve genel kalitesi için kritik olan ana boyutlar için, katı tolerans aralıkları belirleriz. Hassas boyut ölçümünü sağlamak için geçer/geçmez mastarları gibi özel ölçüm araçları oluştururuz.


Daha Az Önemli Boyutları Ele Alma
- Daha az kritik ikincil boyutlar için genellikle kumpas gibi standart ölçüm araçları kullanırız. Ayrıca bu boyutların uyumunu, uyumluluğu sağlamak için karşılık gelen parçaları kullanarak değerlendiririz.
- Ölçüm için uyum parçaları kullanmanın yanı sıra, boyutsal doğruluğu ölçmek için 3D baskılı kontrol araçları da kullanabiliriz. 3D baskılı ürünler daha düşük doğruluğa sahip olsa da, genellikle +/- 0,1-0,2 mm içinde, maliyet etkin ve kısa üretim döngülerine sahiptirler, bu da biraz daha düşük hassasiyet gereksinimleri olan uygulamalar için uygundur.
- Bazen, sadece uyumu garanti ederiz, belirli tolerans değerleri sağlamayız. Daha önce belirtildiği gibi, plastik boyutları hassas bir şekilde ölçmek zordur, özellikle TPE, TPU ve silikon gibi daha yumuşak malzemeler için.


Etkili Tolerans Belirleme İçin Gerekli Bilgi ve Materyaller
Bu görevleri daha etkili bir şekilde gerçekleştirmek için sizden aşağıdaki bilgi ve materyallere ihtiyacımız var:
- Parçanın Özel Kullanım SenaryolarıParçanın kullanılacağı ortam ve koşulları anlamak, tolerans aralığını daha doğru bir şekilde belirlememize yardımcı olur.
- Eşleşen Parça ÖrnekleriMümkünse, ilgili parçayla birlikte kullanılacak diğer parçaların numunelerini sağlamak, toleransların uyarlanabilirliğini daha iyi değerlendirmemize ve test etmemize yardımcı olabilir.
Amacımız, size uygun toleransları maliyet etkin ve verimli bir şekilde belirlemenizde yardımcı olmaktır. Bu yaklaşım, özellikle küçük ve orta ölçekli şirketler için faydalıdır, çünkü ürün kalitesini sağlarken zaman ve maliyet tasarrufu sağlayabilir.
SSS
Plastiklerle aşina olmayan kişilerin yaygın bir hatası, metal parça toleranslarını doğrudan enjeksiyonla kalıplanmış parçalara uygulamaktır.
Plastikler çok farklı davranır: daha düşük rijitliğe, daha yüksek deformasyona sahiptirler ve nihai boyutları birçok kalıplama parametresinden etkilenir. Bir miktar eğilme de kaçınılmazdır. Bu nedenlerle, plastik parçalar genellikle işlenmiş metal parçalarla aynı sıkı toleransları tutamaz.
Ancak, kritik boyutları sıkı bir şekilde kontrol edebilir ve gerektiğinde yüksek hassasiyet elde edebiliriz (±0,02 mm'ye kadar). Doğal eğrilmeden etkilenen boyutlar için, gerçekçi olmayan toleranslar dayatmak yerine işlevsel ve estetik gereksinimlere odaklanırız.
Çoğu kullanıcının DIN 16901 veya ISO 20457'yi ayrıntılı olarak incelemesi gerekmez. Bu standartlar esas olarak mühendisler ve kalite ekipleri tarafından kullanılır. Çoğu proje için, toleransın ne anlama geldiğini, parça fonksiyonunu nasıl etkilediğini ve tipik olarak hangi tolerans aralıklarının elde edilebileceğini anlamak yeterlidir. Bu nedenle, gerçek üretim deneyimine dayalı basitleştirilmiş bir tolerans tablosu sunuyoruz.
Boyutsal tolerans, bir özelliğin boyutunu kontrol ederken, geometrik tolerans şekil, düzlük, paralellik, yuvarlaklık ve diğer formla ilgili özellikleri kontrol eder. ISO 20457, DIN 16901 gibi eski standartlardan daha fazla geometrik toleranslara vurgu yapar.
Evet. İnce uzun duvarlar, geniş düz yüzeyler, nervürler, çıkıntılar ve asimetrik geometri gibi özellikler, eğrilmeyi artırabilir ve sıkı toleransların sağlanmasını zorlaştırabilir. İyi tasarım uygulamaları—tek tip duvar kalınlığı, dengeli akış ve uygun pah—boyutsal kararlılığı iyileştirmeye yardımcı olur.
Evet. Sıkı toleransları yalnızca kritik özelliklere (tıklama bağlantıları, hizalama noktaları, sızdırmazlık yüzeyleri) uygulamak ve kritik olmayan alanlar için standart toleranslar kullanmak yaygındır. Bu yaklaşım, işlevsel performansı sağlarken maliyeti düşürür.
Gerçekten değil.
ISO 20457:2018'e göre, aksi kararlaştırılmadıkça, bazı boyutlar genel toleransın dışında kalsa bile, bir parça işlevsel ve kullanım gereksinimlerini karşıladığı sürece kabul edilebilir.
Tek istisna, parça hala doğru çalışsa bile, bir sapmanın görünümü veya kullanıcı algısını etkilediği durumlardır.
Evet, ancak bu hassasiyeti elde etmek genellikle şunları gerektirir:
- Yüksek hassasiyetli takım tezgâhı
- Kararlı ve tekrarlanabilir kalıplama koşulları
- Düşük büzülmeli malzemeler
- Bazı durumlarda, bir test kalıbı nihai üretim kalıbı yapılmadan önce
Bu adımlar, gerekli doğruluğun gerçekçi ve tekrarlanabilir olup olmadığını doğrulamaya yardımcı olur.
Şunları düşünerek başlayın:
- Parçanın fonksiyonel gereksinimleri
- Özelliklerin birbirine uyması, kenetlenmesi veya kayması gerekip gerekmediği
- Malzeme büzülme özellikleri
- Maliyet ve hassasiyet arasındaki dengeler
Emin değilseniz, mühendislik ekibimiz tasarımınızı inceleyebilir ve uygun toleranslar önerebilir.
Genellikle evet. Daha sıkı toleranslar şunları gerektirir:
- Daha hassas takım tezgâhı
- Daha katı süreç kontrolü
- Daha uzun döngü süreleri
- Ek muayene ve kalite kontrolleri
Çoğu parça için standart bir tolerans aralığı yeterlidir ve daha uygun maliyetlidir.
Evet. CAD modelinizi ve tolerans gereksinimlerinizi paylaşırsanız, uygulanabilirliği değerlendirebilir ve gerekirse ayarlamalar önerebiliriz. Son derece sıkı toleranslar için, tasarımı doğrulamak için önce bir test kalıbı yapılmasını önerebiliriz.
Ek: Enjeksiyon Kalıplı Parçalar İçin Yaygın Standartlar
Enjeksiyon kalıplı parçaların imalat ve tasarım sürecinde, ürün kalitesini ve tutarlılığını sağlamak için genellikle birkaç standart referans alınır. Hızlı bir referans için aşağıda listelenmiştir:
- DIN 16901: 1982-11 — Bu Alman standardı, enjeksiyon kalıplamada kullanılan çeşitli plastik malzemeler için geçerli olan plastik kalıplanmış bileşenlerin boyutsal toleranslarını ve sapmalarını özel olarak ele alır.
- ISO 20457:2018 — Bu uluslararası standart, çeşitli plastik işleme yöntemleri için geçerli olan plastik kalıplanmış parçaların boyutsal toleranslarına kapsamlı bir rehber sunar.
- DIN 16742 — Bu, plastik kalıplanmış parçalar için genel toleranslar ve kabul koşulları standardıdır. Sadece enjeksiyon kalıplamaya değil, aynı zamanda basınçlı kalıplama ve ekstrüzyon kalıplamayı da kapsar.
- GB/T 14486-2008 — Bu, Çin'in ulusal standardıdır ve çeşitli plastik işleme yöntemleri için uygun olan plastik kalıplanmış parçaların boyutsal tolerans spesifikasyonlarını kapsar.
- Otomotiv Endüstrisi Standardı QC-T-29017-1991 — Çin otomotiv endüstrisi için bu özel standart, otomotiv alanındaki plastik kalıplanmış bileşenlerin boyutsal toleranslarını detaylandırır.
- SAIC Standart MGR ES.22.PL.103 — Bu, Çin'deki SAIC Motor Corporation Limited'in kurumsal standardıdır ve şirket içindeki plastik parçaların tasarım ve imalatındaki boyutsal toleranslara özel olarak rehberlik eder.
- ISO 2768 — Bu uluslararası standart, belirli toleransların açıkça belirtilmediği plastik bileşenler de dahil olmak üzere işlenmiş parçalar için geçerlidir.
- JIS B 0401 — Bu Japon endüstri standardı, ISO 2768'e benzer şekilde, makine mühendisliği çizimlerinde toleranslarla özel olarak belirtilmeyen boyutlar için rehberlik sağlar.
Bu standartlar arasında ISO 2768 belki de en çok bilinenidir. Ancak, belirtilmemiş toleranslar için genel bir standarttır ve özellikle enjeksiyon kalıplı parçalar için tasarlanmamıştır.
