対策:
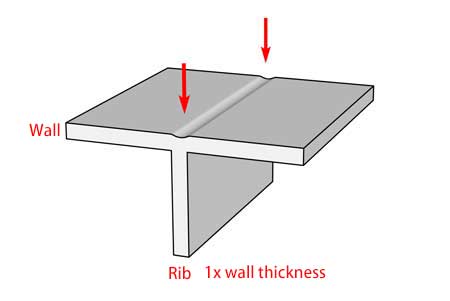
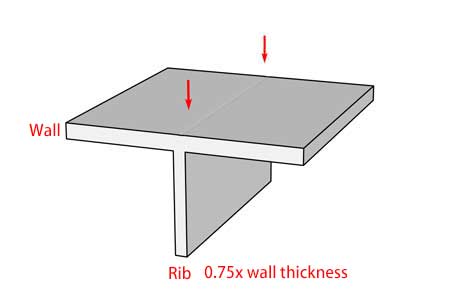
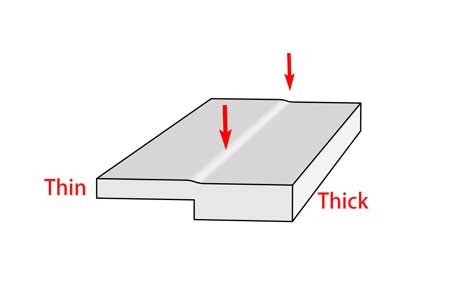
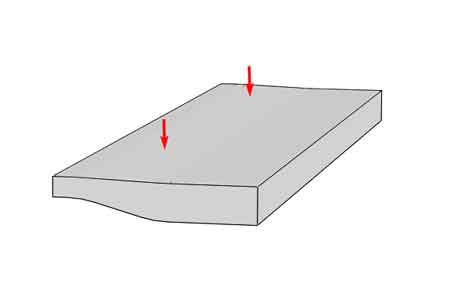
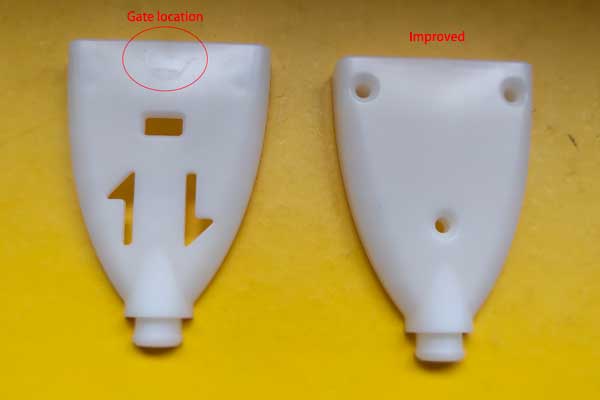
- ゲート設計を改善する:厚く開いた領域でのゲート設計を避け、材料が薄い部分から厚い部分へ移動するのを避けます。.
- セグメント射出速度調整:プラスチックがより開いた領域に入る際に射出速度を遅くし、蛇行流れ跡を軽減します。.
- 金型温度とノズル温度を上げる:金型とプラスチックの高温化は流動性と融合性を向上させ、蛇行流れ跡を軽減します。.
- ゲートサイズを拡大する:より大きなゲートは溶融プラスチックの流れを改善し、蛇行流れ跡を最小限に抑えます。.
- 金型への冷間材料の侵入を防止する:例えば、冷間材料を捕捉するためにコールドスラグウェルを追加することで、均一に溶融したプラスチックのみが金型キャビティに入ることを確保します。.
まとめると、これらの対策は射出成形における蛇行流れ痕の形成を効果的に減らし、製品品質を向上させます。.