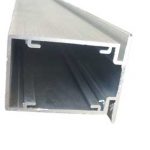
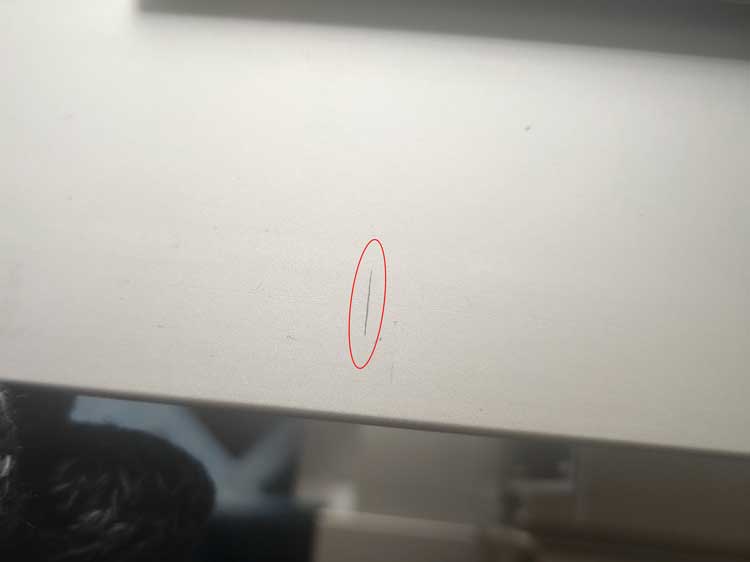
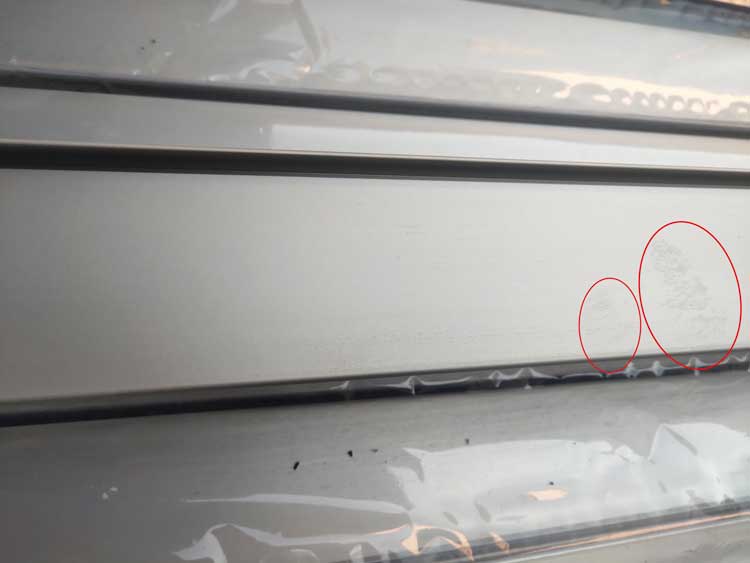
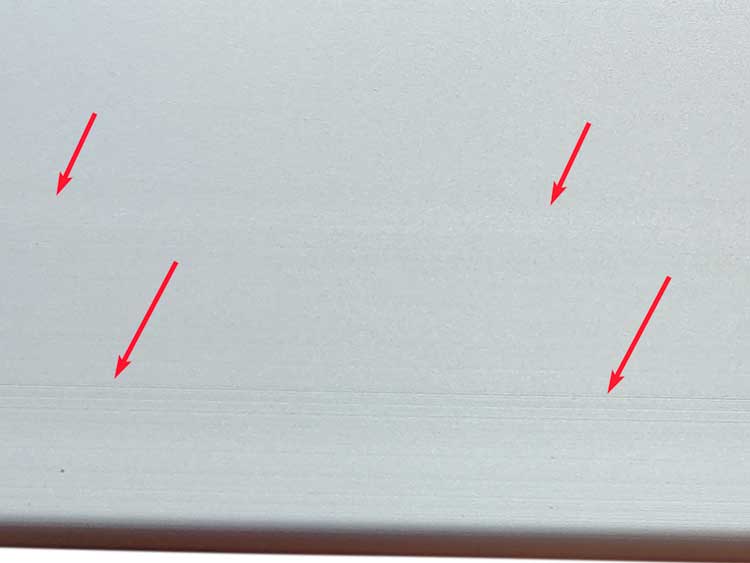
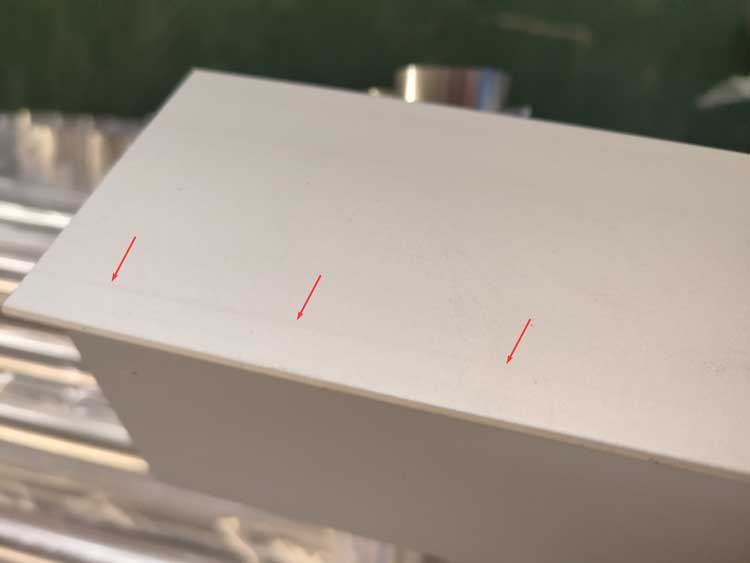
高品質なアルマイト処理されたアルミニウム押出材によって ボヤンBoyanとの連携, 製造知識 高品質な陽極酸化アルミニウム押出材メーカーを見つけるのは容易ではありません。調達会社として、私たちはいくつかの異なるメーカーを試し、最終的に信頼できるメーカーを見つけました。この記事では、この分野での知識と経験を喜んで共有します。陽極酸化アルミニウム押出材やそれらから作られた完成部品の購入を手伝ってほしい場合、またはメーカーに直接連絡したい場合は、お問い合わせください。.目次:生の押出材と比較した陽極酸化アルミニウム押出材の利点は何か;一般的な品質要求の簡単な紹介;アルミニウム押出材の一般的な陽極酸化欠陥は何か;優れた陽極酸化アルミニウム押出材メーカーの条件は何か. ローディングエリアアルミニウム陽極酸化用リンスタンクウェストウォーター処理アルミニウム押出し生産ラインアルミニウム押出在庫倉庫 目次 トグル 陽極酸化アルミニウム押出材とは陽極酸化アルミニウム押出材を使用する利点1. 機械加工前にアルミニウム押出材を陽極酸化する。.2. 生の押出材から機械加工された部品を陽極酸化する。.陽極酸化アルミニウムの一般的な品質要求アルミニウム押出材の高品質要求は非常に困難アルミニウム押出材の一般的な陽極酸化欠陥適格なアルミニウム押出材メーカーの条件供給可能品 陽極酸化アルミニウム押出材とは 通常、長さ6メートルに切断され、陽極酸化処理が施されます。陽極酸化処理は異なる色で行うことができますが、クリア(無色)の陽極酸化が最も一般的で、次にブラックの陽極酸化が続きます。他の色のオプションもありますが、より高い最低発注数量(例えば15~20トン)を満たす必要があります。.クリア陽極酸化処理における陽極酸化皮膜の厚さは、通常0.005~0.008mmです。より厚い陽極酸化皮膜は優れた保護性能を提供しますが、外観がよりくすみ、黄ばみが生じるため、見た目の魅力が低下します。.ブラック陽極酸化の場合、皮膜の厚さは通常0.009~0.012mmです。.表面は通常サンドブラスト処理が施されます。これにより、軽微な型跡やその他の小さな欠陥を隠すことができ、見た目も良く、多くの製品で必要な仕上げとなります。. 陽極酸化アルミニウム押出材を使用する利点 6メートル長のアルミニウム押出材 完成部品 大きな利点はコスト削減です。押出材から陽極酸化アルミニウム部品を製造したい場合、2つの方法があります。部品の加工前に陽極酸化するか、加工後に陽極酸化するかです: 1. 機械加工前にアルミニウム押出材を陽極酸化する。. 長所: コスト削減。多くの個別部品を陽極酸化するよりも、全体を陽極酸化する方が安価です。.陽極酸化欠陥による部品の不良を回避でき、多くの時間と費用を節約できます。. 短所: 切断面は陽極酸化皮膜がなく露出しています。しかし、多くの場合これは許容されます。.二次工程(機械加工、積み込み・積み降ろしなど)で生じた表面欠陥(傷、へこみ)は修復できません。. 切断面(端面)は陽極酸化皮膜がなく露出しています。. 2. 生の押出材から機械加工された部品を陽極酸化する。. 長所: 完全な部品は、ラックマーク(通常は小さな斑点)を除き、保護コーティングで陽極酸化処理されています。.陽極酸化処理前に、ごく軽微な表面欠陥のみ修正可能です。. 短所: 陽極酸化不良のある部品は全て不合格となります。多くは修正不能です。. 結論:ご覧の通り、陽極酸化アルミニウム押出材を使用して部品を製造する方法(上記のオプション1)は、コスト削減と不良品の減少につながるため、他の方法(個々の部品を陽極酸化する方法)よりも推奨されるオプションです。. 陽極酸化アルミニウムの一般的な品質要求 陽極酸化は複雑な電気化学的プロセスであり、前化学処理、陽極酸化、封孔の3つのステップで構成されています。各ステップには温度、濃度、時間など複数のパラメータがあり、正確に制御する必要があります。陽極酸化の欠陥は仕上げ部品に多少なりとも発生し、多くの陽極酸化欠陥は修復不可能です。つまり、陽極酸化欠陥のある部品全体が不良品として廃棄されます。. 一般的に、アルミニウム陽極酸化の品質要求は2つのグループに分類できます。陽極酸化皮膜は、厚さや均一性など期待される品質を満たし、必要な保護性や硬度などを提供します。.部品の外観は一貫性があり良好で、光沢や色は所望の通り、機械的損傷(引っかき傷、へこみなど)がありません。.アルミニウム陽極酸化の品質要求を詳細に説明するのは少し複雑ですが、以下に押出材で最も一般的な陽極酸化欠陥を紹介します。.多くの陽極酸化欠陥は目視検査で検出できます。部品が大きいほど、単に面積が広いという理由で、どこかに欠陥が発生する可能性が高くなります。これは、長尺アルミニウム押出材に対してより高い要求を課すことになります。なぜなら、それらは非常に長い(つまり面積が広く、重量が重い)からです。. アルミニウム押出材の高品質要求は非常に困難 多くの場合、アルミニウム押出材の外観要求は、他の小さな部品よりも低く設定されています。.アルミニウム製はしごや屋外用家具のように、小さな欠陥は許容範囲内と見なされることがあります。.しかし、より高い品質要求がある場合、ほぼ欠陥のない長さ6メートルの陽極酸化アルミニウム押出材も供給可能です。ただし、ピンポイントのような微小な欠陥のみが許容される場合です。. 1メートル長のプロファイルごとに、0.3 mm2未満の小さなスポットが3箇所まで許容されます。. 0.3 mm2未満のスポット 約0.2 mm2の小さなスポット 2番目の例 アルミニウム押出材の一般的な陽極酸化欠陥 表面の引っかき傷やへこみ(機械的損傷). 表面積が大きいほど、部品が重いほど、この種の欠陥が発生しやすくなります。. 表面の小さな黒点表面の凹み軽い引っかき傷(ただしサイズがやや長い)スクラッチ例2スクラッチ例3 スパングル仕上げ, これは材料の不純物が原因と考えられます。陽極酸化表面全体がこの状態ではなく、約20-30%程度かもしれません。しかし、これほどの不良はロット全体の不合格を招きます。. 陽極酸化スパングルの広範囲陽極酸化スパングルのクローズアップ表面のスパングルが少ない陽極酸化スパングルの小範囲 金型マーク (または工具痕)。金型は一定量の生産ごとに定期的にメンテナンスが必要で、そうしないと工具痕が現れ始めます。. 生のアルミニウム押出材には型跡が非常に一般的に見られます。跡があまり深くなく、サンドブラストと陽極酸化後に除去できる限り、許容されます。. 陽極酸化前の金型痕(未処理仕上げ) この種の金型痕は許容可能この金型痕は深すぎるため、不合格とすべきです。. これらの型跡は深すぎて、サンドブラストと陽極酸化後もまだ見えます。. 陽極酸化後の金型痕 陽極酸化アルミ押出材の金型痕詳細を見る2番目の例3番目の例。こちらは金型痕がより多く見られます。. シーリング不良. 目視では封孔不良を検知できないかもしれませんが、触ると不快な粘着性のある表面を感じます。透明陽極酸化部品の封孔チェックにはマーカーペンを使用することもあります。. 適格なアルミニウム押出材メーカーの条件 献身的な管理チーム発注量が少ない場合(例えば1~2トン)でも、品質要求をサポートし、不良部品を交換します。. 集中した作業チーム想像できるように、陽極酸化、積み込み・積み降ろし、検査、長さへの切断、梱包を含む各工程は、高いレベルの注意を必要とします。これらの工程を実施するには、集中した作業スタッフが必要です。.広々とした作業場検査、梱包はすべて十分な作業面積が必要なため、広々とした作業場を持つことが重要です。. 供給可能品 アルミ押出材は透明陽極酸化と黒色陽極酸化で供給可能です。その他の色も可能ですが、最小発注量は15~20トンとなります。.押出材は通常6メートル長ですが、カスタムサイズに切断可能です。完成品分のみ支払い、余分な長さのスクラップ分は支払い不要です。.押出材は慎重に検査後、プラスチックフィルム、紙、または段ボールで梱包されます。. 前中国のCNC加工メーカーを探す際に注意すべき7つのポイント次顧客が知っておくべき射出成形の一般的欠陥