راهحلها:
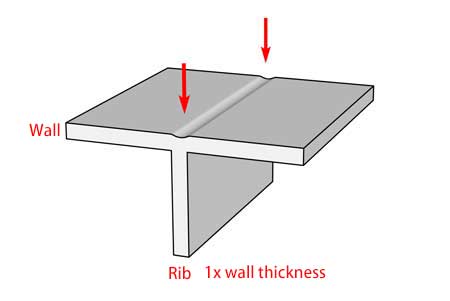
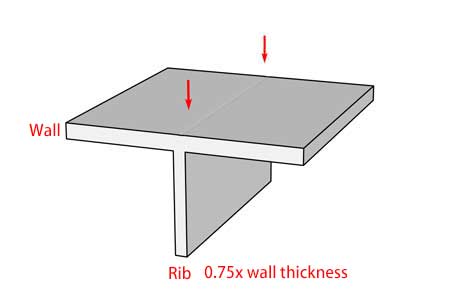
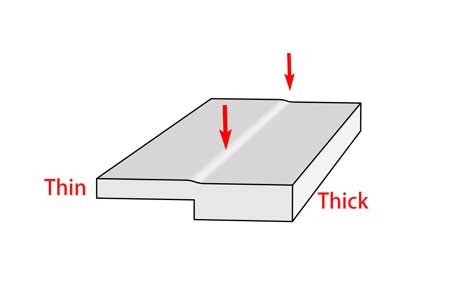
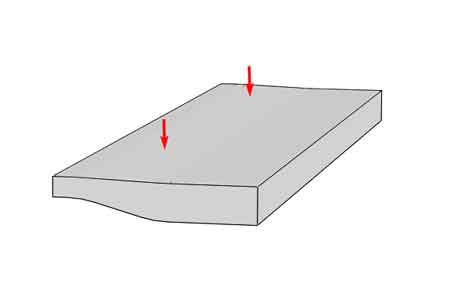
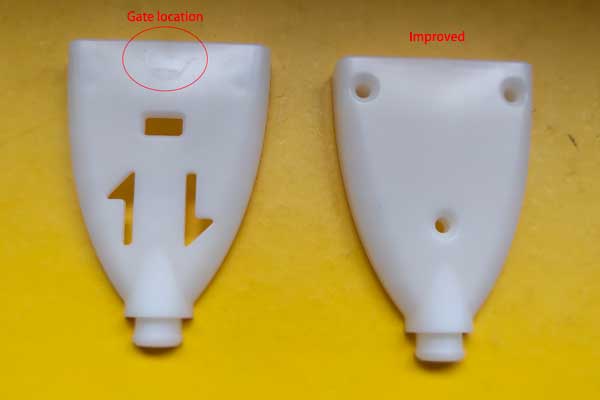
- بهبود طراحی دروازه: از طراحی گیت در مناطق ضخیم و باز اجتناب کنید و از حرکت مواد از بخشهای نازکتر به ضخیمتر جلوگیری کنید.
- تنظیم سرعت تزریق بخشبندی شده: سرعت تزریق را هنگامی که پلاستیک وارد مناطق بازتر میشود کاهش دهید تا علائم جریان مارمانند کاهش یابد.
- افزایش دمای قالب و نازل: دمای بالاتر برای قالب و پلاستیک جریان و ادغام را بهبود میبخشد و علائم جریان مارمانند را کاهش میدهد.
- بزرگ کردن اندازه دروازه: یک گیت بزرگتر میتواند جریان پلاستیک مذاب را بهبود بخشد، بنابراین علائم جریان مارمانند را به حداقل میرساند.
- جلوگیری از ورود مواد سرد به قالب: به عنوان مثال، افزودن یک چاه سرباره سرد برای رهگیری مواد سرد، تضمین میکند که تنها پلاستیک مذاب یکنواخت وارد حفره قالب شود.
در خلاصه، این اقدامات میتوانند به طور مؤثر تشکیل علائم جریان مارپیچی در قالبگیری تزریقی را کاهش دهند و کیفیت محصول را افزایش دهند.