Índice
Toggle¿Por qué son importantes las tolerancias en el moldeo por inyección?
En el proceso de producción de piezas moldeadas por inyección, las variaciones en las dimensiones son inevitables debido a las influencias del molde, la máquina de moldeo por inyección, los materiales y los factores ambientales. Por lo tanto, es crucial establecer tolerancias razonables para las dimensiones de los productos y asegurarse de que cumplen estas tolerancias. Unas tolerancias adecuadas pueden:
- Garantizar el correcto funcionamiento de las piezas, especialmente cuando deben encajar varios componentes;
- Garantizar la coherencia y fiabilidad del producto;
- Reflejar las capacidades de fabricación y gestión de la fábrica;
- Mejorar la imagen corporativa y la satisfacción del cliente.


Es esencial establecer valores de tolerancia adecuados. Las tolerancias demasiado grandes o demasiado pequeñas pueden provocar problemas en el uso del producto y son indicativas de falta de conocimientos en moldeo por inyección.
Fuentes de desviaciones dimensionales en piezas moldeadas por inyección
Las desviaciones dimensionales en piezas moldeadas por inyección se originan principalmente en dos categorías: factores del proceso de moldeo y factores del molde. He aquí una explicación detallada y una ampliación de estos factores:
Factores del proceso de moldeo
- Inconsistencia de los materiales plásticos: Los distintos plásticos presentan diferentes características de flujo, enfriamiento y contracción durante el moldeo. Una consistencia deficiente de los materiales puede dar lugar a incoherencias dimensionales dentro del mismo lote o entre diferentes lotes.
- Precisión de control de las máquinas de moldeo por inyección: La precisión del control de la temperatura y la presión durante el proceso de moldeo por inyección afecta directamente a la estabilidad dimensional de los productos. Las fluctuaciones de temperatura y presión pueden dar lugar a dimensiones finales incoherentes.
- Temperatura del molde: El control de la temperatura del molde es crucial para la calidad del moldeo. Una temperatura desigual o un control impreciso pueden provocar un enfriamiento desigual de las piezas, afectando así a la precisión dimensional.
- Deformación elástica del molde: Bajo la presión de la inyección, el molde puede sufrir una ligera deformación elástica, lo que repercute indirectamente en las dimensiones y la forma de las piezas.

Factores de moho
- Precisión de fabricación de las dimensiones del molde: La precisión con la que se fabrica el molde es un factor clave para determinar la exactitud dimensional del producto final. Las pequeñas desviaciones en el molde pueden magnificarse durante el proceso de moldeo.
- Precisión posicional de componentes de moldes móviles: En el caso de los moldes con componentes móviles, como correderas y pasadores eyectores, la precisión de posicionamiento repetitivo de estas piezas repercute inevitablemente en la consistencia de las dimensiones del producto. Más adelante se explicarán más detalles al respecto.

En conclusión, el problema de las desviaciones dimensionales en las piezas moldeadas por inyección es complejo y depende de varios factores, como las propiedades de los materiales, el rendimiento de los equipos y la calidad de los moldes. En la producción real, el control preciso de los parámetros del proceso de moldeo, el uso de moldes de alta precisión y la optimización de la calidad del material pueden reducir eficazmente las desviaciones dimensionales, garantizando así la calidad y el rendimiento del producto.
Comprensión de la norma DIN 16901
Por qué necesitamos comprender la norma DIN 16901
Antes de discutir la DIN 16901, es importante aclarar por qué esta norma merece una atención especial. Las tolerancias para piezas moldeadas por inyección tienen características muy diferentes de las de las piezas mecanizadas por CNC, porque el moldeo de plástico está fuertemente influenciado por factores como la contracción del material, la estructura del molde y la variación del proceso.
Entre los diversos estándares (consulte el final de esta página) utilizados para las tolerancias de piezas moldeadas por inyección, DIN 16901 es uno de los más representativos y ampliamente referenciados. Por lo tanto, adquirir una comprensión sólida de DIN 16901 proporciona una base útil para entender los principios generales y la lógica práctica detrás de las tolerancias de moldeo por inyección.
Clasificación de dimensiones
En la norma DIN 16901, las tolerancias se clasifican en dos tipos: TIPO A y TIPO B, diseñadas específicamente para abordar las características de las piezas moldeadas por inyección. Para comprender mejor este concepto, exploremos el proceso de cierre de un molde de inyección, ilustrado a continuación:
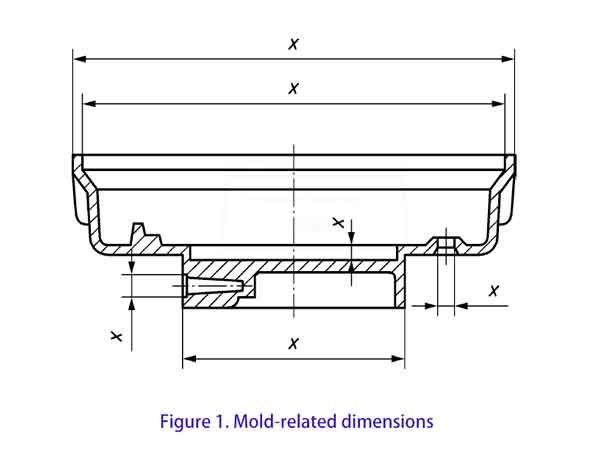
Observamos que algunas dimensiones de las piezas de plástico (Tipo B) están determinadas únicamente por las características de las partes superior e inferior del molde. Estas dimensiones tienden a cambiar muy poco durante el proceso de moldeo por inyección.
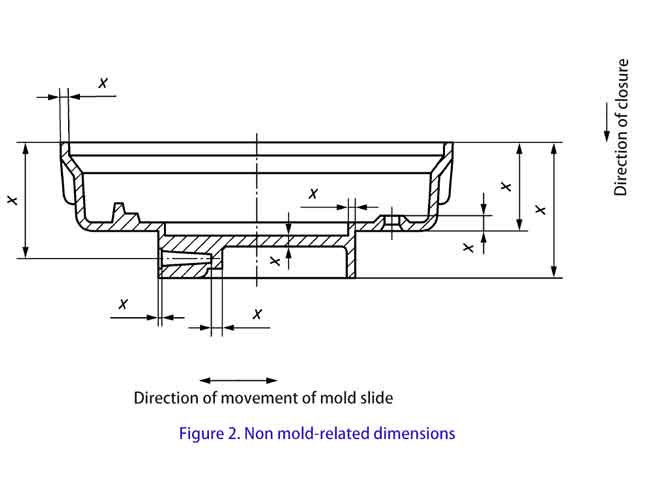
En cambio, otras dimensiones (Tipo A), como el grosor de las paredes laterales y el fondo, se determinan después de cerrar los moldes superior e inferior. Dado que puede haber cierta desalineación cada vez que se cierran los moldes, esto puede dar lugar a ciertas desviaciones. Por lo tanto, se permite una tolerancia mayor para estas dimensiones.
Las dimensiones de tipo A también incluyen los tamaños formados con la participación de piezas móviles como deslizadores y elevadores.
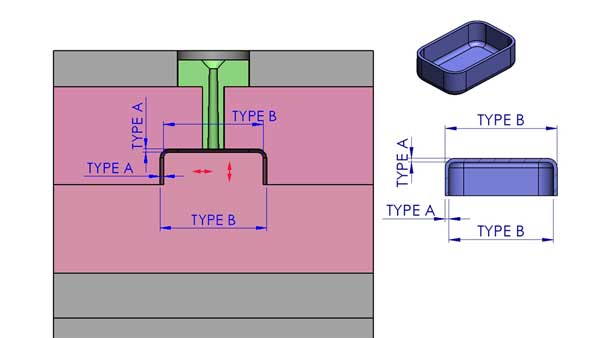
En otras palabras, las dimensiones Tipo B no se ven afectadas por los componentes móviles dentro del molde. Según la Figura 1 siguiente, las dimensiones de tipo B también se conocen como dimensiones relacionadas con el molde en la norma DIN 16901, lo que indica esencialmente la misma idea.
Sin embargo, las dimensiones tipo A, como se muestra en la figura 2 a continuación, están influenciadas por estas partes móviles, incluidas las posiciones relativas del molde superior, el molde inferior, las correderas y los elevadores, lo que puede dar lugar a pequeñas desviaciones dimensionales. Del mismo modo, las dimensiones de tipo A se denominan dimensiones no relacionadas con el molde en la norma DIN 16901.
Como ya se ha mencionado, las tolerancias de las dimensiones de Tipo A son generalmente mayores que las de Tipo B, lo que refleja la realidad del moldeo por inyección. Los profesionales experimentados en moldeo por inyección o en diseño de moldes suelen distinguir fácilmente entre las dimensiones de Tipo A y Tipo B.
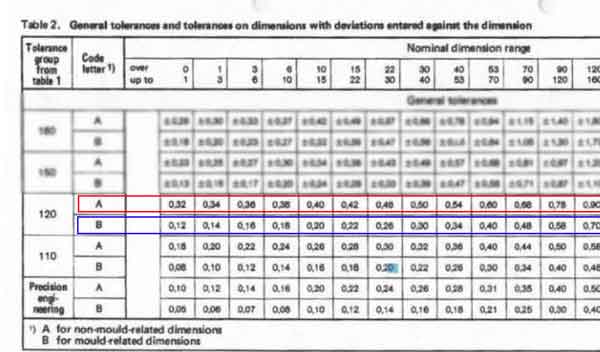
Grupos de tolerancia
En la DIN 16901 hay seis grupos de tolerancia: 110, 120, 130, 140, 150 y 160, siendo el 110 el más estricto y el 160 el más permisivo.
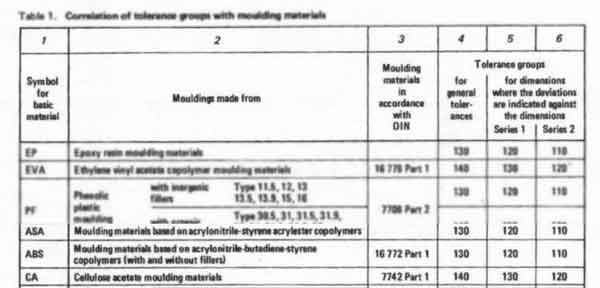
Para cada material, existen tres posibles niveles de tolerancia. Estos niveles se clasifican de la siguiente manera:
- Tolerancia general: Esta es la tolerancia predeterminada para dimensiones donde no se indica una tolerancia específica.
- Tolerancias de tipo 1 y tipo 2: Estas tolerancias se aplican cuando se especifican desviaciones para una dimensión particular. Puede elegir entre los niveles de tolerancia correspondientes según el material y el tamaño de la pieza.
Ejemplo de Grupos de Tolerancia para Diferentes Materiales
- Para PMMA, los grupos de tolerancia son 130, 120 y 110.
- Para POM (sin relleno), cuando el la longitud de moldeo es inferior a 150 mm, los grupos de tolerancia son 130, 120 y 110.
- Para POM (sin relleno), cuando el la longitud de moldeo es de 150 mm o mayor, los grupos de tolerancia son 150, 140 y 130.
- Para POM (con relleno), los grupos de tolerancia son 140, 130 y 120.
A partir de estos ejemplos, podemos observar varios puntos importantes:
- Los diferentes plásticos tienen diferente estabilidad dimensional: Algunos plásticos son más difíciles de controlar con precisión que otros.
- Presencia de rellenos (como fibra de vidrio, talco, carbonato de calcio) puede mejorar la estabilidad dimensional: Los materiales con cargas son generalmente más estables y fáciles de controlar.
Las piezas más grandes requieren tolerancias más amplias: A medida que aumentan las dimensiones base de la pieza, el rango de tolerancia suele hacerse mayor, lo que dificulta un control preciso.
Al comprender los grupos de tolerancia, los fabricantes pueden seleccionar los niveles de tolerancia apropiados en función del material, el tamaño de la pieza y el nivel de precisión requerido.
En resumen, la norma DIN 16901 proporciona una orientación vital sobre las tolerancias dimensionales para la industria del moldeo por inyección. Define diferentes niveles de tolerancia en función del grado de impacto de la dimensión y del tipo de material utilizado, pero para las tolerancias de forma y posición deben consultarse otras normas.
Acceso a DIN 16901
El contenido detallado de la norma DIN 16901 no está disponible públicamente. Como la mayoría de las normas de ingeniería, debe adquirirse, por lo que no encontrará el documento completo en línea de forma gratuita. En su lugar, proporcionamos nuestros propios valores de tolerancia desarrollados por la empresa, que se describen en la sección siguiente.
ISO 20457: La norma global moderna para tolerancias de piezas plásticas
La norma DIN 16901 se remonta a principios de la década de 1980 y, aunque todavía se hace referencia a ella ampliamente, nunca se actualizó porque estándares más nuevos y completos eventualmente reemplazaron su función. ISO 20457:2018 se considera ahora el sucesor moderno e internacional de DIN 16901. Proporciona un sistema de tolerancias más claro, predecible y globalmente consistente para piezas de plástico moldeadas.
ISO 20457 introduce nueve grados de tolerancia (TG1–TG9), en comparación con los seis grupos de tolerancia (110–160) en DIN 16901.
- TG1 es el grado más ajustado.
- TG9 es la más amplia. En la producción real, solo un subconjunto de estos grados se utiliza comúnmente.
La norma también formaliza la distinción entre dos tipos de dimensiones:
- W (dimensiones específicas de herramienta) — generalmente equivalente a las dimensiones Tipo B en la DIN 16901.
- NW (dimensiones no específicas de herramienta) — generalmente equivalente a las dimensiones Tipo A en la DIN 16901.
Esto hace que el sistema sea más fácil de entender para cualquiera familiarizado con la antigua norma DIN.
Lo que la ISO 20457 mejora en comparación con la DIN 16901
1. La DIN 16901 solo definía tolerancias dimensionales, no tolerancias geométricas
ISO 20457 llena este vacío al añadir:
- tolerancias de posición (Tabla 9)
- tolerancias de perfil superficial (Tabla 10)
- uso obligatorio de ISO 1101, ISO 5458, ISO 5459
- tolerancias de perfil para superficies de forma libre
Esto eleva la tolerancia geométrica de piezas plásticas al mismo nivel de completitud que las normas para piezas metálicas.
2. El sistema de tolerancias de la DIN 16901 es demasiado simplista
DIN 16901 asigna grupos de tolerancia basándose únicamente en el tipo de material y el rango de tamaño, pasando por alto factores clave que influyen en la precisión del moldeo por inyección. Esto a menudo resulta en:
- tolerancias demasiado amplias
- tolerancias no alcanzables
- desacuerdos entre clientes y proveedores
Mientras que ISO 20457 resuelve esto introduciendo un sistema de puntuación de cinco factores (P1–P5):
- proceso de moldeo (Tabla 4)
- rigidez del material (Tabla 5)
- tasa de contracción (Tabla 6)
- anisotropía de contracción (Tabla 7)
- esfuerzo de producción (Series 1–4, Tabla 8)
La puntuación total determina el grado de tolerancia TG. Las tolerancias se vuelven cuantificables, predecibles y más fáciles de negociar.
3. La DIN 16901 ignora el hecho de que “cuanto más lejos del datum, mayor es el error”
Las piezas plásticas acumulan error por contracción, alabeo y enfriamiento desigual. Estos efectos aumentan con la distancia desde el datum, pero la DIN 16901 no tiene esto en cuenta.
Cómo ISO 20457 resuelve esto: Introduce Dp, la distancia desde una característica al origen del datum:
- las tolerancias de posición dependen de Dp (Tabla 9)
- las tolerancias de perfil dependen de Dp (Tabla 10)
Esto alinea los valores de tolerancia con el comportamiento físico real
4. La DIN 16901 proporciona tolerancias pero no reglas de aceptación
La DIN 16901 ofrece tablas de tolerancias pero no define métodos de inspección ni criterios de aceptación.
ISO 20457 añade ABF — Condiciones de Aceptación para la Producción de Piezas Moldeadas (Capítulo 8), que aclara:
- qué debe inspeccionarse
- cómo manejar desviaciones
- cómo tratar características funcionales frente a no funcionales
- cómo gestionar la variación de contracción
- cómo documentar acuerdos
La ISO 20457 es la primera norma que combina reglas de tolerancia y reglas de aceptación en un sistema completo para piezas plásticas moldeadas.
Tabla de Tolerancias Simplificada de Moldeo por Inyección de Boyan
Si no eres un especialista en moldeo por inyección y solo necesitas piezas moldeadas para tu producto, no necesitas dedicar mucho tiempo a estudiar estas normas. Para facilitar las cosas, Boyan ha creado una tabla de tolerancias simplificada que sirve como referencia práctica para la mayoría de los proyectos.
| Dimensión nominal (mm) | 0-20 | 20-50 | 50-120 | 120-230 | 230-400 | 400-1000 |
|---|---|---|---|---|---|---|
| Muy ajustado (±mm) | 0.02 | 0.03 | 0.04 | 0.05 | 0.10 | 0.20 |
| Ajustado (±mm) | 0.10 | 0.15 | 0.20 | 0.30 | 0.40 | 0.90 |
| Normal (±mm) | 0.20 | 0.25 | 0.35 | 0.55 | 0.80 | 1.80 |
| Holgado (±mm) | 0.35 | 0.40 | 0.60 | 0.95 | 1.40 | 3.00 |
- Para piezas plásticas de precisión general, las normas mencionadas funcionan bien. Cuando un proyecto requiere tolerancias aún más estrechas—similares a Componentes LEGO—estos rangos más estrictos también son alcanzables, pero solo bajo condiciones de producción de precisión, que naturalmente conllevan un costo mayor. En nuestro gráfico, este nivel aparece como la “muy ajustado” clase de tolerancia. Lograr tal precisión puede requerir construir un molde de prueba antes de comprometerse con el molde de producción final.
- Dado que este gráfico simplificado no distingue entre diferentes materiales o entre diferentes tipos de características (como dimensión A frente a dimensión B), los valores deben verse como guías aproximadas en lugar de límites estrictos.
Comprensión de los Componentes de Tolerancia en el Moldeo por Inyección
Elegir el intervalo de tolerancia adecuado es un paso crucial para garantizar la precisión en el ajuste y la funcionalidad de las piezas. Las tolerancias consisten principalmente en la dimensión nominal y las tolerancias superior e inferior. He aquí una guía concisa sobre cómo seleccionar las tolerancias adecuadas para hacer coincidir las dimensiones:
Dimensión nominal, Tolerancias Superior e Inferior
- La tolerancia se compone de dimensión nominal y el tolerancias superior e inferior. La dimensión nominal es el tamaño base especificado, mientras que las tolerancias superior e inferior definen el rango de tamaño aceptable en torno a la dimensión nominal.
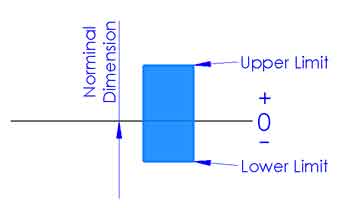
- En el moldeo por inyección, la zona de tolerancia suele ser simétrica, como ±0,08 mm o ±0,15 mm. Esto proporciona a los fabricantes un tamaño objetivo claro al que apuntar, porque la desviación positiva y negativa respecto al objetivo generalmente se consideran igualmente probables.
Elección de la gama de dimensiones
- Si se remite a normas de tolerancia como la DIN 16901, puede determinar un intervalo de dimensiones adecuado para materiales específicos. Estas normas proporcionan tolerancias recomendadas para distintos tipos de dimensiones, como las dimensiones de tipo A y de tipo B.
Determinación de las dimensiones nominales
- Seleccionar la dimensión nominal es un paso crítico, aunque a menudo no está definida directamente por las normas de tolerancia. El tamaño nominal debe determinarse según la intención de diseño, los requisitos funcionales y la compatibilidad de montaje. Por ejemplo, si una pieza debe encajar estrechamente con componentes acoplados, puede requerirse una dimensión nominal más pequeña o más precisa.
Considerar la aplicación práctica
- Al seleccionar las tolerancias, también debe tenerse en cuenta el entorno de aplicación práctica de la pieza. Por ejemplo, si la pieza se va a utilizar en entornos con importantes variaciones de temperatura, puede ser necesario un intervalo de tolerancia mayor para tener en cuenta la dilatación o contracción térmica.
Coordinación y verificación
- Una vez establecidas las tolerancias, deben revisarse con el equipo de diseño, el departamento de producción y el personal de control de calidad para garantizar que sean tanto fabricables como capaces de cumplir con los requisitos de rendimiento. Cuando sea necesario, deben realizarse pruebas y validaciones para confirmar que las tolerancias seleccionadas son apropiadas.
En resumen, la selección de la tolerancia adecuada implica una consideración exhaustiva de los requisitos de diseño, las propiedades de los materiales, los métodos de procesamiento y los entornos de aplicación del mundo real, para garantizar la calidad y el rendimiento del producto.
Deje que Boyan le Ayude a Seleccionar las Tolerancias Correctas para el Moldeo por Inyección
Seleccionar las tolerancias adecuadas es crucial para garantizar la calidad y funcionalidad de las piezas de plástico. Dada la suavidad y elasticidad de los plásticos, medir con precisión sus dimensiones puede ser todo un reto. Le ofrecemos nuestra experiencia para ayudarle a determinar el rango de tolerancia dimensional adecuado. He aquí nuestro enfoque y metodología:
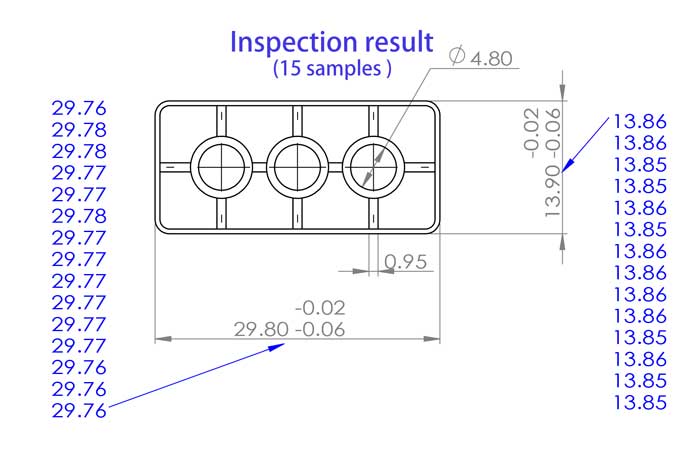
Centrarse en las dimensiones clave
- Para las dimensiones clave que son críticas para la funcionalidad y la calidad general del producto, establecemos estrictos márgenes de tolerancia. Creamos herramientas de medición especializadas, como calibradores go/no-go, para garantizar una medición precisa de las dimensiones.


Dimensiones menos importantes
- Para las dimensiones secundarias menos críticas, solemos utilizar herramientas de medición estándar, como calibres. También evaluamos el ajuste de estas dimensiones utilizando las piezas correspondientes para garantizar la compatibilidad.
- Además de utilizar piezas de ajuste para medir, también podemos emplear herramientas de inspección impresas en 3D para medir la precisión dimensional. Aunque los productos impresos en 3D tienen una precisión menor, normalmente de +/- 0,1-0,2 mm, son rentables y tienen ciclos de producción cortos, por lo que son adecuados para aplicaciones con requisitos de precisión ligeramente menores.
- A veces, sólo garantizamos el ajuste sin proporcionar valores de tolerancia específicos. Como ya se ha mencionado, es difícil medir con precisión las dimensiones de los plásticos, especialmente en el caso de materiales más blandos como el TPE, el TPU y la silicona.


Información y materiales necesarios para una determinación eficaz de la tolerancia
Para realizar estas tareas con mayor eficacia, necesitamos que nos facilite la siguiente información y material:
- Escenarios de uso específicos de la pieza: Comprender el entorno y las condiciones en las que se utilizará la pieza nos ayuda a determinar con mayor precisión el margen de tolerancia.
- Muestras de piezas a juego: Si es posible, facilitar muestras de otras piezas que vayan a utilizarse junto con la pieza en cuestión puede ayudarnos a evaluar y comprobar mejor la adaptabilidad de las tolerancias.
Nuestro objetivo es ayudarle a determinar las tolerancias adecuadas de forma rentable y eficaz. Este enfoque es especialmente beneficioso para las pequeñas y medianas empresas, ya que puede ahorrar tiempo y costes al tiempo que garantiza la calidad del producto.
Preguntas frecuentes
Un error común de las personas no familiarizadas con los plásticos es aplicar directamente las tolerancias de piezas metálicas a las piezas moldeadas por inyección.
Los plásticos se comportan de manera muy diferente: tienen menor rigidez, mayor deformación y sus dimensiones finales están influenciadas por muchos parámetros de moldeo. También es inevitable cierta cantidad de alabeo. Por estas razones, las piezas plásticas generalmente no pueden mantener las mismas tolerancias estrechas que las piezas metálicas mecanizadas.
Sin embargo, podemos controlar estrechamente dimensiones críticas y lograr alta precisión donde sea necesario (hasta ±0,02 mm). Para dimensiones afectadas por el alabeo natural, nos centramos en los requisitos funcionales y estéticos en lugar de forzar tolerancias poco realistas.
La mayoría de los usuarios no necesitan estudiar en detalle DIN 16901 o ISO 20457. Estas normas son utilizadas principalmente por ingenieros y equipos de calidad. Para la mayoría de los proyectos, es suficiente entender qué significa la tolerancia, cómo afecta la función de la pieza y qué rangos de tolerancia son típicamente alcanzables. Por eso proporcionamos una tabla de tolerancias simplificada basada en experiencia real de producción.
La tolerancia dimensional controla el tamaño de una característica, mientras que la tolerancia geométrica controla la forma, la planitud, el paralelismo, la redondez y otras características relacionadas con la forma. La norma ISO 20457 hace más hincapié en las tolerancias geométricas que estándares anteriores como la DIN 16901.
Sí. Características como paredes largas y delgadas, superficies planas grandes, nervaduras, salientes y geometría asimétrica pueden aumentar la deformación y dificultar el logro de tolerancias estrechas. Las buenas prácticas de diseño—espesor de pared uniforme, flujo equilibrado y ángulo de desmoldeo adecuado—ayudan a mejorar la estabilidad dimensional.
Sí. Es común aplicar tolerancias estrechas solo a características críticas (enganches por presión, puntos de alineación, superficies de sellado) y utilizar tolerancias estándar para áreas no críticas. Este enfoque reduce costos al tiempo que garantiza el rendimiento funcional.
No realmente.
Según la norma ISO 20457:2018, una pieza es aceptable siempre que cumpla sus requisitos funcionales y de uso, incluso si algunas dimensiones se desvían de la tolerancia general, a menos que se acuerde lo contrario.
La única excepción es cuando una desviación afecta la apariencia o la percepción del usuario, incluso si la pieza aún funciona correctamente.
Sí, pero lograr tal precisión a menudo requiere:
- Herramientas de alta precisión
- Condiciones de moldeo estables y repetibles
- Materiales con baja contracción
- En algunos casos, un molde de prueba antes de construir el molde de producción final
Estos pasos ayudan a confirmar si la precisión requerida es realista y repetible.
Comience considerando:
- Los requisitos funcionales de la pieza
- Si las características deben encajar, trabar o deslizarse juntas
- Características de contracción del material
- Compensaciones entre costo y precisión
Si no está seguro, nuestro equipo de ingeniería puede revisar su diseño y recomendar tolerancias apropiadas.
Generalmente sí. Las tolerancias más estrechas requieren:
- Herramientas más precisas
- Control de proceso más estricto
- Tiempos de ciclo más largos
- Inspecciones y controles de calidad adicionales
Para la mayoría de las piezas, un rango de tolerancia estándar es suficiente y más rentable.
Sí. Si comparte su modelo CAD y requisitos de tolerancia, podemos evaluar la viabilidad y sugerir ajustes si es necesario. Para tolerancias extremadamente estrechas, podemos recomendar construir primero un molde de prueba para validar el diseño.
Apéndice: Normas comunes para piezas moldeadas por inyección
En el proceso de fabricación y diseño de piezas moldeadas por inyección, se hace referencia habitualmente a varias normas para garantizar la calidad y consistencia del producto. Se enumeran a continuación para una referencia rápida:
- DIN 16901: 1982-11 — Esta norma alemana aborda específicamente las tolerancias dimensionales y desviaciones para componentes moldeados de plástico, aplicable a una variedad de materiales plásticos utilizados en moldeo por inyección.
- ISO 20457: 2018 — Esta norma internacional ofrece una guía integral sobre tolerancias dimensionales para piezas moldeadas de plástico, aplicable a varios métodos de procesamiento de plásticos.
- DIN 16742 — Es una norma para tolerancias generales y condiciones de aceptación de piezas moldeadas de plástico. Se aplica no sólo al moldeo por inyección, sino también al moldeo por compresión y al moldeo por extrusión.
- GB/T 14486-2008 — Esta es una norma nacional de China, que cubre las especificaciones de tolerancia dimensional para piezas moldeadas de plástico, adecuada para varios métodos de procesamiento de plásticos.
- Norma de la Industria Automotriz QC-T-29017-1991 — Esta norma específica para la industria automotriz de China detalla las tolerancias dimensionales para componentes moldeados de plástico dentro del campo automotriz.
- SAIC Standard MGR ES.22.PL.103 — Esta es una norma corporativa de SAIC Motor Corporation Limited en China, que guía específicamente las tolerancias dimensionales en el diseño y fabricación de piezas de plástico dentro de la empresa.
- ISO 2768 — Esta norma internacional es aplicable a piezas mecanizadas, incluidos componentes de plástico, donde no se indican explícitamente tolerancias específicas.
- JIS B 0401 — Esta norma industrial japonesa, similar a ISO 2768, proporciona orientación para dimensiones no indicadas específicamente con tolerancias en dibujos de ingeniería mecánica.
Entre estas normas, la ISO 2768 es quizás la más conocida. Sin embargo, es una norma general para tolerancias no especificadas y no está diseñada específicamente para piezas moldeadas por inyección.
