Comprensión y aplicación de tolerancias para procesos de plegado de chapa metálica
Un tolerado adecuado de los trabajos de plegado de chapa metálica es importante para que sus diseños estén listos para la fabricación. Este artículo explicará brevemente de dónde proceden las variaciones y cuáles podrían ser las tolerancias aceptables para las operaciones habituales en el taller.
De dónde proceden las variaciones
El proceso de plegado (conformado) es un proceso de no eliminación de material.
En los procesos de arranque de material (como el mecanizado CNC), la geometría mecanizada está controlada principalmente por la precisión de los movimientos de las herramientas de corte. Otros factores contribuyen mucho menos a la precisión final de las dimensiones.
Mientras que en el plegado de chapas metálicas, aunque las herramientas y matrices pueden fabricarse con mucha precisión, entran en juego el alargamiento del material, y la dirección del grano, etc. Todos estos factores deben tenerse en cuenta para un correcto tolerado de las piezas de chapa metálica.
El proceso de plegado en una prensa plegadora
En realidad, el espesor y la dureza templada de las chapas metálicas variarán de una chapa a otra, o incluso en diferentes zonas dentro de la misma chapa.
Mientras tanto, en el proceso de plegado de chapa metálica, el borde cortado o el borde formado se utilizan como puntos de referencia para posicionar la pieza de trabajo, estos puntos de referencia son menos precisos que los puntos de referencia mecanizados por CNC.
Por ello, es muy importante conocer las tolerancias adecuadas. Esto permitirá producir sus piezas de chapa metálica con eficacia y a bajo coste. Un exceso de tolerancia incrementará drásticamente los trabajos de comprobación y clasificación, y por tanto aumentará los precios y reducirá la velocidad de producción.
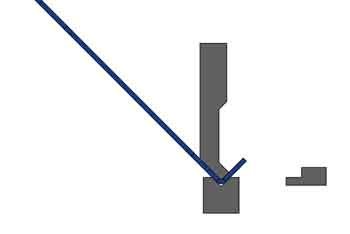
punzón, matriz y tope trasero para plegadora
Variaciones del grosor del material
En la vida real, el espesor de la chapa puede variar un poco en sus variaciones permitidas. Por ejemplo:
Acero laminado en frío de 2 mm: 1,90-1,97 mm
Acero laminado en caliente de 5 mm: 4,60-4,80 mm para el de marca; 4,40-4,75 mm para el de no marca (de peor calidad y más barato)
Las variaciones de grosor tienen un gran impacto en la precisión de las piezas acabadas.
Dos tipos de variantes para el plegado de chapas
1. Angular
Cuando se suelta el punzón (la matriz superior), la pieza se flexionará un poco hacia atrás. La cantidad de retroceso no será constante en todo momento, sino que dependerá de la dureza y el grosor del material.
Si el radio de curvatura y la dureza del material se eligen correctamente, el ángulo de curvatura puede ser normalmente de +/-0,5° a +/-1°.
springback de flexión
Cómo afecta a las dimensiones lineales
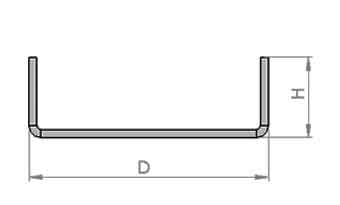
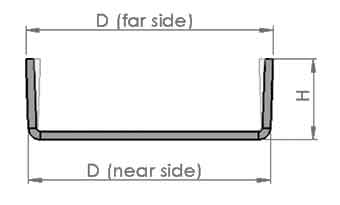
Cuando tomemos medidas de las dimensiones lineales, debemos medir el lado cercano de las curvas, porque las medidas en el lado lejano son menos precisas y consistentes (véanse las imágenes siguientes).
Ideal
En realidad
2. Lineal
En el proceso de doblado, la zona doblada se estira y se alarga (se alarga). Una vez más, la cantidad de alargamiento no es coherente debido a la irregularidad del grosor del material y el arnés, que causó la inconsistencia de las dimensiones.
Dimensiones controladas frente a no controladas
Las dimensiones lineales pueden clasificarse en controladas y no controladas.
Las dimensiones controladas se derivan directamente del plegado mediante la colocación de la chapa plana contra el tope trasero, por lo que están bajo un mejor control.
Las dimensiones no controladas se obtienen indirectamente a partir de 2 o más curvas, por lo que deben tener tolerancias mayores.
Un ejemplo
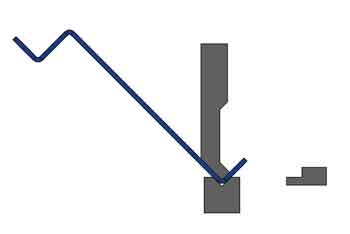
Suponiendo que vamos a producir una pieza como esta, y que pasará por 2 pasos
Primer paso
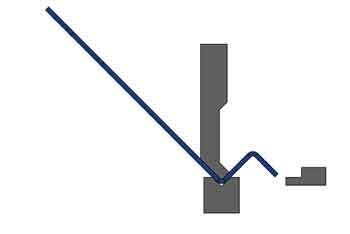
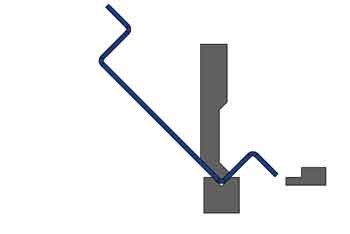
Segundo paso
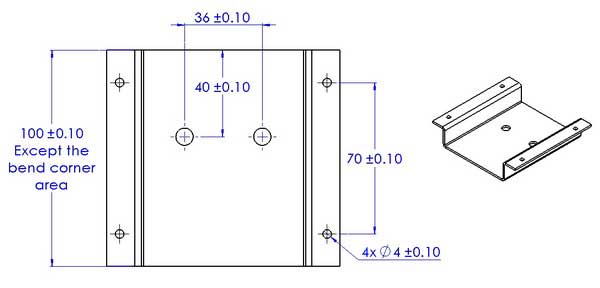
Las cotas controladas pueden tener una tolerancia más estricta que las no controladas, como se muestra a continuación:
Tolerancias normales para el plegado de chapa
En la práctica real, las tolerancias de sujeción variarán en función de muchos factores, como el espesor del material, la extensión total de las dimensiones, el acero laminado en frío o en caliente, etc. Una forma más rápida y fácil es mirar algunos ejemplos para obtener algunas ideas, y luego trabajar con su ingeniero DFM para el tolerado adecuado de cada trabajo específico.
Condición en los siguientes ejemplos: el espesor del material es inferior a 2mm, las piezas se fabrican mediante corte por láser y freno de prensadoblado.
Estos ejemplos indican las “zonas de confort” de las tolerancias, pero son sólo para grandes volúmenes de producción cuando se han optimizado las herramientas, el material y los procesos. Para pequeñas series de producción, puede que sea necesario aflojar las tolerancias.
Dimensiones cortadas con láser: de ±0,10 a ±0,20 mm (más precisas)
Las dimensiones de corte por láser incluyen el diámetro del orificio, la distancia entre orificios, la distancia entre orificios y bordes, la longitud y la anchura de la pieza en bruto, etc. Para grandes luces (como 2 metros), la tolerancia puede aumentar a ±1 mm.
Dimensiones curvadas: de ±0,25 a ±2 mm (menos preciso)
Las dimensiones de curvatura incluyen agujero a curvatura, curvatura a borde y curvatura a curvatura.
Las tolerancias variarán en función de la secuencia de doblado. Los primeros doblados serán más precisos, ya que utilizan el borde cortado como punto de referencia, los siguientes doblados que utilizan el borde doblado como punto de referencia serán menos precisos. La última cota no controlada será la menos precisa.
Utilización de la arista de corte como plano de referencia
Más preciso
Utilización de la arista doblada como plano de referencia
Menos preciso
Consejo: Descubrirá que es difícil mantener las distancias de agujero (u otras características) para doblar o de agujero a agujero (después de doblar) con una tolerancia ajustada. Cuando las tolerancias ajustadas para estos son inevitables, estos agujeros (u otras características similares) deben ser mecanizados por CNC después del doblado.
Priorizar las tolerancias
Si tomamos diferentes secuencias de doblado, podemos obtener diferentes tolerancias en cada dimensión. Por eso es importante indicar cuáles son las dimensiones clave, o explicar a su fabricante cómo funcionan las piezas en su montaje.
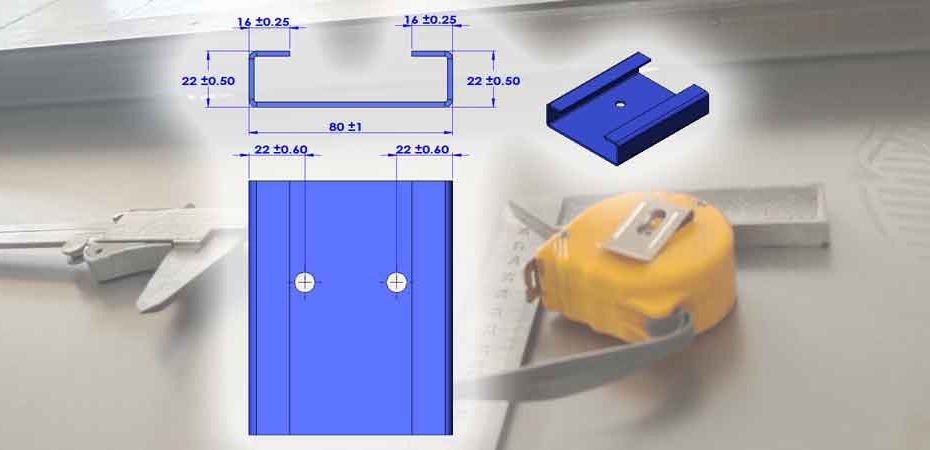
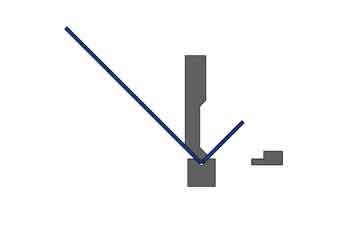
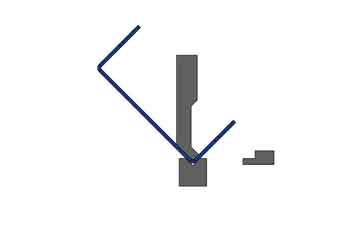
Secuencia de plegado 1
Primer paso
Paso 3
Paso 2
paso 4
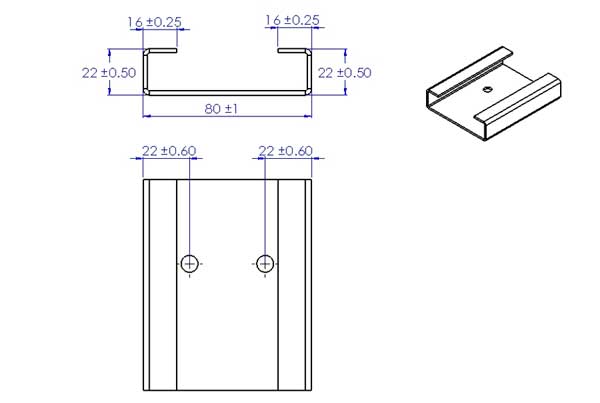
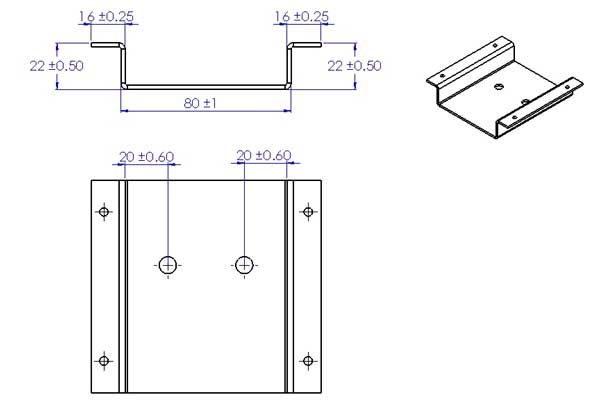
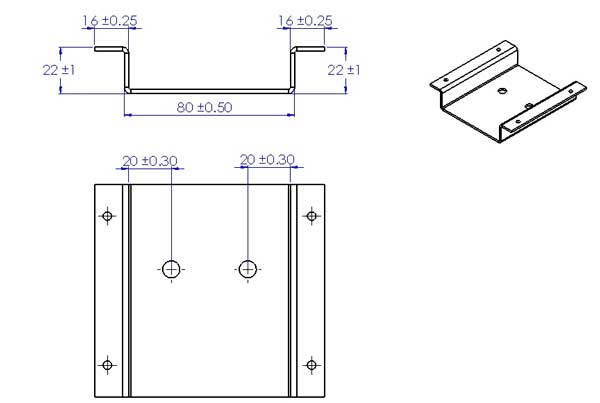
Con esta secuencia de plegado, la anchura inferior es de 80 ± 1 mm, mientras que la altura es de 22 ± 0,50 mm.
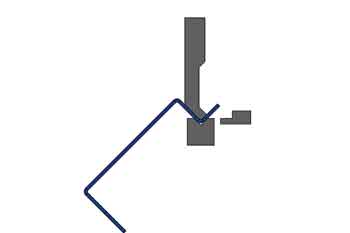
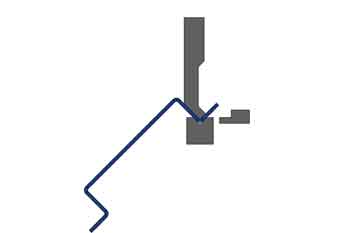
Secuencia de flexión 2
Primer paso
Paso 3
Paso 2
Paso 4
Esta es una secuencia de plegado anormal, se requieren herramientas especiales para evitar que la pieza interfiera con la máquina.
Con esta secuencia de plegado, la anchura del fondo puede mantenerse en 80 ± 0,5 mm, pero la altura sólo puede alcanzarse en 22 ± 1 mm.
Conclusión
Este post pretende ayudarle a comprender cuál puede ser la tolerancia de sujeción de sus piezas de chapa metálica. Sin embargo, incluso para un diseñador experimentado, puede ser difícil y llevar mucho tiempo decidir las tolerancias para todas y cada una de las dimensiones, un enfoque más fácil es explicar al fabricante o al ingeniero DFM cómo encaja y funciona la pieza en el conjunto, cómo interactúa con los componentes de acoplamiento. Ellos tienen la experiencia o pueden hacer algunos dispositivos de inspección basados en su información, y calcular las tolerancias más adecuadas para las dimensiones clave.
Boyan Manufacturing Solutions tiene una amplia experiencia en la fabricación de chapas metálicas. Si tiene alguna pregunta, por favor deje un mensaje a continuación, o envíe sus dibujos para su consulta.