Remedies:
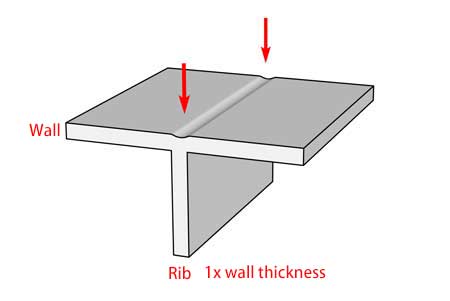
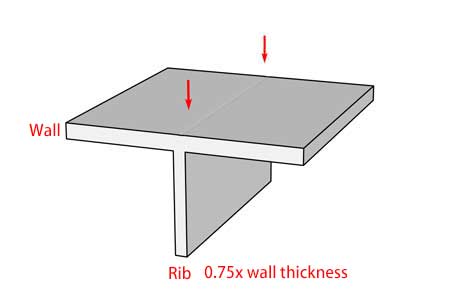
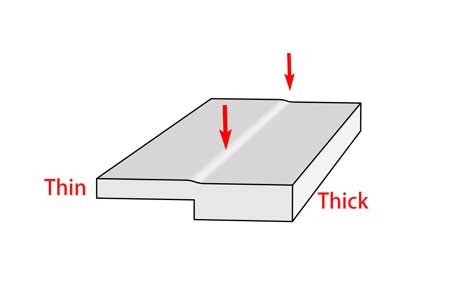
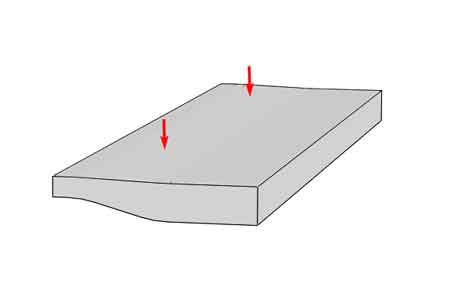
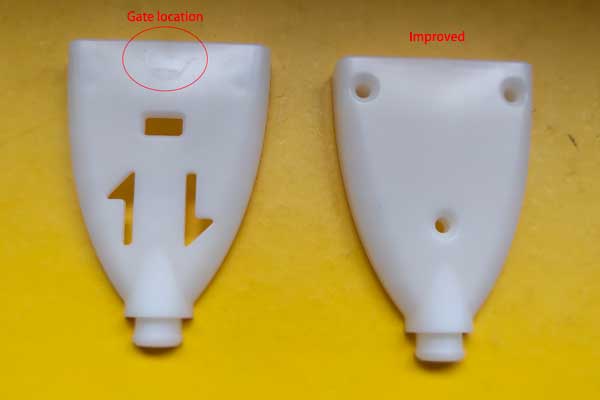
- Verbessern Sie das Gate-Design: Vermeiden Sie Anschnitte in dicken und offenen Bereichen, und vermeiden Sie, dass das Material von dünneren zu dickeren Abschnitten wandert.
- Einstellung der segmentierten Einspritzgeschwindigkeit: Verringern Sie die Einspritzgeschwindigkeit, wenn der Kunststoff in offenere Bereiche eintritt, um Schlangenlinien zu vermeiden.
- Erhöhung der Werkzeug- und Düsentemperatur: Höhere Temperaturen für die Form und den Kunststoff verbessern das Fließen und die Verschmelzung, wodurch Schlangenflussmarkierungen reduziert werden.
- Torgröße vergrößern: Ein größerer Anschnitt kann das Fließen des geschmolzenen Kunststoffs verbessern und so die Schlangenflussmarkierungen minimieren.
- Verhindern Sie das Eindringen von kaltem Material in die Form: Durch das Hinzufügen eines kalten Butzenschachts zum Abfangen von kaltem Material wird beispielsweise sichergestellt, dass nur gleichmäßig geschmolzener Kunststoff in den Formhohlraum gelangt.
Zusammenfassend lässt sich sagen, dass diese Maßnahmen die Bildung von Fließspuren beim Spritzgießen wirksam reduzieren und die Produktqualität verbessern können.