当社は、固定式および回転式レーザーヘッド切断機を活用した金属管加工において豊富な経験を有しています。専門知識は、様々な材料、切断形状、加工技術をカバーし、最適な製造性を確保します。さらに、高品質な結果を提供しながら、コスト効率の維持に注力しています。
レーザー管材切断機は、CNC(コンピュータ数値制御)装置として、管やパイプの切断に非常に効率的なツールです。従来の方法と比較して、レーザー切断にはいくつかの重要な利点があります:
レーザー管材切断には大きな利点がありますが、いくつかの欠点もあります:
レーザー管切断機がステンレス鋼管を切断する様子を見てみましょう。3つのチャックと材料トレイが積み込み・積み出しに使用されていることに注目してください。それらの動きをご覧ください。.
ボヤンでは、回転式レーザーヘッドを搭載したレーザー管材切断機を使用して、複雑な5軸(または3Dと呼ばれる)管材レーザー切断を加工しています。私たちの能力は単純な管材切断にとどまらず、さまざまな穴形状や切り欠きの作成も可能です。.
加工可能材料: 通常、鋼管およびステンレス鋼管を取り扱います。アルミニウムや銅などの材料では、これらの金属の高い反射率がレーザー切断に課題をもたらします。これは加工難度を高めるだけでなく、レーザーヘッド損傷のリスクもあります。加工性向上のため、補助ガスを使用しますが、これらの材料は加工コストが高くなります。.
加工可能形状: 角形管(角管)、丸形管、楕円形管、およびアングル、H形鋼、U形鋼など、様々な形状を切断できます。断面寸法が機械のチャックシステムの能力範囲内であれば、切断作業に対応可能です。.
切断長さ: 単一ワークピースの最大長は6メートルまで可能で、長尺管材に対応し、多様なプロジェクトニーズに応えることができます。.
ボヤンでは、レーザー切断サービスにおいて柔軟性と精度を確保しており、さまざまな加工要件に対して信頼できるパートナーとなっています。.
まず、レーザー管材切断機(回転式レーザーヘッドがなくても)は、平らな切断面しか作れないノコギリとは異なり、複雑な切断面を実現できます。プログラム可能なレーザーヘッドにより、複雑な形状を切断することが可能で、非標準形状や曲線エッジを持つ部品に理想的です。これにより、切断プロセスの柔軟性と精度が向上し、従来の機械的切断方法に比べて大きな利点を提供します。.
回転式レーザーヘッドの最も重要な利点の一つは、面取り切断を作成できることです。従来の切断方法とは異なり、切断は管の軸に対して垂直である必要はなく、角度をつけて行うことができます。.
ただし、レーザーヘッドの最大傾斜角度は通常45°であるため、面取りの角度は45°を超えないように注意することが重要です。.
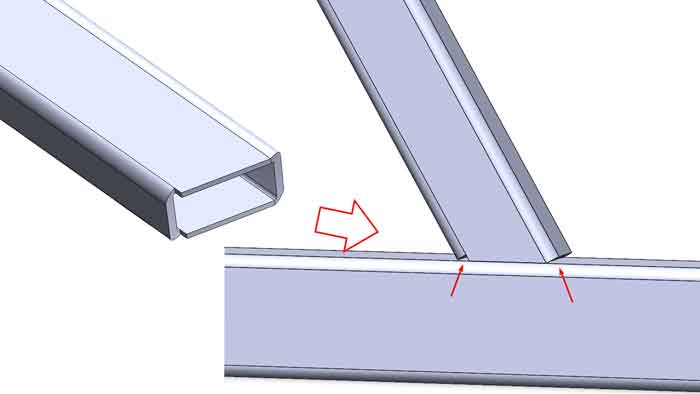
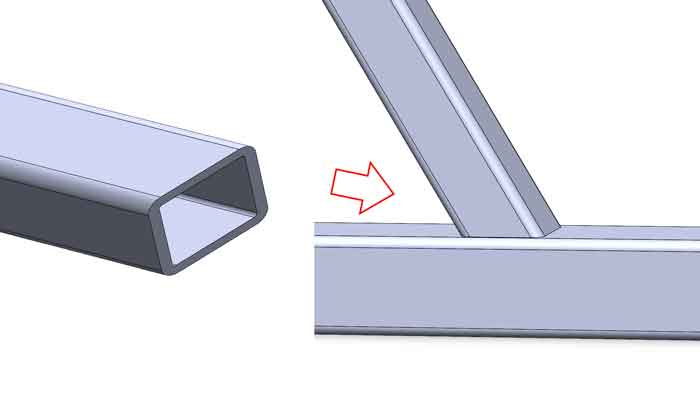
この機能は、ある程度の厚みを持つ管材に特に有益です。例えば、2本の管材を角度をつけて交差させて溶接する必要がある場合、面取り切断により接合部の隙間をなくし、より密着した正確なフィットを確保できます。.
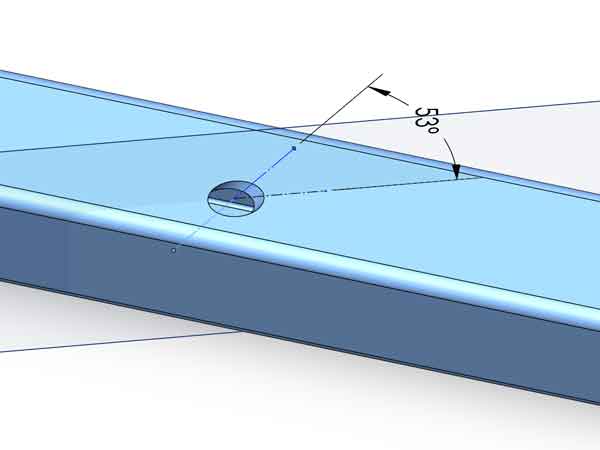
角度穴は、他の方法では実現が難しいもう一つの機能ですが、回転式レーザーヘッドを使用すれば簡単かつ効率的に行うことができます。.
穴の軸は任意の角度に傾けることができ、さまざまな用途に柔軟に対応できます。ただし、面取り切断と同様に、レーザーヘッドの可動範囲の制限により、穴の最大傾斜角度は45°を超えないようにする必要があります。.
この能力により、特に複雑な管材やプロファイル構造において、より正確で多様な穴配置が可能になります。.
この動画は、角度穴の切断プロセスを示しています。.
時には、溶接面取りを作成したり、穴に対して座ぐり加工を行ったりする必要がありますが、これは複数の切断パスで実現できます。このアプローチは加工時間を増加させます(実質的に必要な時間が倍になります)が、他の加工方法と比較して依然としてコスト効果が高いです。.
ただし、下の画像に見られるように、表面には密に並んだ切断痕が残ることに注意することが重要です。ほとんどの用途では、この表面仕上げはまだ許容可能で、効率性とコスト効果のバランスを提供します。.
角形管や長方形管に切り欠きを入れ、その後管材を曲げることで、曲げを形成するための滑らかな溶接継ぎ手を作成する過程で、切り欠きをきれいに除去できます。この方法にはいくつかの利点があります:
考慮事項:
管材切断において精度と柔軟性をお求めなら、当社の回転式レーザーヘッド技術がお役に立ちます。複雑な切断、面取りエッジ、角度穴を容易に処理できます。.
お客様のニーズに合わせた見積もりをご希望の場合は、本日お問い合わせください。プロジェクトのサポートを喜んでお手伝いします。.