マイクロ射出成形は、以下のような様々な産業分野で多岐にわたる用途があります:
- マイクロギア: 様々なデバイスやシステムで使用される小型で精密な歯車の製造。.
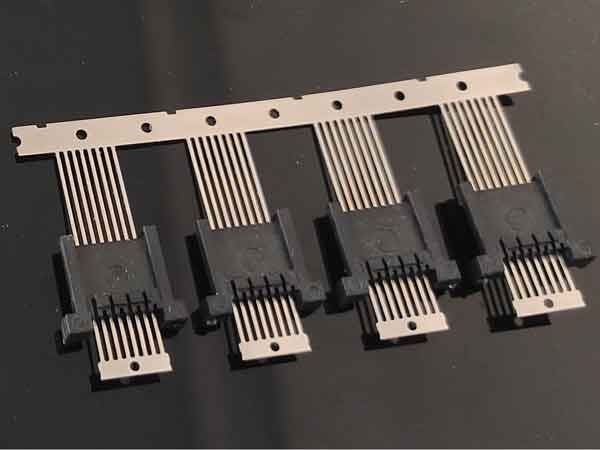
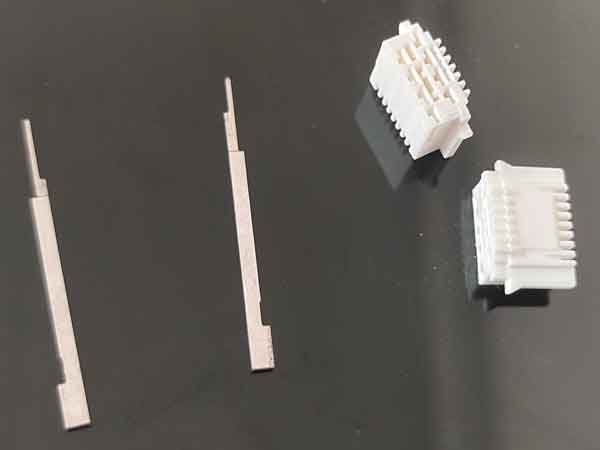
- 電子コネクタ: 電子機器用の小型コネクタの製作。.
- マイクロスイッチ: 電子機器で使用される微小スイッチの製造。.
- ハウジング: 電子部品や機械部品用のコンパクトな筐体の作成。.
- 自動車用回転ダンパー: 自動車システム向けの部品を製造する。.
- ペンパーツ: ペンの小型部品の製造。.
- ドローンパーツ: ドローン用の精密部品の製造。.
- ヘッドフォン: ヘッドホン組立用の複雑な部品の作成。.
- 医療機器: カテーテルチップ、シリンジ部品、マイクロ流体デバイス、手術器具部品を含む医療機器用の重要な部品の開発。.
これらの用途は、多様な産業や製品で使用される小型で高精度なプラスチック部品の製造において、マイクロ射出成形の汎用性を示しています。.