Çözümler:
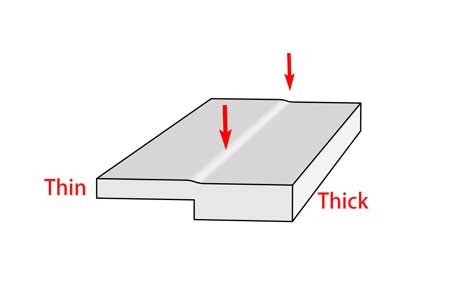
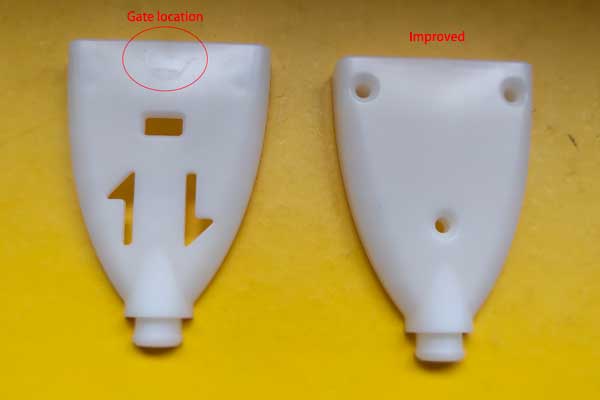
- Geçit Tasarımını İyileştir: Kalın ve açık alanlarda geçit tasarımlarından kaçının ve malzemenin daha ince bölümlerden daha kalın bölümlere hareket etmesini önleyin.
- Segmentli Enjeksiyon Hızı Ayarlaması: Plastik daha açık alanlara girdiğinde enjeksiyon hızını yavaşlatarak yılan akış izlerini azaltın.
- Kalıp ve Nozul Sıcaklığını Artırın: Kalıp ve plastik için daha yüksek sıcaklıklar akışı ve birleşmeyi iyileştirerek yılan akış izlerini azaltır.
- Geçit Boyutunu Büyüt: Daha büyük bir geçit, erimiş plastik akışını iyileştirerek böylece yılan akış izlerini en aza indirir.
- Soğuk Malzemenin Kalıba Girişini Önleyin: Örneğin, soğuk malzemeyi engellemek için soğuk parça çukuru eklemek, yalnızca düzgün şekilde erimiş plastiğin kalıp boşluğuna girmesini sağlar.
Özetle, bu önlemler enjeksiyon kalıplamada yılan akış izlerinin oluşumunu etkili bir şekilde azaltarak ürün kalitesini artırabilir.