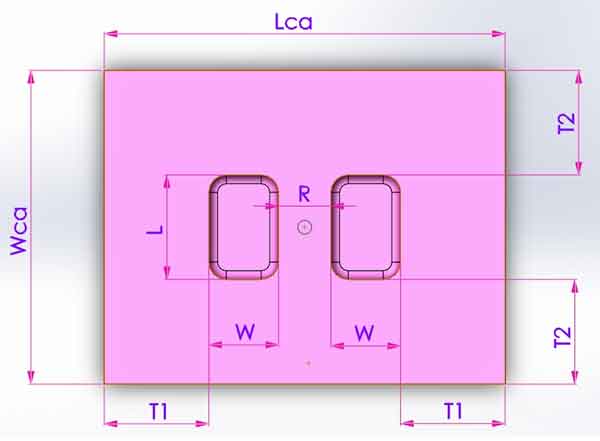


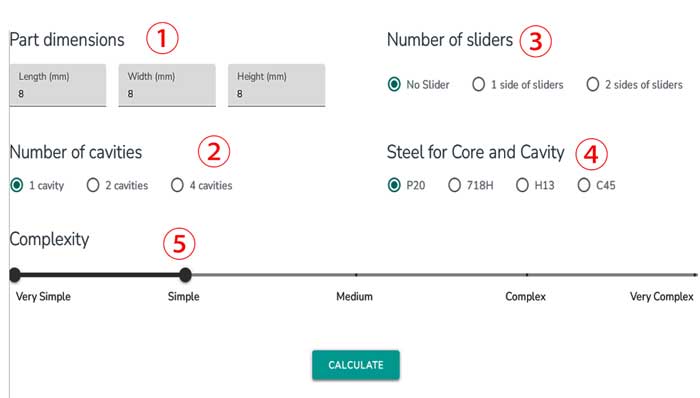
Uzunluğun (L) genişlikten (W) büyük olduğundan emin olun, aksi takdirde değerleri otomatik olarak değişecektir.
Not: L, W ve H için maksimum değer: 600mm
L, W ve H için minimum değer: 8mm (değer daha küçükse lütfen 8mm kullanın)


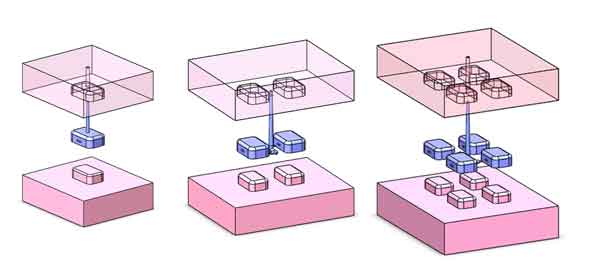
3 seçenek bulunmaktadır: 1 kavite, 2 kavite ve 4 kavite.
Burada 3 seçenek vardır: kaydırıcı yok, kaydırıcıların 1 tarafı ve kaydırıcıların 2 tarafı
Not: Aynı tarafta birden fazla kaydırıcı varsa, bunlar kaydırıcıların 1 tarafı olarak kabul edilir.

Helikal dişliler için lütfen 2 taraflı sürgü seçiniz çünkü sarmal bir çıkarma mekanizması vardır.
P20 - düşük uç; 718H (orta); H13 (yüksek uç), bu kalıp çelikleri en yaygın kullanılanlardır.
C45 de bazen düşük uç uygulamalarda kullanılır.
Karmaşıklık seviyeleri beş kategoriye ayrılmıştır: çok basit, basit, orta, karmaşık ve çok karmaşık. “Basit” sınıflandırma minimum küçük ayrıntılar, daha düşük hassasiyet gereksinimleri, daha az ve daha küçük kaydırıcılar ve daha düşük kaburgalar anlamına gelir. Öte yandan, “karmaşık” bir sınıflandırma daha karmaşık ayrıntıların, daha yüksek hassasiyetin, daha büyük ve daha fazla kaydırıcının ve daha uzun kaburgaların varlığına işaret eder, aslında basit kategorinin tersidir.
Kapsamlı bir anlayış için, lütfen kalıbın fiyat faktörünü etkileyen daha önce tartışılan faktörlere bakın.
Daha bilgilendirici bir referans için geniş bir fiyat aralığı sağlamak amacıyla 2 veya 3 karmaşıklık seviyesinin seçilmesi tavsiye edilir.
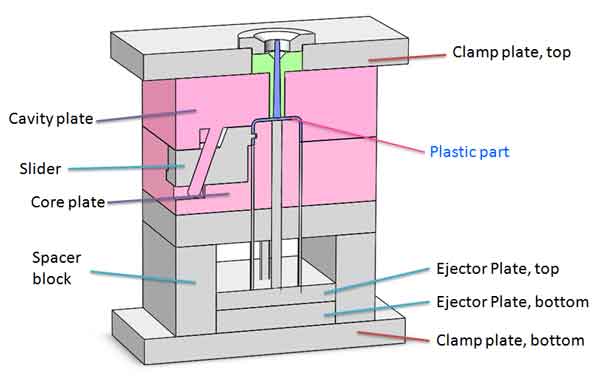
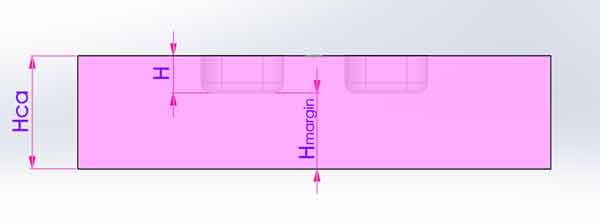
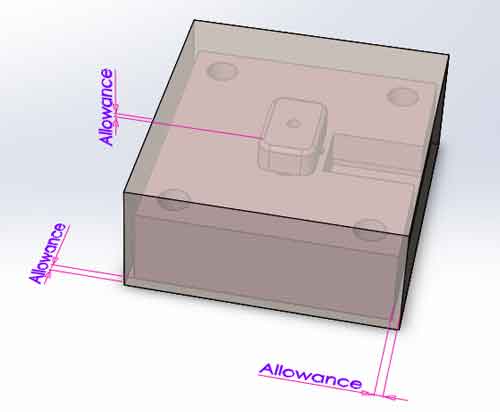
Bu, kalıp boyutunun tahminidir, böylece kalıbın nasıl görüneceğine dair görsel bir anlayışa sahip olursunuz.
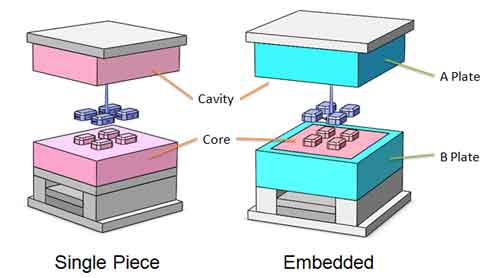
Çekirdek ve Boşluk çeliği daha pahalı çelikten yapıldığından, daha küçük yapılabilmeleri için genellikle A/B plakalarına gömülürler
Hesaplayıcı, gömülü ve tek parçalı tasarımların sonuçlarını otomatik olarak karşılaştıracak ve daha iyi seçeneği seçecektir.
Bu hesaplayıcı, daha iyi bir referans sağlayan bir fiyat aralığı elde edebilmeniz için her biri farklı bir karmaşıklık düzeyine karşılık gelen 2-3 fiyat verecektir. Her fiyat, bir maliyet dökümü ve bunların yüzdesini sağlar.





Kalıp fiyatlarının çoğunluğu $1,000 ile $10,000 arasındadır. Ancak, otomotiv parçaları için kullanılanlar gibi bazı büyük ölçekli kalıpların maliyeti birkaç yüz bin dolara ulaşabilir.
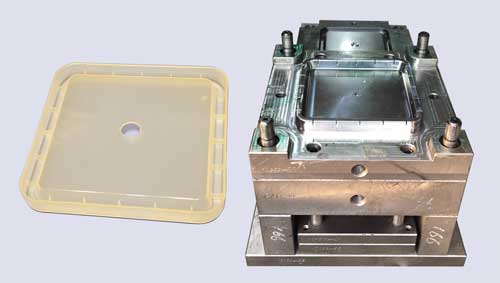
Malzeme maliyetleri genellikle toplam kalıp fiyatının 20-35%'sini oluşturur. Ancak, aşağıdaki örnekte gösterilen sandalye gibi bazı daha büyük ve basit kalıplar için malzeme maliyetleri toplam maliyetin 60-70%'sini oluşturabilir.

Küçük bir kalıp üreticisi bir taban fiyat teklif ederse, orta ölçekli bir üretici bu miktarın 1,5 ila 2 katını, büyük bir üretici ise taban fiyatın 2 ila 2,5 katını teklif edebilir. Bu farklılık, üreticiler arasındaki genel giderler ve kâr beklentilerindeki farklılıklardan kaynaklanmaktadır.
Şart değil.
Küçük kalıp üreticileri her projeye daha fazla ilgi gösterebilir, ancak yetenekleri büyük ölçüde değişir. Bazıları kaliteli sonuçlar elde etmek için gerekli becerilerden yoksun olabilir, bu nedenle ayırt etmek çok önemlidir.
Orta ölçekli üreticiler projenize daha az odaklanabilir ve daha küçük fabrikalara benzer şekilde teknik yeterliliklerini garanti edemezler.
Büyük kalıp üreticileri güçlü teknik kabiliyetlere sahiptir, ancak projenize aynı derecede öncelik vermeyebilirler. Büyük üreticilerle risk en düşük seviyede olsa da, onlarla işbirliği esneklik ve uyarlanabilirlikten yoksun olabilir.
Bu nedenle, bu sorunun cevabı kesin değildir ve kapsamlı bir durum tespiti gerektirir.
Kalıp kalitesini hızlı bir şekilde değerlendirmek için aşağıdaki hususları göz önünde bulundurun:
Kapının tasarımı ve soğutma kanallarının düzenlenmesi gibi tasarımın rasyonelliği; daha sonraki iyileştirmelerden kaynaklanan minimum izlerle işlemenin hassasiyeti; ve genel işleme doğruluğunu gösteren, sorunsuz hareket etmesi gereken ejektör plakasını itmek için manuel bir test.
Kalıp maliyetlerini düşürmeye yardımcı olabilecek çeşitli yaklaşımlar vardır:
- Kalıp tasarımını basitleştirebilecek alt kesimleri azaltma ve nervür yüksekliklerini düşürme gibi akıllı ürün tasarımı.
- Aile kalıplarının kullanılması, ihtiyaç duyulan toplam kalıp sayısını azaltabilir.
- Uygun kalıp çeliği malzemelerinin seçilmesi. Bazı kalıplarda, boşluk aşınma ve yıpranmaya daha yatkın olduğu ve çapaklara yol açtığı için maça için daha düşük dereceli bir malzeme kullanılabilir.
- Son olarak, doğru kalıp üretim tesisi ile ortaklık kurmak çok önemlidir.
Ağırlığa dayalı kalıpların maliyeti tipik olarak kilogram başına $8 ila $50 arasında değişir. Bu değişim, kalıp için kullanılan çelik türünün yanı sıra kalıbın karmaşıklığı ve boyutundan da etkilenir.
Kilogram başına $2 ila $20 arasında değişen kalıp çeliği fiyatı, kalıp maliyetlerinin nispeten yüksek olduğunu düşündürse de, durum her zaman böyle değildir. Malzeme maliyetleri tek başına toplam kalıp fiyatının 20% ila 35%'sini oluşturabilir ve hatta 50%'yi aşabilir.
Bunun nedeni, fiyatlandırmanın kalıbın net ağırlığına dayanması, ancak kullanılan gerçek malzemenin genellikle bu miktarı aşmasıdır. Ayrıca, fiyatlandırma, ağırlığa göre fiyatlandırılmayan komple ürünler olarak satılan kalıp aksesuarlarını hesaba katmaz ve bakır veya grafit elektrotlar gibi elektrik deşarjlı işleme (EDM) malzemelerini içermez. Bu faktörler kalıbın fiyatlandırma yapısına karmaşıklık katmaktadır.