Quando é que se deve ser mais cuidadoso na seleção dos tipos de porta de moldagem por injeção adequados?
A conceção da porta do molde de injeção pode parecer um aspeto simples do processo de moldagem, mas há casos em que exige uma atenção redobrada e uma consideração cuidadosa. Enquanto alguns projectos podem decorrer sem problemas com uma escolha de porta padrão, outros seguem um caminho mais complexo. Vamos analisar os cenários em que o design da porta se torna um fator crítico que exige atenção extra.
Apresentamos abaixo uma lista de 5 cenários que exigem uma atenção acrescida à conceção do portão:
1. Requisitos estéticos críticos
Em indústrias onde a estética é importante, como a eletrónica de consumo ou os interiores de automóveis, a conceção de portões torna-se uma arte. A localização, tamanho, e vestígio do portão devem ser meticulosamente planeados para minimizar as marcas visíveis no produto final. Mesmo a mais pequena imperfeição pode diminuir a atração geral. Atingir este nível de precisão exige um olhar atento aos detalhes e um profundo conhecimento do comportamento do material durante a injeção.
Componentes estéticos elevados
Estas são as partes de uma chave de carro, todas fabricadas num molde familiar. Exigem uma aparência marcante sem a necessidade de impressão ou pintura. Foram feitas por moldagem de 2 tiros. O material é branco para deixar passar a luz, fazendo com que a chave brilhe no escuro.
2. Componentes susceptíveis de deformação
Certos modelos de componentes de plástico são susceptíveis de deformação ou retração irregular, resultando em deformações como a transformação de um círculo perfeito numa forma oval. A escolha da localização da porta pode ter um impacto na direção e na extensão de tais deformações. Em alguns casos, existe apenas uma escolha óptima do design da porta.
Este tipo de peça de plástico tem tendência a dobrar-se
3. Desenhos de peças susceptíveis de apresentar defeitos de moldagem
A conceção de portas de moldagem por injeção para peças transparentes requer uma análise cuidadosa e uma vasta experiência para evitar defeitos na moldagem por injeção.
4. Parte grande com vários portões
Algumas peças requerem múltiplas comportas para um enchimento eficaz. A coordenação destas portas para garantir um fluxo e enchimento equilibrados exige uma análise cuidadosa. A interação entre múltiplas portas pode afetar a integridade estrutural e o aspeto visual da peça.
5. Moldes multi-cavidades
Nos moldes que produzem várias peças em simultâneo, a colocação e o equilíbrio das comportas são cruciais. O enchimento desajustado pode levar a uma qualidade desigual das peças ou mesmo a uma falha do molde.
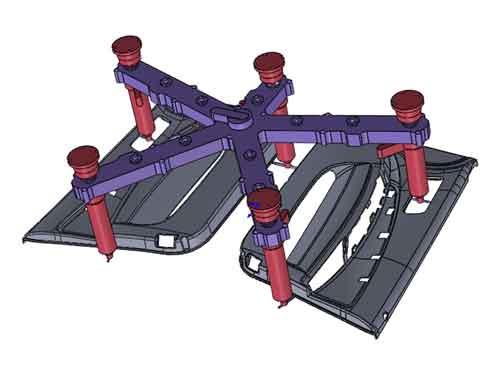
Molde de 24 cavidades para dispensador de loção
Para peças de plástico finas como estas, a utilização de uma disposição circular é bastante adequada. Isto assegura que a pressão de injeção em cada porta é relativamente equilibrada, garantindo que o tamanho e a plenitude de cada produto são quase idênticos.
Em suma, a conceção de comportas é mais difícil para artigos com formas complexas, requisitos de elevada precisão dimensional e geométrica, artigos realmente grandes e moldes com um grande número de cavidades. Uma compreensão abrangente da dinâmica do fluxo e da interação das comportas é crucial nestes cenários. Além disso, a análise do fluxo do molde assistida por computador é frequentemente utilizada para analisar e otimizar este processo complexo.
O que é a porta do molde de injeção?
Uma porta de molde de injeção é uma pequena abertura num molde através da qual o plástico derretido é injetado para formar um produto. É como a entrada para o material. O tamanho e a posição da porta influenciam a forma como o plástico flui e preenche o molde, afectando a qualidade e o aspeto do produto final.
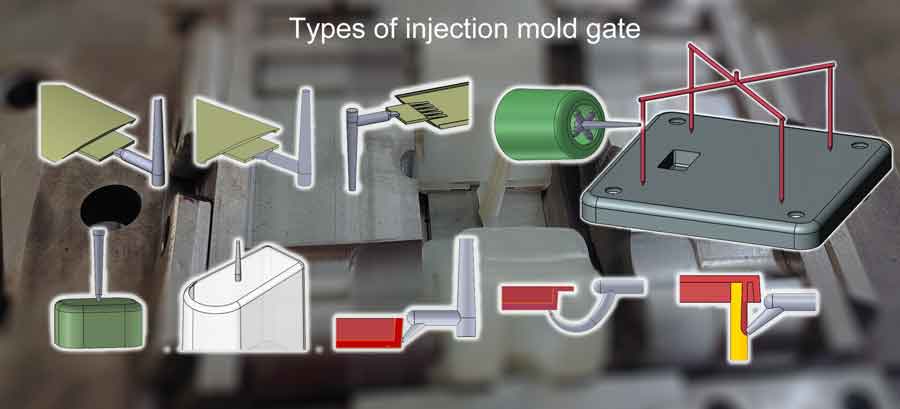
Tipos básicos de portas de molde de injeção
Porta de borda
Uma porta de borda é uma configuração de porta posicionada na linha de separação do molde, onde as duas metades do molde se juntam.
(A vista de cima)
(Esta é a animação de enchimento de uma porta de borda)
Prós:
Facilidade de maquinagem: As portas de borda são simples de maquinar e podem ser ajustado em tamanho relativamente fácil durante a fase de ensaio do molde.
Cicatriz do portão menos percetível: A cicatriz do portão está situada na extremidade da peça, tornando-a menos percetível. Isto torna-a adequada para peças em que apenas é necessária uma qualidade estética média.
Contras:
Limitado a determinados tamanhos de peças: Mais adequado para peças mais pequenas com múltiplas cavidades. Para peças maiores, de cavidade única, uma porta de borda requer a utilização de um sistema de canal quente.
Prestígio e aparência: A colagem de bordas ainda deixa marcas ou vestígios na borda da peça, tornando-a adequada principalmente para componentes menos sensíveis do ponto de vista estético. Requisitos de aparência elevados podem necessitar de maquinação adicional.
Tensão de cisalhamento e jato: Podem ocorrer tensões de cisalhamento elevadas e potenciais problemas de jato na área do portão, especialmente para peças de paredes mais espessas, afectando a qualidade da peça.
Porta de ventoinha
Uma porta em leque é uma evolução do design da porta de borda, apresentando uma abertura mais larga que espalha o fluxo de material num ângulo mais amplo para dentro da cavidade. O seu fundo inclinado minimiza as alterações na secção transversal do fluxo.
(A vista lateral)
(Este processo de enchimento é muito semelhante ao exemplo da porta de borda acima, apenas para ilustrar como a porta funciona durante o processo de enchimento).
Prós:
Dinâmica de fluxo melhorada: A abertura mais larga de uma comporta em leque melhora as caraterísticas do fluxo de material, ajudando a um enchimento eficiente da cavidade.
Redução da tensão de cisalhamento: Comparativamente a outros sistemas de gating, os fan gates resultam numa menor tensão de cisalhamento perto do gate, minimizando potenciais defeitos nas peças.
Defeitos de peças atenuados: As portas em leque ajudam a diminuir a probabilidade de problemas de dobragem e de jato das peças, contribuindo para uma maior qualidade das peças.
Contras:
Desafios da degradação: A remoção da cicatriz do portão deixada por um portão em leque pode ser mais difícil, exigindo potencialmente passos de acabamento adicionais.
Aumento do prestígio: Os portões em leque podem deixar vestígios ou marcas mais visíveis na peça moldada, em comparação com os portões de rebordo normais.
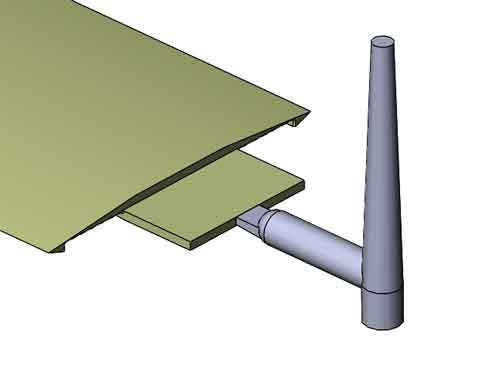
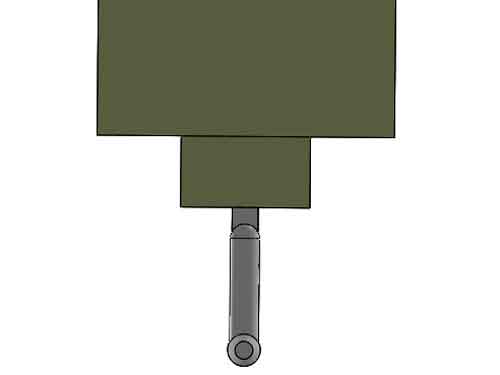
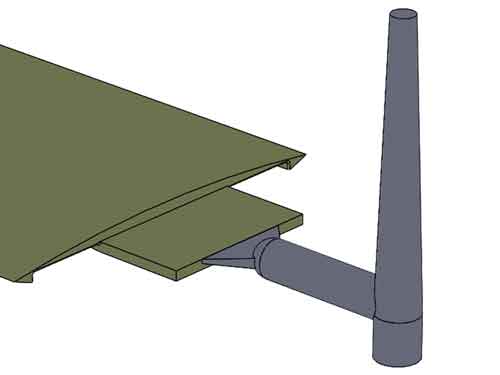
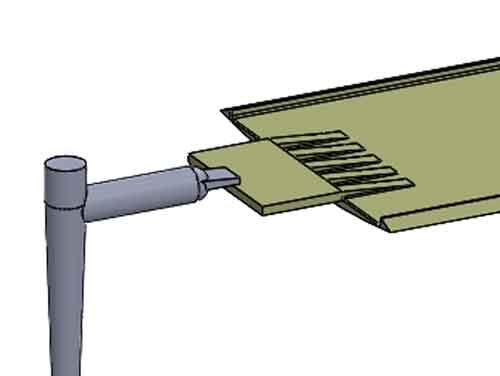
Portão de tabulação
Uma porta de aba é uma configuração de porta semelhante a uma porta de borda, mas com uma caraterística distinta: a porta está localizada no topo de uma superfície plana da peça. Ao contrário de outros portões que fazem parte da cavidade, um portão de aba é formado no lado do núcleo do molde. Esta configuração melhora a distribuição do material e evita fluxos diretos abruptos para a cavidade.
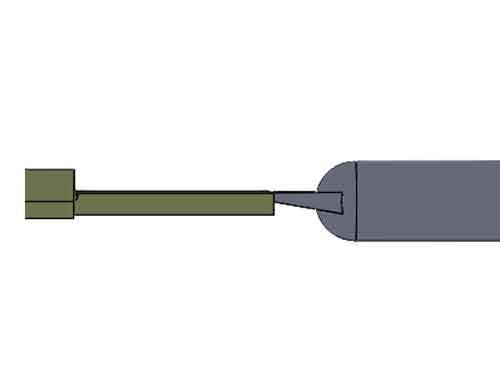
(O separador restante após a limpeza)
(Mais uma vez, este processo de enchimento é bastante semelhante aos dois exemplos anteriores)
Prós:
Fluxo de material melhorado: A colocação da lingueta ajuda a um fluxo de material mais suave, permitindo um enchimento mais uniforme da cavidade.
Redução do risco de jato: Ao controlar a dinâmica do fluxo, os separadores reduzem a probabilidade de defeitos de jato na peça final.
Baixa resistência ao fluxo: O design de um tab gate minimiza a resistência ao fluxo, contribuindo para uma moldagem por injeção eficiente.
Simplicidade e rentabilidade: As portas de tabulação têm um design simples e custos de fabrico relativamente baixos.
Contras:
Potencial de ruborização do portão: Certos cenários podem levar ao rubor do portão, exigindo uma análise cuidadosa da colocação e conceção do portão.
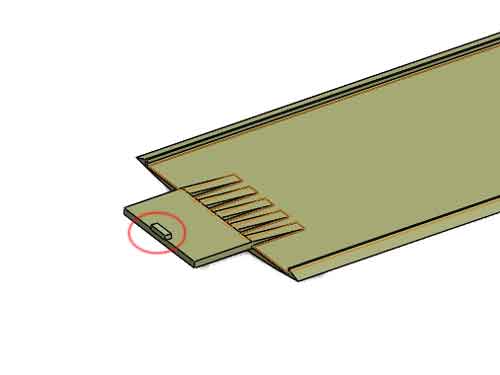
Desafio de limpeza: A limpeza da caraterística da patilha pode ser problemática. Idealmente, o seu posicionamento deve permitir uma saliência; caso contrário, poderá ser necessária uma maquinação pós-moldagem.
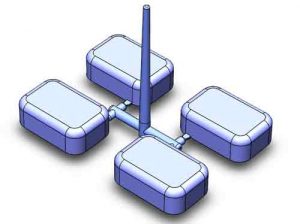
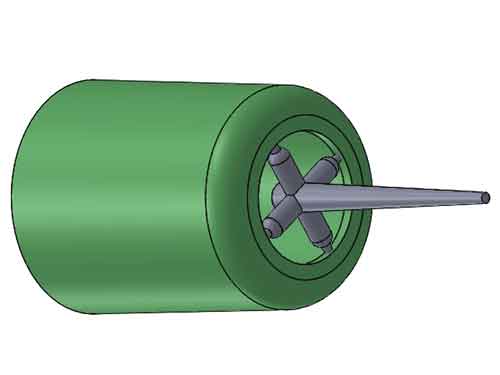
Porta de raios
A porta de raios deriva o seu nome da sua configuração semelhante à dos raios de uma roda. Tem frequentemente quatro raios para facilitar a maquinagem. A porta de raio é utilizada principalmente em peças tubulares, este sistema de porta aumenta a circularidade.
Prós:
Enchimento equilibrado do tubo: A porta de raio assegura um enchimento mais uniforme das secções tubulares, evitando distorções ou ovalizações.
Linha de solda minimizada: O padrão de fluxo reduz o encontro de 2 frentes de fluxo em comparação com o design de uma comporta. Isto ajuda a reduzir as linhas de soldadura.
Contras:
Maquinação complexa e custos mais elevados: O design complexo e os requisitos de maquinagem aumentam a complexidade e os custos de fabrico.
Formação de cicatriz/vestígio: A porta do raio deixa quatro cicatrizes ligeiras que podem ser difíceis de remover completamente, afectando potencialmente o aspeto da peça.
Porta de ponto de pino
O portão de ponta de pino (ou portão de pino) é caracterizado pela sua forma de cone invertido que termina numa ponta afiada. Com um diâmetro que varia tipicamente entre 0,8 e 1,5 mm, requer um design de molde de três placas para remover o jito, o canal e os restos da comporta. A versão de canal quente não tem a forma de cone invertido, pelo que pode funcionar com um molde de 2 placas.
Prós:
Desengate automático: O portão de ponto preciso permite a separação automática da peça durante a ejeção.
Cicatriz mínima do portão: A cicatriz de porta pequena muitas vezes não requer pós-processamento, melhorando a aparência da peça.
Design versátil: Múltiplos portões de pinos podem ser estrategicamente colocados dentro de um molde de cavidade única.
Contras:
Conceção complexa do molde: Os portões pontuais necessitam de um molde de três placas ou de um canal quente, o que irá aumentar as despesas. Os canais quentes são mais caros do que os moldes de três placas.
Pressão de fluxo e limitações de enchimento: A elevada perda de pressão de fluxo e o baixo volume de enchimento tornam-nas inadequadas para peças de grande volume ou velocidades de enchimento elevadas.
Problemas relacionados com o stress: O enchimento a alta velocidade pode provocar rubor no portão, marcas de fluxo e redução da resistência da área do portão.
Enchimento irregular: Algumas áreas da peça podem ter um enchimento insuficiente devido à configuração da porta.
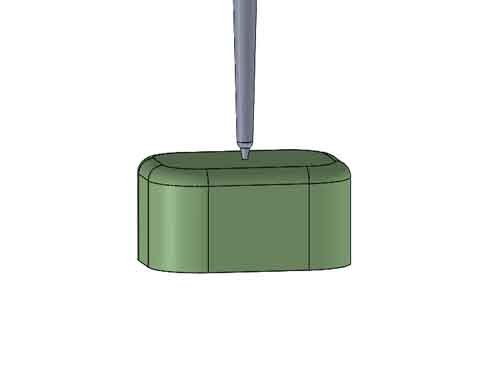
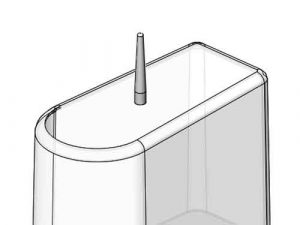
Porta de jito ou porta direta
O sprue gate, também chamado de direct gate, é o sistema de passagem mais simples e elimina a existência do canal. Empregado em moldes de cavidade única, é posicionado no centro da área de projeção da peça. Tem uma forma cónica com a extremidade maior localizada no lado da cavidade do molde. As portas de jito são frequentemente vistas na produção de recipientes de plástico como barris e bacias.
O Sprue Gate é amplamente utilizado para recipientes de plástico, desde os pequenos aos grandes.
Prós:
Simplicidade e rentabilidade: As portas de jito são fáceis e económicas de fabricar.
Baixa perda de pressão: Este tipo de comporta apresenta uma perda de pressão mínima, acomodando velocidades e volumes de enchimento elevados.
Contras:
Cicatriz do portão e rubor: O sprue é normalmente removido com um alicate, deixando uma cicatriz percetível no portão e um possível blush no lado oposto.
Tensão de cisalhamento: Devido à grande velocidade de enchimento, pode ocorrer uma elevada tensão de cisalhamento perto do portão, levando a defeitos.
Inadequado para peças planas de grandes dimensões: Inadequado para peças grandes e planas devido ao potencial de deformação e distorção durante o arrefecimento.
(A porta de espuma é muito utilizada para recipientes de plástico, especialmente com material transparente).
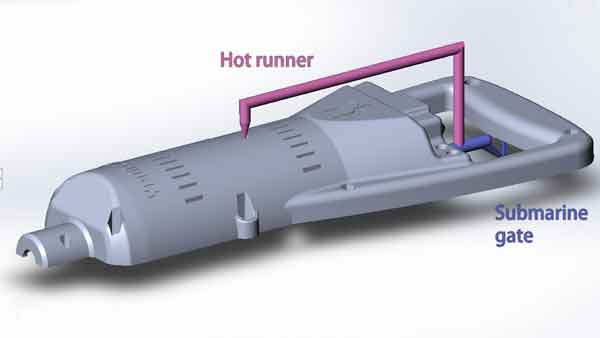
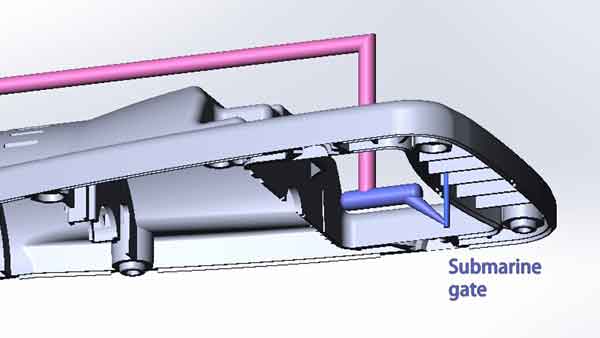
Túnel ou porta submarina
O portão submarino (ou subportão, portão de túnel) é estrategicamente posicionado sob a superfície de separação do molde. O seu objetivo é deslocar a cicatriz da porta para áreas discretas, garantindo uma melhor estética. Tal como os portões de ponta, possui uma pequena abertura. Aqui estão os prós e contras associados:
Prós:
Remoção automática de portões e redução do pós-processamento: As subportas permitem a remoção automática de portas, minimizando a necessidade de processamento de cicatrizes de portas.
Aspeto melhorado: As cicatrizes de portão ocultas resultam numa melhoria da estética da peça, uma vez que estão escondidas da vista.
Flexibilidade de design: Tal como as portas de pinos, podem ser integradas várias subportas num molde de cavidade única para otimizar o enchimento e a dinâmica do fluxo.
Contras:
Maquinação complexa: A criação do caminho curvo requer a maquinação de 2 meias peças separadamente e a sua montagem em conjunto para formar o canal de fluxo de plástico. Isto aumenta a complexidade da maquinação.
Perda de pressão elevada: A conceção está associada a uma perda de pressão notável, que pode levar a um enchimento insuficiente em algumas áreas da peça.
Possíveis manchas no portão: pode haver manchas no portão perto da zona do portão.
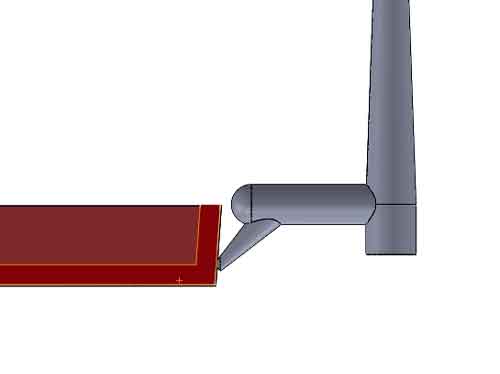
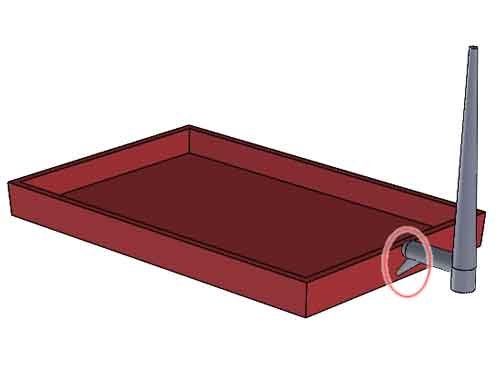
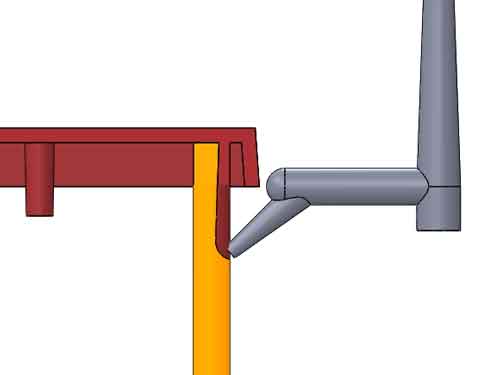
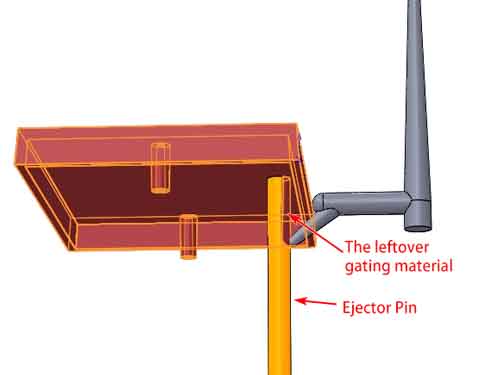
Porta do sub-ejetor
A porta de sub-ejetor é uma versão modificada da porta de sub-ejetor, e é amplamente favorecida pela sua simplicidade de fabrico.
Neste sistema de gating, uma parte do pino de ejeção é triturada para criar o canal de fluxo. O material de gating restante é removido quebrando-o manualmente.
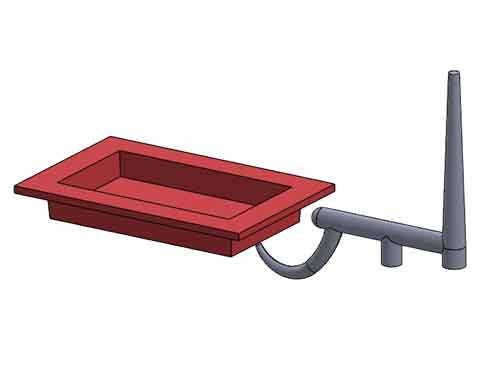
Porta de caju ou porta de banana
Estas são variações da porta submarina, assumindo a forma de castanhas de caju ou bananas. Os seus prós e contras alinham-se com a porta submarina e não serão discutidos separadamente.
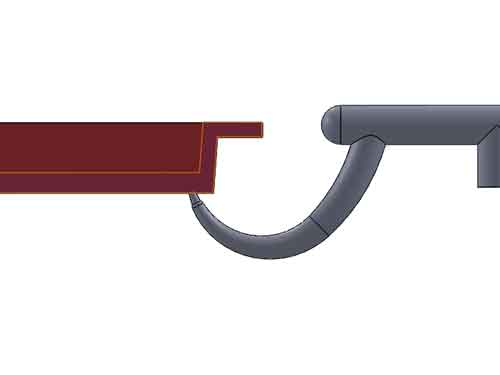
Talvez esteja curioso sobre como o nariz saliente sai do seu canal de molde. Aqui está como: O plástico ainda é macio e flexível quando não está completamente arrefecido. Além disso, o nariz não é muito grande, por isso pode flexionar um pouco para sair do canal.
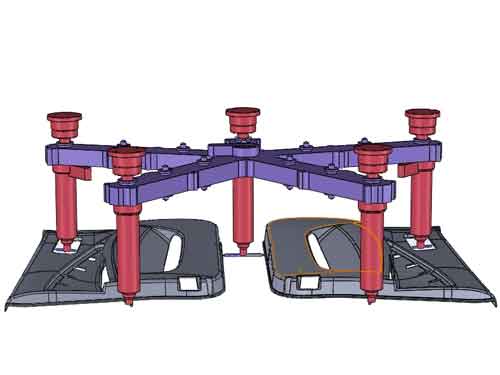
Corredores quentes
No sistema de canal frio, o desperdício de material e o comprimento limitado do canal frio são preocupações. Os canais quentes resolvem este problema eliminando os sprues e mantendo o plástico num estado fundido dentro dos canais.
O que é o corredor quente
Em termos simples, uma câmara quente é como uma extensão da tubagem do cilindro da máquina de moldagem por injeção. <Essencialmente, trata-se de formar um canal de alta temperatura dentro do molde. Isto é feito utilizando elementos de aquecimento e controlos de temperatura. A sua função é manter o plástico à temperatura de fusão correta. Desta forma, podemos alargar eficazmente o comprimento do fluxo do plástico.
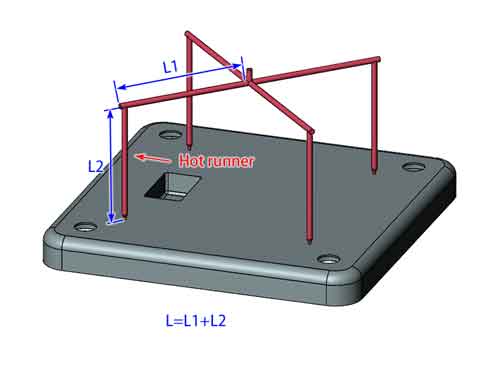
Utilizar a câmara quente quando o comprimento total (L) é demasiado longo
(O comprimento total da corrediça L=L1+L2. Quando L é demasiado longo, é preferível utilizar a calha quente).
(A vista de baixo)
Eis outro exemplo:
Reduzir o desperdício de material e o tempo de ciclo
Como se pode ver neste exemplo, para pequenos componentes de plástico, o jito e o canal são mais pesados e demoram mais tempo a arrefecer do que as próprias peças. A utilização de canais quentes em vez de canais frios pode ajudar a reduzir significativamente o desperdício de material e o tempo de ciclo
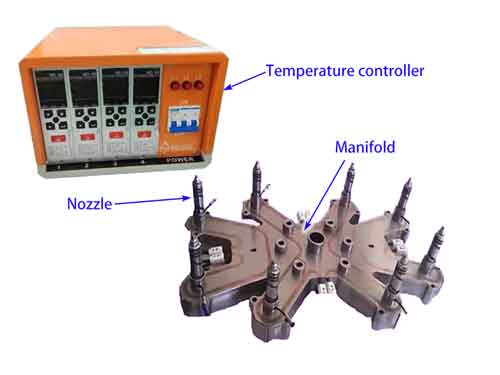
Em que consiste um sistema de Hot Runner:
Controladores de temperatura: Monitorizam e regulam a temperatura do plástico em todo o sistema.
Distribuidor: Distribui o plástico fundido uniformemente para os bicos. Nomeadamente, o coletor não é necessário nos casos em que o bocal se encontra no centro de um molde de cavidade única.
Bicos: Servem como pontos de entrada para a injeção de plástico fundido no molde.
Tipos de Hot Runners:
Porta de ponto de pino: pequeno diâmetro, vestígio mínimo; adequado para peças intrincadas ou pequenas.
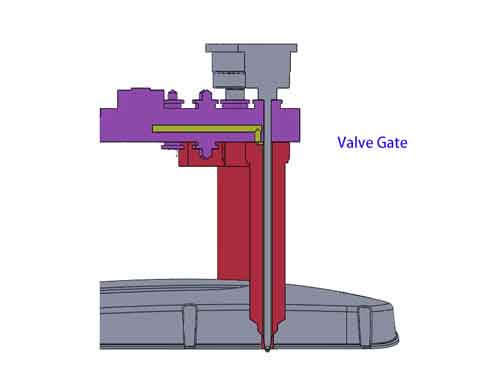
Válvula de gaveta: Um tipo de portão adaptável, que permite o controlo do fluxo de plástico através da abertura e do fecho. Isto minimiza os vestígios e revela-se benéfico para o fecho de várias cavidades.
Portão aberto: Caminho de fluxo direto, adequado para vários portões, elimina ou minimiza os corredores.
Prós:
Design flexível do portão: Sem restrições de distância, colocação versátil do portão.
Melhoria da qualidade das peças: Ao manter o plástico fundido, diminui-se a ocorrência de defeitos relacionados com as fendas frias nos canais.
Redução do desperdício de material: Sem câmaras frigoríficas, menos resíduos e custos.
Tempos de ciclo mais rápidos: Não é necessário arrefecer os canais e os sprues por disparo.
Contras:
Custos iniciais e de manutenção elevados
Mais resíduos nas mudanças de cor
Tempo de arranque: Requer aquecimento e estabilização antes da produção.
Conclusão:
A escolha do tipo certo de porta é uma parte fundamental do sucesso da moldagem por injeção. Desde os eficientes canais quentes até aos furtivos portões submarinos e de túnel, cada um tem as suas vantagens. Pense no custo, na velocidade e na aparência para encontrar o que funciona melhor para as suas peças. Escolher a porta certa ajuda-o a fabricar excelentes produtos e a melhorar o seu processo de moldagem.
Somos especialistas em moldagem por injeção de plástico. Contacte-nos agora e obtenha um orçamento rápido!