
Índice
AlternarPorque é que o recozimento de plástico é necessário para algumas peças moldadas por injeção
O objetivo do recozimento do plástico é resolver alguns dos problemas que surgem durante a moldagem por injeção de produtos de plástico. No processo de moldagem por injeção de plástico, tensões internas desenvolvem-se frequentemente no interior do produto devido a factores como a temperatura e a pressão. Se estas tensões internas se tornarem demasiado grandes, podem levar a problemas de qualidade, tais como dimensões instáveis, deformações ou mesmo fissuras no produto final. Tal como o aço requer recozimento, os produtos de plástico também podem ser melhorados através do processo de recozimento.
O recozimento envolve principalmente o aquecimento do produto plástico a uma temperatura específica e, em seguida, permite que ele resfrie lentamente sob condições controladas. Este processo permite que as moléculas dentro do plástico se realinhem, reduzindo ou eliminando assim as tensões internas e melhorando a estabilidade dimensional e a qualidade geral do produto.
Para além do recozimento, o pós-processamento de produtos de plástico inclui o acondicionamento de humidade. O condicionamento da humidade envolve o aumento da humidade do material plástico, o que pode aumentar a resistência do material, especialmente importante para os materiais PA (poliamida). Ao ajustar o teor de humidade do material, as suas propriedades mecânicas podem ser melhoradas, tornando o produto final mais durável e estável na utilização.
Em suma, o recozimento e o condicionamento da humidade são passos críticos no processamento de plásticos. Ajudam a melhorar o desempenho e a qualidade dos produtos, garantindo a estabilidade e a durabilidade dos produtos de plástico na utilização quotidiana.
Causas de tensão interna em produtos moldados por injeção
As tensões internas nos produtos moldados por injeção podem resultar de vários factores:
- Arrefecimento irregular de peças de plástico dentro do molde.
- Plastificação irregular.
- Cristalização e orientação inconsistentes das moléculas de plástico no interior da peça de plástico.
- A utilização de inserções metálicas, que criam uma diferença significativa na temperatura e na velocidade de arrefecimento perto da inserção em comparação com as áreas adjacentes.

Estes factores conduzem a uma encolhimento inconsistente em diferentes partes da peça de plástico, resultando inevitavelmente em tensões internas. A presença de tensões internas provoca frequentemente deformações ou fissuras nas peças de plástico durante a sua utilização. Por conseguinte, é fundamental encontrar formas de eliminar estas tensões.
Dependendo das caraterísticas do plástico e dos requisitos para a sua utilização, as peças podem ser submetidas a tratamentos de recozimento e de condicionamento de humidade. Estes processos são concebidos para reduzir as tensões internas e melhorar a qualidade geral e a durabilidade dos produtos de plástico.
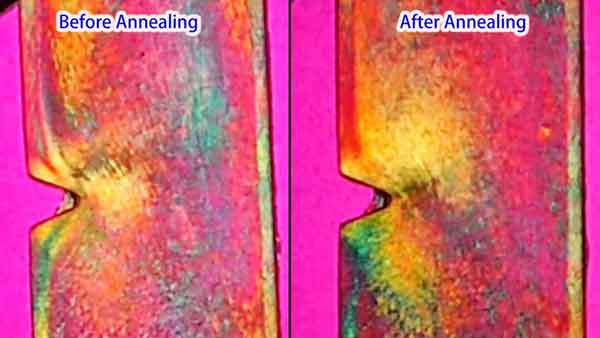
Nota: A partir da imagem, pode ser observado que a área de tensão abaixo do entalhe em V desapareceu após o tratamento térmico.
Etapas do recozimento de plástico
O recozimento de plásticos é um processo térmico concebido para reduzir as tensões internas em peças de plástico, que podem resultar de um arrefecimento irregular ou durante o processo de fabrico. O processo de recozimento envolve normalmente os seguintes passos:
Aquecimento: O método consiste em colocar as peças de plástico num forno ou num meio líquido (como água quente, óleo mineral quente, glicerina, etilenoglicol ou parafina líquida) a uma temperatura específica durante um determinado período, seguido de um arrefecimento lento. A temperatura de recozimento é geralmente controlada para ser 10-20°C mais elevada do que a temperatura de serviço da peça ou 10-20°C mais baixa do que a temperatura de distorção térmica do plástico. A temperatura não deve ser demasiado elevada para evitar o empeno e a deformação da peça, nem demasiado baixa, uma vez que não atingiria o efeito de pós-tratamento pretendido. A duração do recozimento depende do tipo de plástico, da temperatura do meio de aquecimento, da forma e espessura da parede da peça e dos requisitos de precisão da peça.
Temperatura de manutenção: As peças são mantidas a esta temperatura durante um certo período para permitir a redistribuição das tensões internas. A duração depende do tipo de plástico e da espessura da peça.
Arrefecimento lento: Após a conclusão do processo de recozimento, é essencial arrefecer lentamente as peças para evitar a formação de novas tensões. Isto é normalmente conseguido permitindo que as peças arrefeçam naturalmente dentro do forno, atingindo gradualmente a temperatura ambiente depois de a fonte de aquecimento ser desligada.
Cada tipo de material plástico tem a sua temperatura e duração de recozimento específicas. Por exemplo, materiais como o ABS, o policarbonato e o nylon têm requisitos de recozimento diferentes. Por conseguinte, o processo de recozimento deve ser ajustado de acordo com o tipo específico de plástico utilizado. Um tratamento de recozimento adequado pode melhorar significativamente a estabilidade dimensional dos produtos de plástico e reduzir a probabilidade de fissuração.

Nota: Aqui é apresentado o processo de tratamento térmico para a cobertura do farol de um carro. O material do produto é PC (policarbonato) e o tratamento é efectuado a uma temperatura de 130°C durante 3 horas.
Resultados do tratamento de recozimento
O processo de recozimento produz resultados significativos no tratamento de peças plásticas. Em primeiro lugar, elimina as tensões internas e estabiliza as dimensões. Este aspeto é crucial para manter a consistência da forma e do tamanho dos produtos plásticos.
Para plásticos cristalinos, o recozimento também pode aumentar o grau de cristalinidade e estabilizar a estrutura cristalina. Esta melhoria aumenta normalmente o módulo de elasticidade e a dureza do material. No entanto, é importante notar que este processo pode reduzir a taxa de alongamento da fratura.
Vale a pena mencionar que nem todas as peças de plástico necessitam necessariamente de pós-tratamento. Por exemplo, os plásticos de polioximetileno (POM) e de poliéteres clorados, apesar de terem tensões internas, podem eliminar gradualmente essas tensões por si próprios. Este facto deve-se à elevada flexibilidade dos polímeros e à sua baixa temperatura de transição vítrea. Por conseguinte, nos casos em que os requisitos para as peças de plástico não são rigorosos, o pós-tratamento pode ser desnecessário. Esta flexibilidade no processo de pós-tratamento permite uma abordagem mais personalizada, consoante as necessidades e caraterísticas específicas do material plástico em questão.
Processos de recozimento para plásticos comuns
As informações seguintes fornecem as temperaturas e meios de recozimento recomendados para vários tipos comuns de plásticos. Este guia de referência rápida ajuda a compreender os processos de recozimento específicos dos diferentes materiais plásticos.
| Tipo de plástico | Médio | Temperatura de recozimento (°C) |
|---|---|---|
| ABS | Água ou ar | 60~75 |
| PS | Água ou ar | 60~70 |
| PMMA | Ar | 75 |
| POM | Óleo ou ar | 160 |
| PP | Ar | 150 |
| PEAD | Água | 100 |
| PC | Óleo ou ar | 120~130 |
| PET | Forno cheio de nitrogénio | 130~150 |
| PBT | Forno com cloro | 130~150 |
| PA6 | Água ou óleo | 100-130 |
| PA66 | Água/acetato de potássio (1/1,25) 3~6 | 100 |
Esta tabela serve como um guia geral. É importante notar que a temperatura e o meio de recozimento exactos podem variar consoante o tipo específico de plástico e as propriedades desejadas do produto final. Poderão ser necessários ajustes com base na espessura, tamanho e complexidade da peça de plástico.
Conclusão
Em resumo, o tratamento térmico não é um processo habitualmente utilizado para produtos moldados por injeção. Na maioria das vezes, os produtos envelhecem naturalmente ao longo do tempo para libertar tensões. Além disso, para além do recozimento, existem agora métodos para libertar tensões internas através do tratamento ultrassónico e da aplicação de alta pressão. No entanto, a compreensão do processo de recozimento de plásticos proporciona uma visão mais abrangente da produção de peças moldadas por injeção, permitindo a sua utilização em situações necessárias.