
Índice
AlternarCompreender o ponto de fusão dos plásticos
O ponto de fusão dos plásticos refere-se ao intervalo de temperatura a que os plásticos transitam de um estado sólido para um estado líquido fluido. Neste ponto, os plásticos amolecem e tornam-se maleáveis, o que os torna adequados para vários processos de moldagem e modelação.
Termoplásticos vs. Termoendurecíveis
Os plásticos podem ser classificados em dois tipos principais: termoplásticos e termosets.
Os termoplásticos amolecem com o aquecimento e endurecem com o arrefecimento, um processo reversível que permite o aquecimento e o arrefecimento repetidos sem alterar as propriedades do material.
Os termosets, por outro lado, sofrem uma reação química após o aquecimento inicial, resultando numa estrutura de rede permanente e não fundível. Mesmo após o aquecimento subsequente, eles não amolecem.
Assim, nas nossas discussões subsequentes sobre pontos de fusão, os plásticos que mencionamos serão todos termoplásticos.
Importante para moldagem por injeção, extrusão e formação
O processo de amolecimento e fusão de plásticos é crucial no processamento de plásticos.
- Durante moldagem por injeção, O controlo preciso da temperatura de fusão garante que o plástico ocupa totalmente o molde e atinge a forma desejada.
- O extrusão tira partido da fluidez dos plásticos aquecidos para produzir tubos e perfis utilizando moldes específicos.
- O formação de películas ou folhas depende também da capacidade do plástico para se deformar plasticamente a temperaturas adequadas.

Por conseguinte, para os designers e transformadores, compreender a temperatura de trabalho e a temperatura ideal de processamento dos plásticos é vital para controlar a qualidade do produto e cumprir os requisitos da aplicação.
Caraterísticas de fusão dos plásticos
Materiais cristalinos vs. materiais amorfos
Os materiais na natureza dividem-se em cristalinos e amorfos.
Os materiais cristalinos têm moléculas ou átomos ordenadamente dispostos, possuindo pontos de fusão fixos. Por exemplo, a água funde a 0°C, o sal (NaCl) a 801°C e o estanho a 231,9°C.
Por outro lado, os materiais amorfos, incluindo o vidro, a borracha, os plásticos, o asfalto, a colofónia e a parafina, têm moléculas ou átomos dispostos de forma desordenada e não têm um ponto de fusão fixo. Quando aquecidos, normalmente amolecem (estado de borracha) antes de se liquefazerem (estado de fluxo viscoso), abrangendo uma determinada gama de temperaturas em vez de fundirem num ponto específico.
Tipos de plásticos: Amorfo e Cristalino
Plásticos amorfos:
Em condições normais de processamento, estes plásticos não têm regiões cristalinas e são totalmente amorfos. Os exemplos incluem policarbonato, ABS, PMMA, ASA, PPSU, etc. O seu comportamento de fusão alinha-se com o dos materiais amorfos típicos.
Plásticos cristalinos:
Muitos plásticos tendem a cristalizar à medida que arrefecem e solidificam, tais como polietileno (PE), polipropileno (PP), polioximetileno (POM), poliamida (PA6 e PA66), PET e PBT.
No entanto, cristalizam apenas em determinadas regiões, sendo os materiais com uma cristalinidade superior a 80% classificados como plásticos cristalinos e os restantes como semicristalinos.
O grau de cristalinidade é grandemente influenciado pelo processo de arrefecimento; o arrefecimento lento dentro da gama de temperaturas de cristalização pode aumentar a cristalinidade, enquanto que o arrefecimento rápido tem o efeito oposto.
Assim, o processo de fusão destes plásticos cristalinos assemelha-se parcialmente ao dos materiais cristalinos, mas também incorpora caraterísticas dos materiais amorfos.
Os três estados e as quatro temperaturas principais dos plásticos durante o aquecimento
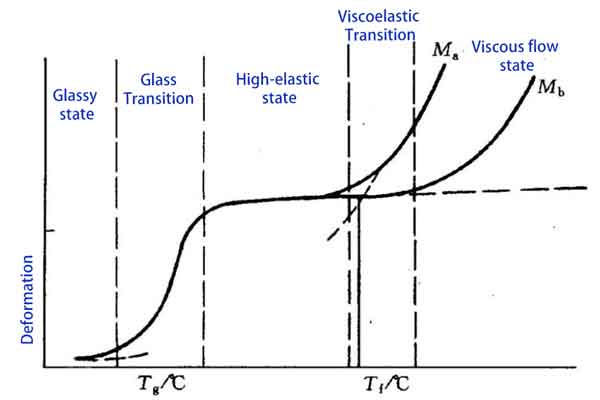
Vamos explorar os três estados que os plásticos sofrem durante o aquecimento: o estado vítreo, o estado altamente elástico (emborrachado) e o estado de fluxo viscoso, bem como as quatro temperaturas principais associadas a eles: temperatura de transição vítrea, temperatura de fusão, temperatura de fluxo, e temperatura de decomposição.
O estado vítreo
O primeiro estado é o estado vítreo, em que os plásticos se encontram à temperatura ambiente ou a baixas temperaturas. Neste estado, o movimento das moléculas de plástico é muito restrito, tornando o material rígido e quebradiço. Isso ocorre porque a temperatura está abaixo da temperatura de transição vítrea (Tg), onde as forças intermoleculares são maiores que a energia térmica, impedindo o livre movimento molecular.
Temperatura de transição vítrea (Tg) e estado altamente elástico (borracha)
Ocorre uma alteração física significativa quando os plásticos são aquecidos até à temperatura de transição do vidro. A Tg marca o início da transição de um estado duro e quebradiço para um estado macio, com a temperatura exacta a depender do tipo de plástico e da sua estrutura molecular.
Por exemplo, o polioximetileno (POM) tem uma Tg de cerca de 85°C, enquanto o policarbonato (PC) tem uma Tg mais elevada, normalmente cerca de 145°C.
Acima de Tg, as cadeias de polímeros ganham mais energia e começam a mover-se mais livremente, mas permanecem num estado desordenado aleatório. À medida que a temperatura continua a subir, os plásticos entram no estado de alta elasticidade, também conhecido como estado de borracha. Neste estado, os plásticos apresentam elasticidade e flexibilidade significativas. O movimento entre as cadeias poliméricas aumenta, mas ainda existe algum grau de interação intermolecular. Os plásticos neste estado podem sofrer deformações significativas sem quebrar, o que é ideal para muitos produtos de borracha e artigos de plástico flexível.
Temperatura do fluxo (Tf) e estado do fluxo viscoso
Finalmente, à medida que a temperatura aumenta para a temperatura de fluxo (Tf), os plásticos entram no estado de fluxo viscoso. Neste estado, os plásticos tornam-se mais fluidos, semelhantes a um líquido viscoso. No estado de fluxo viscoso, os plásticos podem ser extrudidos, injectados ou comprimidos em formas. Esta é a fase chave do processamento de plásticos, como a moldagem por injeção, que é feita neste estado.
Durante o processo de purga do cilindro, o estado fundido do plástico pode ser claramente observado.
Temperatura de decomposição (Td)
A última fase significativa no aquecimento dos plásticos é a temperatura de decomposição (Td). Este é o ponto em que os plásticos começam a decompor-se quimicamente, perdendo as suas propriedades físicas e químicas originais. Ao atingir ou exceder a temperatura de decomposição, os plásticos começam a dividir-se em moléculas mais pequenas, podendo libertar gases e outros produtos de decomposição. Por conseguinte, é essencial evitar ultrapassar a temperatura de decomposição durante o processamento para evitar danos materiais e a possível libertação de substâncias nocivas.
Nota:
- Ma: Região amorfa
- Mb: Região semi-cristalina
Sugestão: A temperatura de fusão (Tm), também conhecida como temperatura de fluxo (Tf)
É importante notar que a temperatura de fusão dos plásticos não é um ponto fixo, mas um intervalo. Dentro deste intervalo, o estado físico do plástico passa do estado de alta elasticidade para o estado de fluxo viscoso. Por exemplo, o intervalo de temperatura de fusão para Polipropileno (PP) é de 160°C a 175°C, enquanto para o Polietileno (PE) é de 125°C a 137°C. A amplitude deste intervalo depende do tipo específico de plástico e da complexidade da sua estrutura molecular.
Temperaturas de fusão de plásticos comuns
Aqui, listamos as temperaturas de fusão, as temperaturas de moldagem por injeção e as temperaturas de decomposição de alguns materiais plásticos comuns. É importante notar que a temperatura de moldagem por injeção é normalmente mais elevada do que a temperatura de fusão para garantir uma boa fluidez do plástico durante o processamento.
Uma vez que existem muitos tipos de plásticos modificados e as suas propriedades são muito diferentes, é impossível enumerar demasiados materiais nesta tabela. Por exemplo, as caraterísticas de temperatura do nylon com fibras de vidro adicionadas diferem significativamente das do nylon sem fibras de vidro. Na prática, é fácil obter a ficha de propriedades de um material aquando da compra de materiais plásticos. Por conseguinte, esta tabela destina-se apenas a ser uma referência geral.
Temperaturas de fusão dos plásticos comuns
| Nome do material | Temperatura de fusão (°C) | Temperatura de moldagem por injeção (°C) | Temperatura de decomposição (°C) |
|---|---|---|---|
| ABS | 170-190 | 200-240 | 280 |
| PP (Polipropileno) | 160-175 | 190-290 | 320 |
| POM (polioximetileno) | 165-175 | 190-230 | 280 |
| PC (Policarbonato) | 225-250 | 270-320 | 360 |
| PBT | 225-235 | 220-270 | 280 |
| PA6 (Nylon 6) | 215-221 | 260-300 | 320 |
| PA66 (Nylon 66) | 260-265 | 270-310 | 360 |
| PMMA (Acrílico) | 160-180 | 220-250 | 270 |
| LDPE (Polietileno de Baixa Densidade) | 110-130 | 150-230 | 300 |
| HDPE (Polietileno de Alta Densidade) | 125-137 | 160-280 | 300 |
| PEEK (Poliéter Éter Cetona) | 315-353 | 360-400 | 520 |
Esta tabela fornece uma visão geral das temperaturas de fusão, moldagem por injeção e decomposição de vários plásticos comuns.
Conclusão
Em conclusão, a compreensão das temperaturas de fusão, moldagem por injeção e decomposição dos plásticos é essencial no domínio da ciência dos materiais e do fabrico. Estas temperaturas não só orientam o processamento e a aplicação dos plásticos, como também garantem a segurança e a qualidade dos produtos finais.
À medida que a indústria evolui com novos materiais e tecnologias, a investigação e o conhecimento contínuos nesta área continuam a ser cruciais. Seja em aplicações industriais ou na utilização quotidiana, a natureza versátil dos plásticos continua a moldar o mundo moderno.
