Remédios:
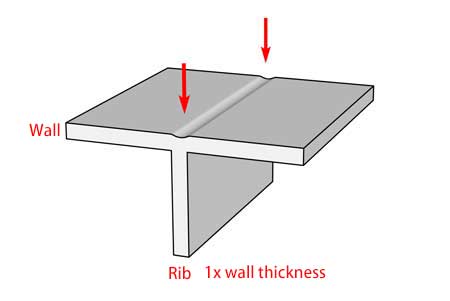
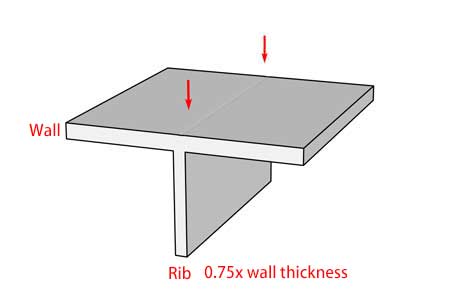
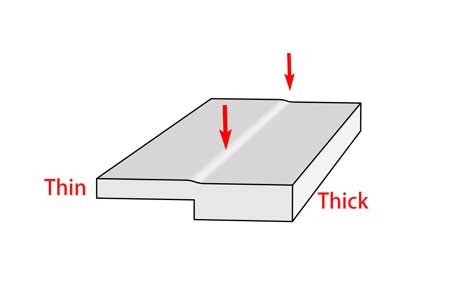
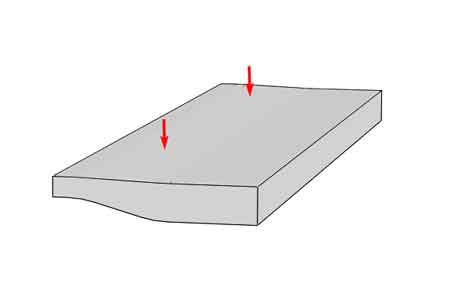
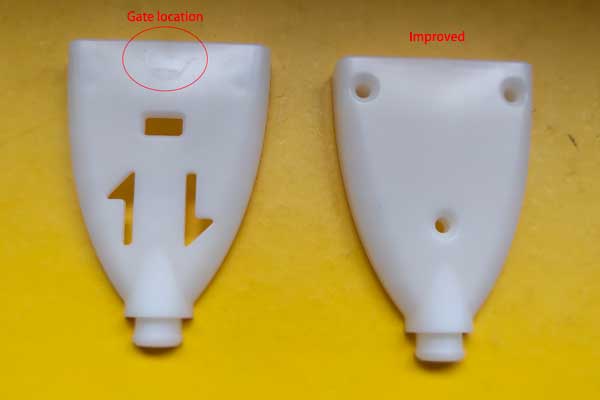
- Melhorar a conceção da porta: Evitar desenhos de portões em zonas espessas e abertas e evitar que o material passe de secções mais finas para secções mais espessas.
- Ajuste da velocidade de injeção segmentada: Diminuir a velocidade de injeção quando o plástico entra em áreas mais abertas para reduzir as marcas de fluxo de serpentes.
- Aumentar a temperatura do molde e do bocal: Temperaturas mais elevadas para o molde e o plástico melhoram o fluxo e a fusão, reduzindo as marcas de fluxo de serpentes.
- Aumentar o tamanho da porta: Um portão maior pode melhorar o fluxo de plástico fundido, minimizando assim as marcas de fluxo de serpentes.
- Evitar a entrada de material frio no molde: Por exemplo, a adição de um poço de frio para intercetar o material frio garante que apenas o plástico fundido uniformemente entre na cavidade do molde.
Em resumo, estas medidas podem reduzir eficazmente a formação de marcas de fluxo de serpentes na moldagem por injeção, melhorando a qualidade do produto.