Inhoudsopgave
SchakelAlles wat je moet weten over kunststof spuitgieten
Door de stijfvloeiende materiaaleigenschappen en de hoge esthetische eisen is het spuitgieten van heldere kunststof een grotere uitdaging dan het spuitgieten van normale kunststof. Dit artikel is een algemene inleiding tot heldere kunststofmaterialen en het spuitgieten van heldere kunststof, en waar je op moet letten tijdens het ontwerp- en productieproces.
Voordelen van heldere kunststoffen
Er zijn tegenwoordig veel toepassingen van transparante kunststoffen in de moderne wereld: verlichting, auto-onderdelen, huishoudelijke apparaten en voedsel/drankverpakkingen. Vergeleken met glas bieden kunststoffen een vergelijkbare transparantie en ze hebben ook veel voordelen, zoals een lichter gewicht, lagere kosten, grotere stijfheid en betere schokbestendigheid.
Transparantie meten
Transparantie wordt voornamelijk gemeten aan de hand van twee parameters:
Lichtdoorlatendheid (%)
Dit is vrij eenvoudig. Lichttransmissie wordt gedefinieerd als het percentage licht dat door het transparante materiaal gaat (het resterende percentage wordt gereflecteerd of geabsorbeerd door het transparante object).
Geen enkel transparant materiaal heeft een lichttransmissie van 100%; zelfs het beste optische glas heeft een transmissie van slechts 95%! Over het algemeen is de lichtdoorlatendheid van kunststoffen ongeveer 92% voor PMMA en 90% voor PC.
Haze is de verstrooiing van licht wanneer het door een object gaat; hierdoor zien objecten er troebel of wazig uit wanneer je door het transparante materiaal heen kijkt.
Goed transparant plastic heeft een troebelheidsmeting van minder dan 2%, vergelijkbaar met die van glas; een goed transparant materiaal moet een hoge lichttransmissie en een lage troebelheidsmeting hebben.
Lichtverspreidende materialen: sommige materialen kunnen een hoge lichtdoorlatendheid en toch een hoge waaswaarde hebben; deze worden ‘lichtverspreidende materialen’ genoemd. Ze worden vaak gebruikt in afdekkingen voor LED-lampjes en LED-indicatoren, zodat het licht gelijkmatiger en minder verblindend wordt.

Beschikbare Duidelijke Plastieken
Er zijn veel meer veelzijdige heldere kunststoffen dan je in eerste instantie zou denken! De meeste daarvan zijn amorfe kunststoffen, waaronder PMMA (acryl), PC, PS, PPSU, PES, ABS, AS, PETG, PCTG, en ookkristallijne kunststoffen zoals PET, en zelfs PA(nylon), PP.
Het is belangrijk om te weten dat dit geen normaal PP en PA is, want normaal PP is doorschijnend (halfdoorzichtig) en PA is meestal ondoorzichtig. Transparant PP en PA zijn speciaal gemodificeerd tot semi-kristallijn of met heel kleine kristallen zodat het licht er nog doorheen kan.
Tegelijkertijd zijn er elastische (of zachte) heldere kunststoffen, zoals TPU of PVC. Ze worden vaak gebruikt om telefoonhoesjes te maken.
Van PE en PVC kunnen transparante folies worden gemaakt, maar hun helderheid neemt snel af als de dikte toeneemt, dus worden ze niet als echt transparante materialen beschouwd.
Hoe kies je een transparant plastic?
Wanneer we de juiste transparante kunststof voor een toepassing kiezen, denken we niet alleen aan de kosten en de maakbaarheid, maar moeten we ook rekening houden met veel andere factoren zoals mechanische sterkte, stijfheid, krasbestendigheid, temperatuurbereik, chemische weerstand, UV-bestendigheid, krimpsnelheid, elektrische isolatie, enz.
Het is cruciaal om het juiste materiaal te kiezen voordat je met de matrijsproductie begint, anders kan het later duur worden om van materiaal te veranderen, omdat de matrijs dan misschien ook moet worden aangepast.
Elk materiaal heeft zijn eigen kenmerken. Anders zou er geen reden van bestaan zijn! PPSU wordt bijvoorbeeld veel gebruikt voor zuigflessen voor baby's, omdat het vrij stabiel is in heet water en geen BPA bevat, maar het is vrij duur en een beetje gelig van kleur; PETG is ook BPA-vrij, het heeft ook een grote mechanische sterkte en is bestand tegen chemicaliën, maar het is minder hittebestendig;

Transparant PA (nylon) is erg sterk en duurzaam, maar het heeft een slechte maatvastheid en de waterabsorptie is vrij hoog.
In de praktijk zijn de meest gebruikte heldere kunststoffen PMMA en PC. Ze kunnen aan de meeste eisen van toepassingen voldoen. Dus als je niet weet wat je moet kiezen, kies er dan gewoon een van. Als je toepassing heel uniek is en je hulp wilt bij het kiezen van het materiaal, neem dan contact met ons op zodat we je kunnen adviseren!
Vergelijking tussen PMMA en PC
Als we ze vergelijken:
- PMMA is de meest transparante kunststof van allemaal, het heeft een lichtdoorlaatbaarheid van 92%, terwijl dit voor PC 90% is;
- PMMA is brozer en stugger, waardoor het vatbaar is voor breken of barsten bij impact en na verloop van tijd. PC daarentegen heeft een grotere schokbestendigheid en flexibiliteit.
- PC is gevoeliger voor krassen op het oppervlak, terwijl PMMA krasbestendiger is.
- PC is weerbestendiger dan PMMA. Het bedrijfstemperatuurbereik voor PC is -45℃naar 135℃ vergeleken met die van PMMA is -40℃ tot 70℃.
- PC is beter bestand tegen chemicaliën dan PMMA.
- PC kan brandvertragend worden gemaakt, PMMA niet.
Te vermijden injectiefouten
Transparante onderdelen hebben hoge esthetische eisen, dus het is essentieel om de onderstaande problemen te vermijden. De productie moet worden uitgevoerd door ervaren operators en er moeten nauwgezette inspecties worden uitgevoerd.
Tijdens de productie ligt het uitvalpercentage meestal hoger, dus moet deze factor in aanmerking worden genomen bij het berekenen van de productiekosten.
- Zilveren lijnen. of ook wel zilverstrepen genoemd.


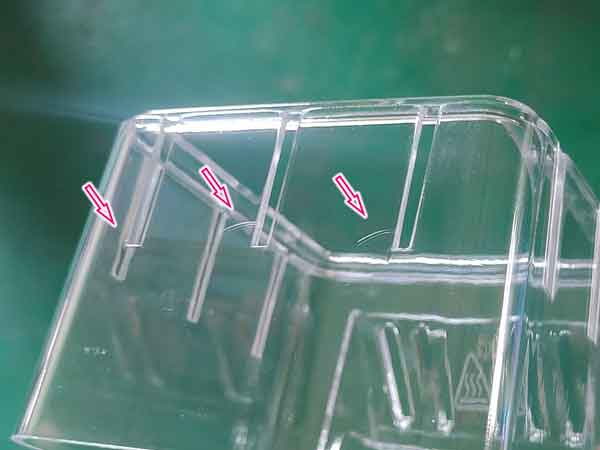
- laslijnen. Soms is het moeilijk om ze volledig te vermijden, maar zeer lichte laslijnen kunnen aanvaardbaar zijn, afhankelijk van de vereisten van de klant en de toepassing.
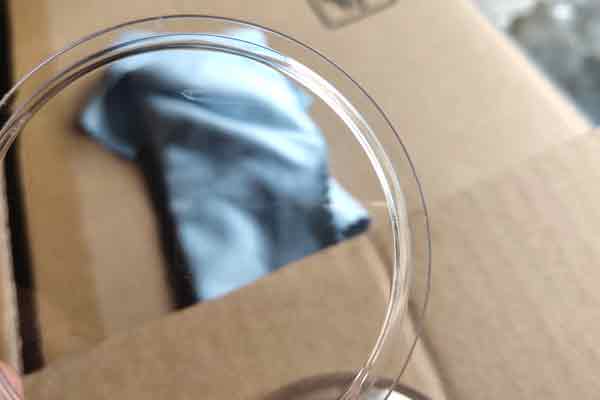
- stromingslijn.
- zinkvlekken.
- Barsten. De pc is bijvoorbeeld gevoelig voor scheuren door de hogere interne spanning. Warmtebehandeling is soms nodig voor grote onderdelen of met dikke wanden.
Kritische punten in ontwerp en productie
Machinale bewerking en polijsten met hoge precisie
Vanwege de hoge eisen voor optische helderheid en aantrekkelijke esthetiek worden er strengere eisen gesteld aan het bewerken en polijsten van de mallen voor heldere kunststof onderdelen.
Voor sommige optische onderdelen moet het polijsten van de mal gebeuren in een stofvrije werkplaats.
De bewerking moet binnen een nauwe tolerantie worden gehouden, zodat het volgende polijsten binnen de minimale hoeveelheid blijft en de geometrische eigenschappen niet veranderen. Op deze manier zie je na het polijsten geen vervorming of golving op het gereflecteerde beeld. Anders verschijnt dezelfde vervorming of golving ook op de gegoten kunststof onderdelen.
Veel transparante kunststoffen zijn stijfstromende materialen, met andere woorden, ze hebben een lage vloeibaarheid (meestal gemeten aan de hand van de smeltindex) of een hoge viscositeit. Dit brengt meer uitdagingen met zich mee voor het matrijsontwerp en de beheersing van het spuitgietproces. Een slechte vloeibaarheid kan leiden tot overmatige interne spanning die leidt tot injectiefouten zoals barsten, vloeilijnen, zilverlijnen en vacuümleemtes.
Het is raadzaam om de klep in het gebied met de dikke wand te plaatsen en de klep zo mogelijk groter te maken. Dit helpt om de holte snel en gemakkelijk te vullen en om voldoende verpakkingsdruk te houden om krimp in de verpakkingsfase te compenseren.

Deelontwerp
Naast het ontwerp van de gate en de optimalisatie van de injectieparameters, is ook het juiste onderdeelontwerp van cruciaal belang om mogelijke injectiefouten te elimineren.
Een eenvoudige regel is om een geschikte wanddikte te hebben en deze gelijkmatig te houden over het hele onderdeel. Voor PC en PMMA is het het beste als de wanddikte groter is dan 1 mm. In de praktijk is het echter niet zo eenvoudig! Als u advies wilt over uw ontwerp, neem dan contact met ons op.
Iets anders waar je op moet letten is een iets grotere trekhoek, anders kunnen er krassen op de verticale kant komen.
Een schimmelstroomanalyse uitvoeren
Het is altijd aan te raden om een mold flow analysis uit te voeren, zodat je de druk, temperatuur, neiging tot het vormen van lasnaden en luchtbellen kunt controleren en het ontwerp van de poort en het onderdeel kunt afstemmen.

Voldoende schimmelventilatie
Dit is heel belangrijk om luchtinsluitingen in de mal te voorkomen, die leiden tot luchtbellen, kortsluiting, flitsen, materiaalverbranding en andere problemen. De ontluchtingsdiepte hangt af van de viscositeit van het kunststofmateriaal. Dit is deels de reden waarom het veranderen van materiaal een probleem kan zijn voor een mal die al gemaakt is.
Gebruik een schone machine
Als de schroeven en vaten van de spuitgietmachine niet volledig gereinigd worden, kunnen er puntjes of onzuiverheden in de gegoten transparante onderdelen komen. Dit gebeurt niet bij elk stuk, maar bij sommige toevallig. Voor de productie moeten we de vaten en schroeven dus grondig reinigen.
Het is gemakkelijker om de machine alleen voor transparante producten te gebruiken als dat mogelijk is.

Conclusie
Als je alle bovenstaande punten begrijpt en in gedachten houdt bij het ontwerpen van je transparante kunststof onderdelen, is de kans veel groter dat je aan het eind van het proces een bevredigend resultaat krijgt.