
Inhoudsopgave
SchakelHet belang van spuitgietmatrijzen en handmatige montage
In het productieproces van spuitgieten zijn matrijsassemblage en handmatig aanpassen cruciale stadia die veel tijd en inspanning vergen. Deze processen vereisen een nauwgezet oog voor detail, een schat aan ervaring en nauwkeurig vakmanschap.
Een zorgvuldige en weloverwogen aanpak is essentieel om een optimale matrijskwaliteit te bereiken. Alleen door dit precisieniveau kan een matrijs van hoge kwaliteit worden gegarandeerd.
Wat is handmatige aanpassing?
Handmatig passen verwijst naar het proces waarbij de maatnauwkeurigheid van individuele matrijsonderdelen met de hand wordt aangepast nadat ze zijn bewerkt. Dit zorgt ervoor dat alle matrijsonderdelen perfect in elkaar passen, correct uitlijnen en de nodige speling hebben voor bewegende onderdelen zoals schuivers, lifters en uitwerppennen. Het doel is om deze onderdelen tijdens het injectieproces nauwkeurig te laten functioneren en uitlijnen.
Belangrijkste gebieden om te inspecteren bij handmatige montage
Bij handmatige montage moeten verschillende kritieke gebieden worden geïnspecteerd:
1. Deeloppervlak: Het deeloppervlak van de matrijs moet vlak en goed uitgelijnd zijn. Slecht contact of gaten tussen deze oppervlakken kunnen leiden tot uitvloeiing tijdens het spuitgieten. Het bereiken van een perfecte uitlijning is relatief eenvoudig voor vlakke oppervlakken, maar kan complexer zijn voor driedimensionale deellijnen.
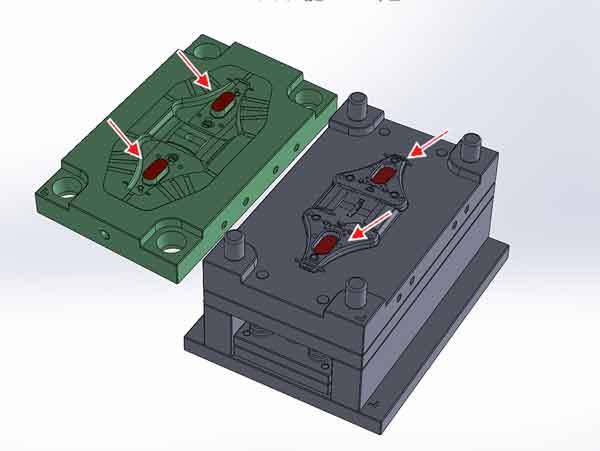
2. Doorsteekoppervlak: De doorsteekoppervlakken, die openingen maken in het spuitgietproduct, moeten precies passen.
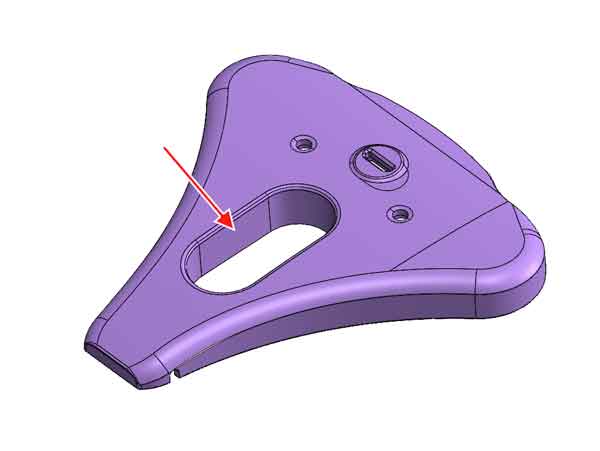
De matrijskern en -holte moeten elkaar op de juiste hoogte raken voor een gelijkmatig contact wanneer de matrijs sluit. Een verkeerde uitlijning kan leiden tot ongelijke druk en vorming van flash.
3. Schuivers en lifters: Schuivers en lifters moeten de juiste speling hebben met hun geleiderails, meestal tussen 0,01 en 0,05 mm, afhankelijk van de grootte. Deze onderdelen moeten ook gelijk liggen met de matrijskern om te voorkomen dat de lijnen of afmetingen van het spuitgietproduct niet goed op elkaar aansluiten.
4. Scherpe randen en bramen: Hoewel het afschuinen tijdens CNC-bewerking kostbaar kan zijn, is het gebruikelijk om bramen en scherpe randen handmatig te verwijderen met slijpmachines om een soepele werking te garanderen en schade tijdens het assembleren van de mal te voorkomen.
5. Ontluchting van de matrijs: Een goede ontluchting is essentieel om lucht te laten ontsnappen tijdens het spuitgieten. Ventilatieopeningen moeten gecontroleerd worden om er zeker van te zijn dat ze de juiste grootte hebben. Te grote openingen kunnen leiden tot uitvloeiing, terwijl te kleine openingen lucht kunnen vasthouden en defecten kunnen veroorzaken.
Door tijdens het handmatig aanpassen op deze gebieden te letten, kunnen matrijzenmakers zorgen voor een soepele werking van de spuitgietmatrijs en defecten tijdens de productie voorkomen.
Gebruikelijke inspectiemethoden
De meest gebruikte methode om de passing en uitlijning van machinaal bewerkte matrijsoppervlakken te controleren is het gebruik van rode of blauwe markeerpasta (“Red Dan” of“Blue Dan” ). Deze techniek wordt vaak aangevuld met nauwkeurig meetgereedschap zoals schuifmaten en micrometers.
Aantekening:
Red Dan: Deze heeft een hardere textuur en is relatief ruwer, waardoor hij geschikter is voor het passen van mallen op grote oppervlakken of voor het uitlijnen van zware mechanische onderdelen. Het kan meer uitgesproken contactpunten laten zien.
Blue Dan: Het heeft een zachtere textuur en is ideaal voor nauwkeurig vormgieten, waarbij lichtere contactpunten duidelijk zichtbaar zijn. Het is geschikt voor zeer nauwkeurige controles van de uitlijning van matrijzen.
Met de voortdurende vooruitgang in verspaning en meettechnologie, is het gebruik van coördinaten meetmachines (CMM) steeds populairder geworden. CMM's kunnen een compleet profiel geven van het te meten onderdeel en vervangen vaak de traditionele Red Dan methode voor nauwkeurigere en uitgebreidere inspecties.
Red Dan inspectiemethode
Bij de Red Dan (of Blue Dan) methode wordt een dunne, gelijkmatige laag markeermiddel aangebracht op de ene helft van het matrijsoppervlak. Het is belangrijk om ervoor te zorgen dat de laag gelijkmatig en van consistente dikte wordt aangebracht.

De twee helften van de mal worden dan samengebracht en stevig aangedrukt om volledig contact te verzekeren.
Na het scheiden van de matrijshelften wordt de overdracht van Red Dan op het andere matrijsoppervlak geïnspecteerd.

- Goede pasvorm: Als de oppervlakken goed uitgelijnd zijn, zal de rode Dan gelijkmatig overgaan op het overeenkomstige oppervlak van de andere malhelft, wat duidt op een gelijkmatige en goede passing.
- Te strakke pasvorm: Een diepe kleur duidt op minimale ruimte tussen de oppervlakken, wat duidt op een zeer nauwe passing.
- Grote kloven: Een lichtere of ongelijkmatige kleur wijst op grotere openingen tussen de oppervlakken. Als er geen rode Dan wordt overgebracht, duidt dit op een significante verkeerde uitlijning en moeten de betreffende gebieden verder worden aangepast qua afmetingen of vorm.
Zodra de matrijshelften samengebracht zijn, is het belangrijk om een koper- of aluminiumstaaf te gebruiken om met kracht op de matrijs te slaan zodat de matrijshelften goed contact maken. Als u dit niet doet, kan dit resulteren in grote gebieden zonder rode Dan-overdracht, wat leidt tot een onvolledige inspectie en onnauwkeurige resultaten.

Voor meer efficiëntie wordt het gebruik van een vormspotpers sterk aanbevolen. Deze machine oefent een gelijkmatige druk uit op de matrijsoppervlakken, waardoor het markeermiddel beter wordt overgebracht dan bij handmatig hameren. Bovendien vermindert het de fysieke belasting van de arbeiders en versnelt het het proces. Voor grotere matrijzen is het gebruik van een opspanmachine essentieel, omdat hun gewicht manueel hanteren onpraktisch en ineffectief maakt voor het bereiken van nauwkeurige resultaten.
Aanpassingsmethoden
Er zijn verschillende methoden om de afmetingen van spuitgietonderdelen aan te passen om de nodige precisie te bereiken:
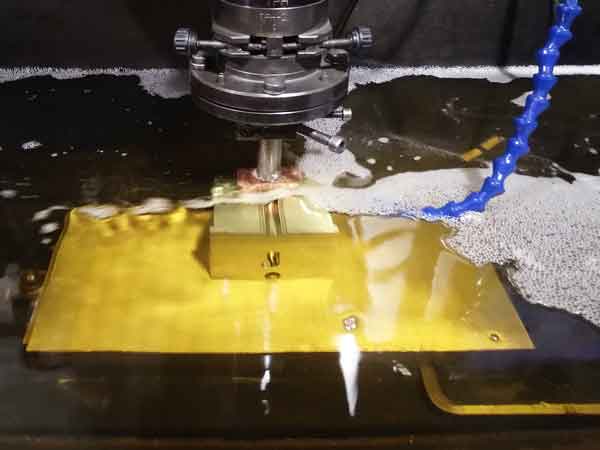
1. 1. Slijpmachine
Een van de meest gebruikte methoden om de hoogte van vlakke oppervlakken aan te passen is de slijpmachine. Deze aanpak is snel, handig en kosteneffectief, waardoor het ideaal is voor kleine aanpassingen aan de vlakke delen van matrijsonderdelen.

2. Handmatige fijnafstelling
Voor gebogen oppervlakken zijn handmatige aanpassingen meestal beperkt tot kleine, plaatselijke correcties. Gereedschappen zoalsvijlen, schuurpapier, en elektrische slijpmachines (zoals draaigereedschap ofhoekslijpmachine) worden gebruikt om specifieke gebieden te verfijnen. Deze methode wordt vaak geleidelijk uitgevoerd, waarbij de eerder genoemde Red Dan techniek wordt gebruikt om dichter bij de gewenste afmetingen te komen. Omdat het handmatig verfijnen veel tijd kost, is het echter het meest geschikt voor kleine aanpassingen in plaats van grootschalige veranderingen.


Gebruik een rotatiegereedschap om overtollig materiaal te verwijderen en de maat aan te passen.


3. CNC frezen en EDM nabewerken
Als er grotere aanpassingen nodig zijn, vooral voor complexe contouren of oppervlakken met aanzienlijke afwijkingen, zijn CNC-freesmachines of vonkverspaning (EDM) nodig om het onderdeel te bewerken. Handmatige correcties zijn niet nauwkeurig genoeg voor grote aanpassingen, vooral bij matrijzen met hoge eisen aan de maatnauwkeurigheid. Bovendien wordt handmatig vijlen ontmoedigd in mallen met hoge precisie, waar zichtbare gereedschapssporen onaanvaardbaar zijn en de kwaliteit en functionaliteit van het eindproduct in gevaar kunnen brengen.

Deze methoden zorgen ervoor dat matrijsonderdelen efficiënt kunnen worden aangepast met behoud van de hoge nauwkeurigheid die nodig is voor optimale prestaties van de matrijs. Elke methode heeft zijn eigen specifieke toepassing, waarbij handmatige methoden geschikt zijn voor kleine retouches en meer geavanceerde bewerkingen nodig zijn voor significante correcties.
Inspectie van schuifregelaars en hefbomen
Tijdens het handmatige aanpasproces zijn de inspectie en afstelling van geleiders en hefarmen belangrijke taken. Het is van cruciaal belang dat hun maatvoering en geometrische nauwkeurigheid gegarandeerd zijn en dat ze de juiste speling houden met hun geleiderails.
Onjuiste passing kan de nauwkeurigheid van de geproduceerde kunststof onderdelen beïnvloeden en de slijtage van deze onderdelen tijdens het gieten versnellen.
Tactiele inspectie
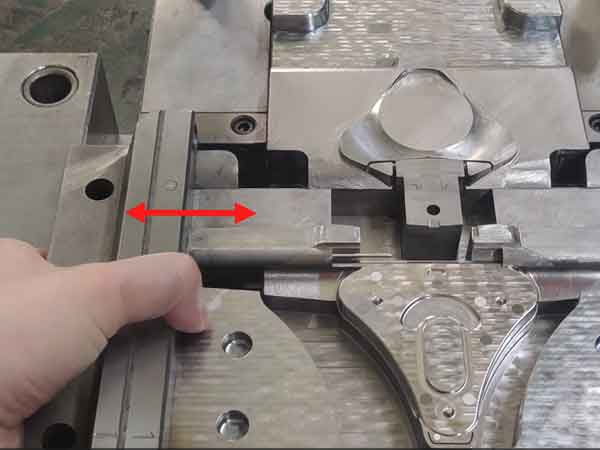
Een veelgebruikte methode om de passing en speling van schuifregelaars en klepstoters te beoordelen is een tactiele inspectie. Hierbij worden de glijblokjes (en lifters) handmatig bewogen:
- Zijwaartse beweging: Wanneer de schuifregelaar van links naar rechts wordt bewogen, mag er geen merkbare speling of losheid zijn.
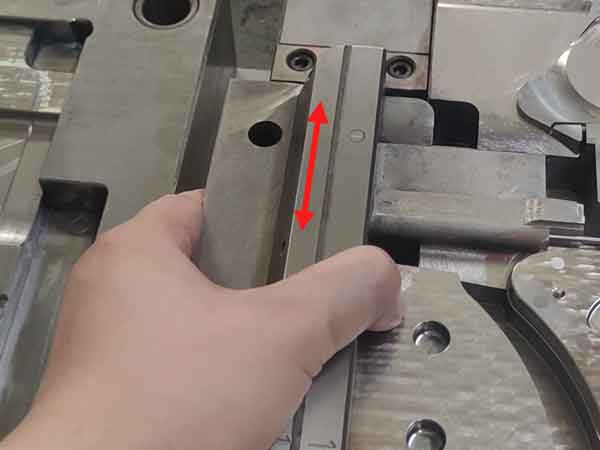
- Voorwaartse en achterwaartse beweging: De schuifknop moet met de juiste weerstand bewegen - niet te strak en niet te los.
Als de passing te krap is of als het onderdeel helemaal niet past, kan er materiaal worden verwijderd om de afmetingen iets te verkleinen. Als de passing echter te los is, is de enige oplossing om de schuifregelaar of lifter opnieuw te maken om de juiste maat en tolerantie te verkrijgen. Daarom moet tijdens het aanpassingsproces zeer voorzichtig te werk worden gegaan om te voorkomen dat er te veel materiaal wordt verwijderd.
Gezien de precisie die nodig is om schuivers en lifters te monteren, vereist dit proces ervaren technici met sterke vaardigheden. De nauwkeurigheid en efficiëntie van het handmatig aanpassen van matrijzen is sterk afhankelijk van hun expertise om ervoor te zorgen dat alle onderdelen uitgelijnd zijn en functioneren zoals bedoeld.
Tijdlijn voor vormmontage
Het handmatig aanpassen van de matrijsafmetingen voor precisie is arbeidsintensief en tijdrovend en vormt daarom een aanzienlijk deel van de totale productiecyclus van matrijzen.
- Eenvoudige producten: Voor producten die alleen vlakke scheidingsvlakken hoeven te hebben, is het proces relatief snel en duurt het meestal 1-2 dagen.
- Pons door oppervlakken: Als de mal doorboorde oppervlakken bevat, wordt het aanpasproces complexer en duurt het meestal 2-3 dagen om te voltooien.
- Schuivers en hefbomen: Als een mal veel schuivers en lifters heeft, neemt de benodigde tijd aanzienlijk toe. Afhankelijk van het aantal en de complexiteit van deze onderdelen kan het aanpasproces 3 tot 10 dagen duren.
Samengevat hangt het tijdschema voor het aanpassen van de mal grotendeels af van het aantal en de complexiteit van de schuivers en lifters. De totale grootte van de mal en de structurele complexiteit spelen ook een rol bij het bepalen hoe lang het montageproces zal duren.
Samenvatting
Kortom, assemblage en montage van matrijzen zijn vitale stadia in het totale productieproces van spuitgietmatrijzen. Ze beïnvloeden de duur van de productie aanzienlijk en zijn cruciaal voor het waarborgen van de kwaliteit van de matrijzen.
Als je vragen hebt, kun je contact met ons opnemen of hieronder een reactie achterlaten. We zullen dan ons best doen om je antwoord te geven.