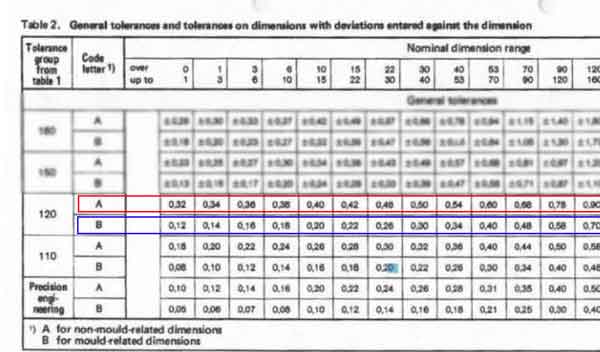
精密射出成形では、型締めの精度が製品の品質を決定する重要な役割を果たします。そのためには、固定金型(固定テンプレート)と移動金型(移動テンプレート)を非常に正確に繰り返し位置決めする必要があり、両者の平行度は通常0.06~0.08mm以内に制御されます。このような精度を達成するために、いくつかの対策が採用されている:
テンプレートの剛性を高める 高剛性のテンプレートを利用することで、金型の安定性と耐久性を効果的に向上させ、高圧射出成形時の変形を抑えることができます。.
大型リニアレールの採用 大型リニアレールの採用は、金型のスムーズで正確な動きを保証し、それによって型締めの精度を高めます。.
高精度ノズルコンタクトメカニズムノズルコンタクトメカニズムの最適化により、射出工程におけるノズルの接触による固定金型の移動を防ぎ、射出精度を確保。.
ベース剛性の強化 単品鋳造など剛性の高いベースを使用することで、射出成形機全体の安定性と精度を向上させ、長期間の使用でも高い精度を維持することができます。.
型締機構の改善 熱伝達の最適化など、型締機構を改善することで、温度変化による鋳型の非平行性を解消し、鋳型の精度を維持することができる。.
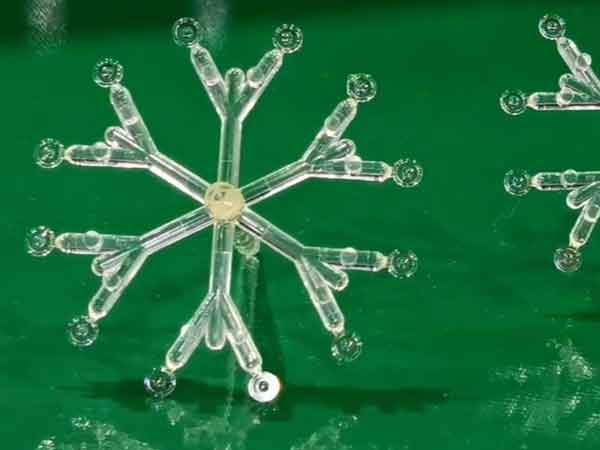
スマートフォンのレンズ製造のような実用的なアプリケーションでは、このような精密な制御と最適化によって製品の品質を大幅に向上させることができる。例えば、上面と下面の幾何学的中心のオフセットを1.12um未満に抑えることができると報告されている。精密射出成形における型締精度の微調整は、製品が高品質の基準を満たすための鍵となる。.