
ここでは、以前にLEGO部品に関連して実施した2つの製品をご紹介します。


1. レゴ部品; 2. レゴブロックに類似した部品
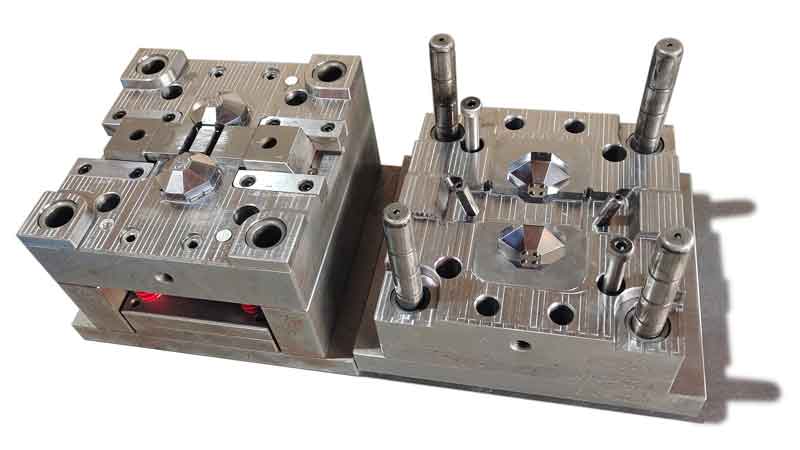
1. レゴ部品用射出成形金型
部品の情報
| 素材 | PC |
| サイズ | 48*48*20mm |
| 重量 | 7.96グラム |
| キー寸法の公差 | +/-0.01mm |
| 金型タイプ | 2キャビティ、コールドランナー |
重要要件:
±0.01mmまでの厳密な公差
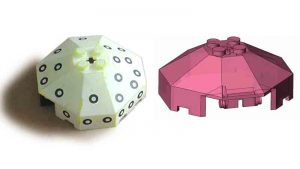
レゴ部品は、一方の部品の丸い突起が他方の部品の丸いくぼみ(または突起間の溝)に嵌合することで、適切な嵌め合いのきつさを得る。.

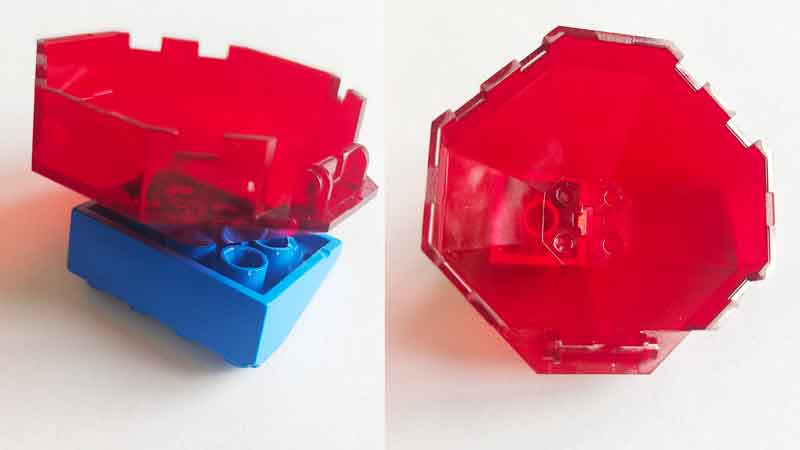

これ レゴ部品の嵌め合いは寸法に非常に敏感で、, 0.02mmの違いでも嵌め合いのきつさが異なる。偏差が0.04mmに達すると、部品は使用できない。.
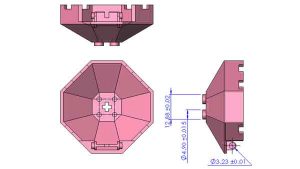

注意:ノギスで測定するのは精密ではなく、実際には専用のゲージを使用して測定する必要がある。 金型寸法.
同時に、ゲージまたは組み合わせるプラスチック部品を使用して、 プラスチック製レゴ部品の寸法.
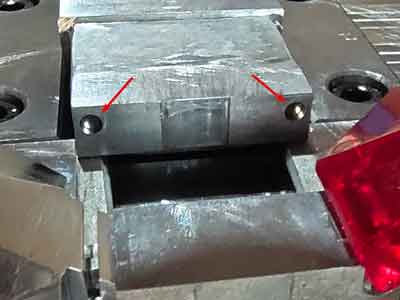
例えば、直径3.20、3.22、3.23mmの3本のピンを使用して、Φ3.23±0.01のポールを作るための穴を検査した。穴はミラー仕上げ放電加工で加工された。. 機械自体は非常に精密です, 、それは単に 工具オフセット を正確に検査する必要がある。 最大の注意 加工寸法を精密にするため。.
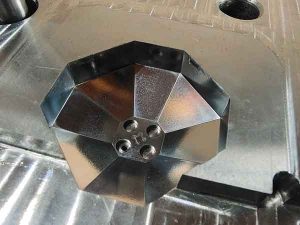
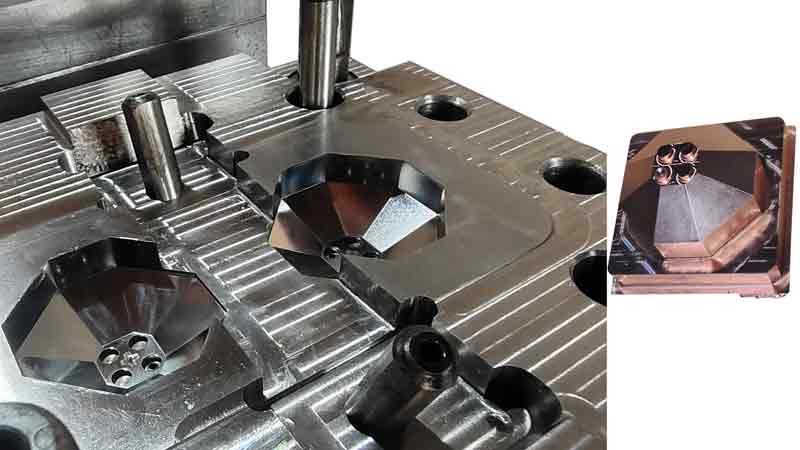
高精度加工方法
したがって、レゴ部品の射出成形金型はすべて、 スロー線放電加工 そして ミラー放電加工. などの高精度加工方法で完成される。金型を加工する際には、適切な検査方法も使用して寸法が公差範囲内にあることを確認する必要がある。.

オリジナルサンプルからの3Dモデリング
レゴ部品のレプリカを作りたい場合、まず最初にサンプルに基づいて 高精度3Dモデル を作成する。これは後続の精密加工の基礎となる。元のサンプル自体を測定するだけでなく、それに組み合う部品も測定し、 回避 による偏差 オリジナルサンプルの不正確さ.
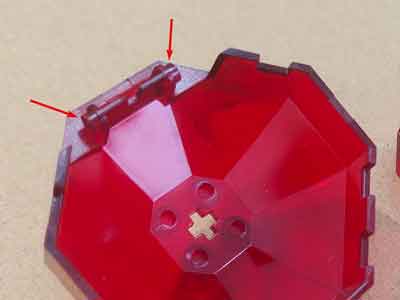
滑らかで平坦な表面
レゴ部品の表面は 平坦 そして 滑らか, 、製品が 高級感のある見た目. ここでは 2つのサンプルを比較, ここで 良好 部品の表面がより滑らかで、より 均一な反射, 一方で 不良 部品の表面は粗く、反射に 高低のくぼみが見える感じがする. 。写真ではこの違いはあまり目立たないが、実物を見るとこの違いは無視しにくい。.



(注: この種の 表面の凹凸は粗い加工工程の兆候である. 。ミラー放電加工で加工されるべき表面が通常の放電加工に置き換えられ、必要な平滑度を得るために 手動研磨 を使用する必要があり、この種の研磨は 表面の不均一を引き起こす. ミラー放電加工 は比較的滑らかな仕上げが可能で、望ましい平滑度を得るには ごく少量の研磨 のみが必要となる。)
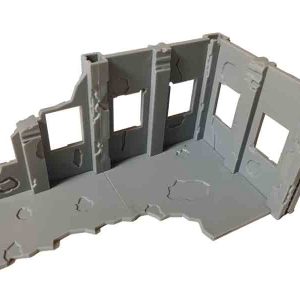
2. レゴブロック類似部品の射出成形金型
↑トップに戻る
これらの部品は一般的なレゴ部品よりも少し難しいかもしれない。なぜなら、 内寸, 、また 外寸.


部品仕様
| 素材 | ABS (黒) |
| サイズ | 30*14*8.6mm |
| 重量 | 0.5グラム |
| キー寸法の公差 | +/-0.02mm |
| 金型タイプ | 1+1ファミリ金型、コールドランナー |
金型価格: $1,500
- キャビティ数:1+1、ファミリ金型
- 金型材質: 718H
- リードタイム: 35日
私たちが作った2つの部品は、外観と機能の両方でレゴブロックに非常に似ている。適切な圧力で手で組み合う部品に押し込まれ、手で取り外すのにあまり苦労しないはずである。.
これらの部品の働き
これらのブロックは、対応する部品の丸い突起に嵌合する。.
同時に、外形の長方形の溝にも滑り込む。.
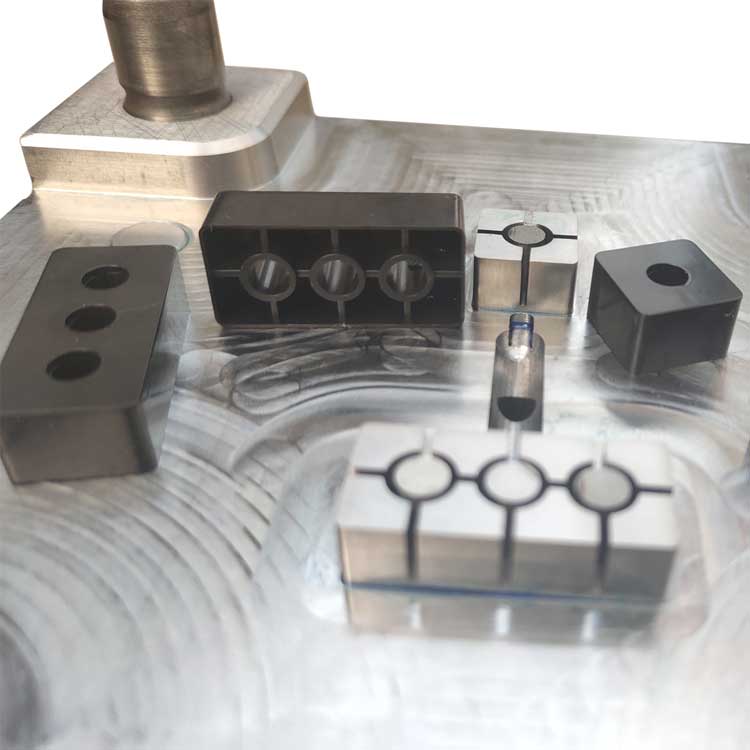
プラスチック部品を検査するための検査ゲージ
成形されたブロックを検査するための測定工具を作成した。重要な寸法(下図参照)は、これらのプラスチックブロックが使用される実際の部品と同じである。.

内部寸法を確保する方法
まず第一に、金型の加工寸法を確保する必要がある。 金型寸法 を正確に測定し制御する必要がある。.
第二に、 成形プラスチック部品, 、この検査工具は内部寸法を検査するのに非常に有用である。なぜなら、 ノギスは精度が低い 小さな内部寸法を検査するのに適している。検査工具を使用することで、 嵌合の緊密さ.
外部寸法の確認方法
検査工具を使用する以外に、外寸はノギスで検査する。.
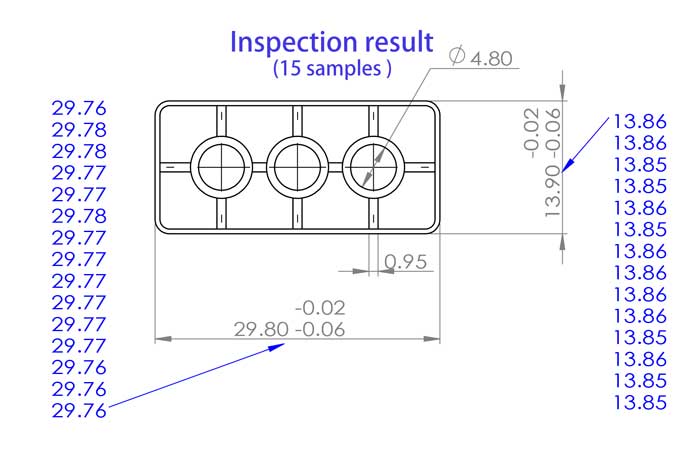
結果から、測定値は 良好な一貫性レベル。.
シンクマークとウェルドラインの回避
金型を作る際に常に考慮する必要があることの一つは、 成形不良を回避 または 許容レベル内に保つ. である。これら2つの部品について、特に注意すべき欠陥は シンク跡 そして 溶接線.
以下はプラスチックブロックのクローズアップビューで、ウェルドラインとシンクマークはすべて許容範囲内である。.