Indice dei contenuti
ToggleTutto quello che c'è da sapere sullo stampaggio della plastica trasparente
A causa delle proprietà del materiale rigido e scorrevole e degli elevati requisiti estetici, lo stampaggio di materie plastiche trasparenti è un lavoro più impegnativo rispetto al normale stampaggio di materie plastiche. Questo post è un'introduzione generale ai materiali plastici trasparenti e allo stampaggio a iniezione di materie plastiche trasparenti, nonché agli aspetti a cui è necessario prestare attenzione durante i processi di progettazione e produzione.
Vantaggi della plastica trasparente
Le applicazioni delle plastiche trasparenti nel mondo moderno sono numerose: luci, parti di automobili, elettrodomestici e contenitori per alimenti/bevande. Rispetto al vetro, le materie plastiche offrono una trasparenza paragonabile e presentano inoltre numerosi vantaggi, come la leggerezza, il costo inferiore, la maggiore rigidità e la migliore resistenza agli urti.
Come misurare la trasparenza
La trasparenza si misura principalmente con due parametri:
Trasmittanza luminosa (%)
È abbastanza semplice. La trasmittanza luminosa è definita come la percentuale di luce che passa attraverso il materiale trasparente (la restante percentuale viene riflessa o assorbita dall'oggetto trasparente).
Nessun materiale trasparente può avere una trasmittanza luminosa di 100%; anche il miglior vetro ottico può raggiungere solo una trasmittanza di 95%! In generale, per le materie plastiche, la trasmittanza luminosa è di circa 92% per il PMMA e 90% per il PC.
La foschia è la dispersione della luce quando passa attraverso un oggetto; fa apparire gli oggetti come nuvolosi o sfumati quando si vede attraverso il materiale trasparente.
Una buona plastica trasparente ha una misura di haze inferiore a 2%, paragonabile a quella del vetro; un buon materiale trasparente deve avere un'elevata trasmittanza luminosa e una bassa misura di haze.
Materiali che diffondono la luce: Alcuni materiali possono avere un'elevata trasmittanza luminosa e allo stesso tempo un alto valore di foschia; questi sono chiamati ‘materiali che diffondono la luce’. Sono spesso utilizzati nelle coperture per luci e indicatori LED, in modo che la luce diventi più uniforme e meno abbagliante. .

Plastica trasparente disponibile
Le plastiche trasparenti sono molto più versatili di quanto si possa pensare! La maggior parte di esse sono plastiche amorfe, tra cui PMMA (acrilico), PC, PS, PPSU, PES, ABS, AS, PETG, PCTG, ma anche plastiche cristalline come PET, e persino PA (nylon), PP.
È importante notare che non si tratta di PP e PA normali, perché il PP normale è traslucido (mezzo trasparente) e il PA è solitamente opaco. Il PP e il PA trasparenti sono modificati in modo speciale per diventare semicristallini o con cristalli molto piccoli, in modo che la luce possa ancora passare.
Allo stesso tempo, esistono plastiche trasparenti elastiche (o morbide), come il TPU o il PVC. Sono spesso utilizzate per realizzare custodie per telefoni.
Il PE e il PVC possono essere trasformati in pellicole trasparenti, ma la loro chiarezza diminuisce rapidamente all'aumentare dello spessore, per cui non sono considerati veri materiali trasparenti.
Come scegliere una plastica trasparente
Quando scegliamo la plastica trasparente più adatta per un'applicazione, non pensiamo solo al costo e alla producibilità, ma dobbiamo considerare molti altri fattori come la resistenza meccanica, la rigidità, la resistenza ai graffi, l'intervallo di temperatura, la resistenza chimica, la resistenza ai raggi UV, il tasso di restringimento, l'isolamento elettrico, ecc.
È fondamentale scegliere il materiale giusto prima di iniziare la produzione dello stampo, altrimenti potrebbe essere costoso cambiare materiale in un secondo momento, perché anche lo stampo potrebbe dover essere modificato di conseguenza.
Ogni materiale ha le sue caratteristiche. Altrimenti, non ci sarebbe motivo di esistere! Ad esempio, il PPSU è molto utilizzato per le bottiglie di latte per bambini, perché è abbastanza stabile in acqua calda e non contiene BPA, ma è piuttosto costoso e di colore un po' giallastro; il PETG è anch'esso privo di BPA, ha una grande forza meccanica e resistenza chimica, anche se ha una minore stabilità al calore;

Il PA (nylon) trasparente è molto resistente e durevole, ma ha una scarsa stabilità dimensionale e un elevato assorbimento di acqua.
Tuttavia, nella vita reale, le plastiche trasparenti più comunemente utilizzate sono il PMMA e il PC. Sono in grado di soddisfare la maggior parte dei requisiti delle applicazioni. Quindi, se non sapete cosa scegliere, sceglietene uno. Se la vostra applicazione è piuttosto particolare e desiderate assistenza nella scelta del materiale, contattateci in modo da potervi consigliare!
Confronto tra PMMA e PC
Se li confrontiamo:
- Il PMMA è la plastica più trasparente in assoluto, con una trasmittanza luminosa di 92%, mentre per il PC è di 90%;
- Il PMMA è più fragile e rigido, quindi soggetto a rotture o incrinature in caso di impatto e nel tempo. Il PC, invece, presenta una maggiore resistenza agli urti e flessibilità.
- Il PC è più soggetto a graffi superficiali, mentre il PMMA è più resistente ai graffi.
- Il PC è più resistente alle intemperie del PMMA. La temperatura di esercizio del PC può essere -45℃a 135℃ rispetto a quello del PMMA è -40℃ a 70℃.
- Il PC è più resistente agli agenti chimici del PMMA.
- Il PC può essere reso ignifugo, mentre il PMMA no.
Difetti di iniezione da evitare
I pezzi trasparenti hanno elevati requisiti estetici, quindi è essenziale evitare i problemi elencati di seguito. La produzione deve essere condotta da operatori esperti e devono essere eseguite ispezioni meticolose.
Durante la produzione, il tasso di scarto tende ad essere più alto, quindi questo fattore deve essere considerato nel calcolo dei costi di produzione.
- Linee d'argento. o anche chiamate striature d'argento.


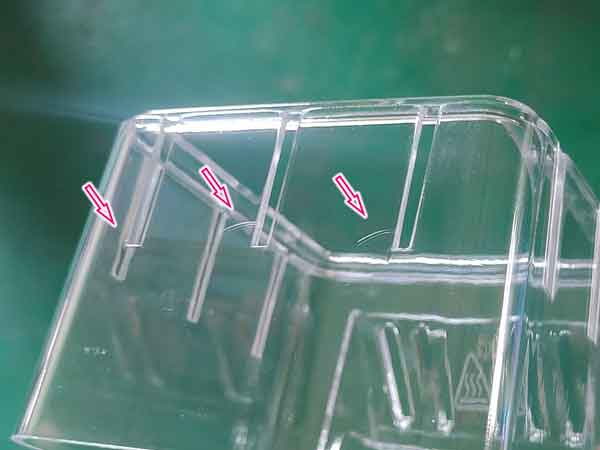
- linee di saldatura. A volte è difficile evitarli completamente, ma linee di saldatura molto leggere possono essere accettabili a seconda dei requisiti del cliente e dell'applicazione.
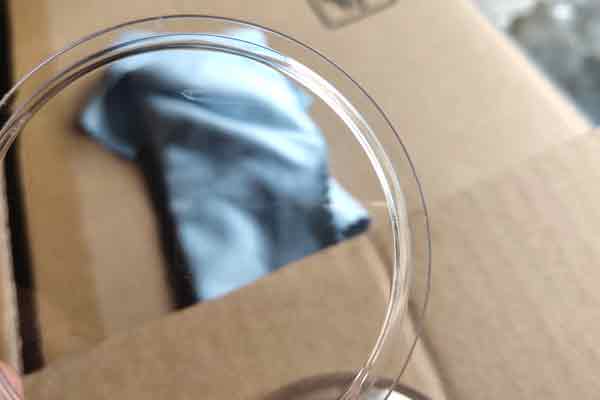
- linea di flusso.
- segni di lavandino.
- Crepe. Ad esempio, il PC è soggetto a crepe a causa delle maggiori sollecitazioni interne. Trattamento termico è talvolta necessario per pezzi di grandi dimensioni o con pareti spesse.
Punti critici nella progettazione e nella produzione
Lavorazione e lucidatura di alta precisione
A causa degli elevati requisiti di chiarezza ottica e di estetica accattivante, vengono posti requisiti più severi per la lavorazione e la lucidatura degli stampi per le parti in plastica trasparente.
Per alcuni componenti ottici, la lucidatura dello stampo deve essere effettuata in un laboratorio privo di polvere.
La lavorazione deve essere mantenuta entro una stretta tolleranza, in modo da mantenere la successiva lucidatura entro una quantità minima, così da non modificare le proprietà geometriche. In questo modo, dopo la lucidatura, non si vedranno distorsioni o ondulazioni nell'immagine riflessa. Altrimenti, la stessa distorsione o ondulazione apparirà anche sulle parti in plastica stampate.
Molte plastiche trasparenti sono materiali a scorrimento rigido, in altre parole hanno una bassa fluidità (solitamente misurata dall'indice di fluidità) o un'alta viscosità. Ciò comporta ulteriori sfide per la progettazione degli stampi e il controllo del processo di stampaggio. La scarsa fluidità può comportare un'eccessiva tensione interna che porta a difetti di iniezione come fessurazioni, linee di flusso, linee d'argento e vuoti di vuoto.
È consigliabile posizionare la porta nell'area della parete spessa e, se possibile, ingrandirla. Ciò consente di riempire la cavità in modo rapido e semplice e di mantenere una pressione di confezionamento sufficiente a compensare il ritiro in fase di confezionamento.

Parte Design
Oltre alla progettazione del gate e all'ottimizzazione dei parametri di iniezione, anche la corretta progettazione del pezzo è fondamentale per eliminare i possibili difetti di iniezione.
Una semplice regola è quella di avere uno spessore di parete appropriato e mantenerlo uniforme su tutto il pezzo. Per il PC e il PMMA, è meglio che lo spessore della parete sia superiore a 1 mm. Tuttavia, nella pratica non è così facile! Se desiderate una consulenza sul vostro progetto, contattateci.
Un'altra cosa a cui prestare attenzione è avere un angolo di sformo leggermente più ampio, altrimenti potrebbero verificarsi graffi sul lato verticale.
Analisi del flusso dello stampo
È sempre consigliabile condurre un'analisi del flusso dello stampo, in modo da poter controllare la pressione, la temperatura, la tendenza alla formazione di linee di saldatura e bolle d'aria, mettere a punto il design del gate e del pezzo.

Ventilazione adeguata della muffa
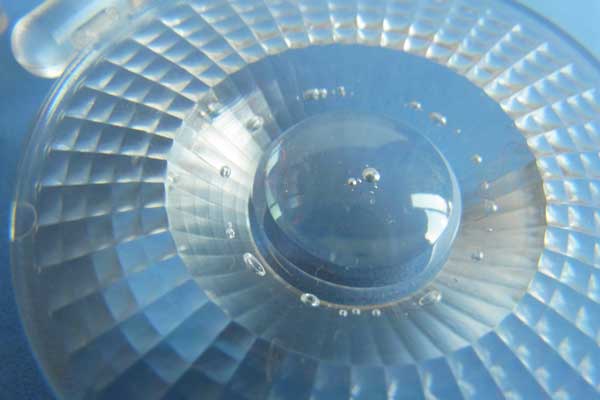
Questa operazione è molto importante per evitare che nello stampo si formino trappole d'aria, con conseguenti bolle d'aria, colpi corti, fiammate, bruciature del materiale e altri problemi. La profondità di sfiato dipende dalla viscosità del materiale plastico. Questo è in parte il motivo per cui cambiare materiale potrebbe essere un problema per uno stampo già realizzato.
Utilizzare una macchina pulita
Se le viti e i cilindri della macchina per lo stampaggio a iniezione non sono completamente puliti, potrebbero verificarsi punti o impurità nei pezzi trasparenti stampati. Questo può non accadere a tutti i pezzi, ma si verifica casualmente con alcuni di essi. Prima della produzione, quindi, è necessario pulire accuratamente i cilindri e le viti.
Se possibile, è più facile utilizzare la macchina solo per prodotti trasparenti.

Conclusione
Tenendo conto di tutto questo, se comprendete tutti i punti sopra elencati e li tenete a mente quando progettate i vostri pezzi in plastica trasparente, avrete molte più probabilità di ottenere un risultato soddisfacente alla fine del processo.