Comprensione e applicazione delle tolleranze per i processi di piegatura della lamiera
Un'adeguata tolleranza per i lavori di piegatura della lamiera è importante per rendere i progetti pronti per la produzione. Questo post spiegherà brevemente da dove derivano le variazioni e quali potrebbero essere le tolleranze accettabili per le normali operazioni in officina.
Da dove provengono le variazioni
Il processo di piegatura (formatura) è un processo di non rimozione del materiale.
Nei processi di asportazione di materiale (come la lavorazione CNC), la geometria lavorata è controllata principalmente dalla precisione dei movimenti degli utensili da taglio. Altri fattori contribuiscono in misura molto minore alla precisione finale delle dimensioni.
Nella piegatura delle lamiere, anche se gli utensili e gli stampi possono essere realizzati in modo molto preciso, entrano in gioco l'allungamento del materiale, i contraccolpi, la direzione delle venature, ecc. Tutti questi fattori devono essere presi in considerazione per una corretta tolleranza delle parti in lamiera.
Il processo di piegatura su una pressa piegatrice
In realtà, lo spessore e la durezza temperata delle lamiere variano da una lamiera all'altra, o anche su aree diverse all'interno della stessa lamiera.
Nel frattempo, nel processo di piegatura delle lamiere, il bordo tagliato o il bordo formato vengono utilizzati come riferimenti per il posizionamento del pezzo, ma questi riferimenti sono meno precisi di quelli lavorati dal CNC.
Di conseguenza, conoscere le tolleranze appropriate diventa molto importante. Ciò consentirà di produrre i vostri pezzi in lamiera in modo efficiente e a basso costo. Un eccesso di tolleranza aumenterà drasticamente i lavori di controllo e smistamento, con conseguente aumento dei prezzi e riduzione della velocità di produzione.
punzone, matrice e calibro posteriore per una pressa piegatrice
Variazioni di spessore del materiale
Nella vita reale, lo spessore della lamiera può variare leggermente nelle variazioni consentite. Ad esempio:
Acciaio laminato a freddo da 2 mm: 1,90-1,97 mm
Acciaio laminato a caldo da 5 mm: 4,60-4,80 mm per i prodotti di marca; 4,40-4,75 mm per i prodotti non di marca (di qualità inferiore e più economici).
Le variazioni di spessore hanno un impatto notevole sulla precisione dei pezzi finiti.
Due tipi di varianti per la piegatura della lamiera
1. Angolare
Quando il punzone (lo stampo superiore) viene rilasciato, il pezzo si flette leggermente. La quantità di flessioni non è sempre costante e dipende dalla durezza e dallo spessore del materiale.
Se il raggio di curvatura e la durezza del materiale sono scelti correttamente, l'angolo di curvatura può essere normalmente realizzato con valori compresi tra +/-0,5° e +/-1°.
ritorno elastico di flessione
Come influisce sulle dimensioni lineari
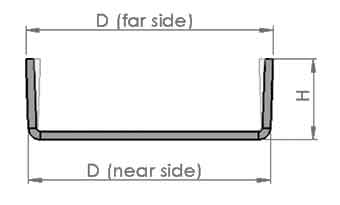
Quando prendiamo le misure delle dimensioni lineari, dobbiamo misurare il lato vicino alle curve, perché le misure sul lato lontano sono meno precise e coerenti (vedere le immagini qui sotto).
Ideale
In realtà
2. Lineare
Nel processo di piegatura, l'area piegata si assottiglia e diventa più lunga (allungata). Anche in questo caso, la quantità di allungamento non è coerente a causa della disomogeneità dello spessore e dell'imbracatura del materiale, che ha causato l'incoerenza delle dimensioni.
Dimensioni controllate e non controllate
Le dimensioni lineari possono essere classificate come dimensioni controllate e non controllate.
Le dimensioni controllate derivano direttamente dalla piegatura, posizionando la lastra piana contro il calibro posteriore, in modo da avere un migliore controllo.
Le dimensioni non controllate sono ottenute indirettamente da 2 o più curve, e ad esse devono essere attribuite tolleranze maggiori.
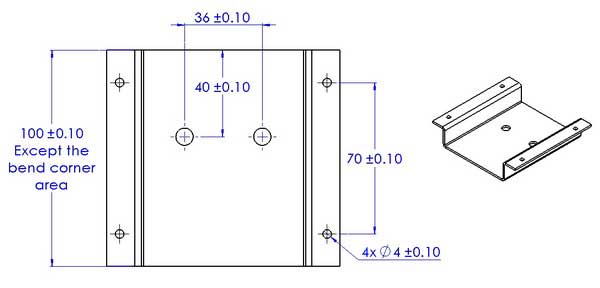
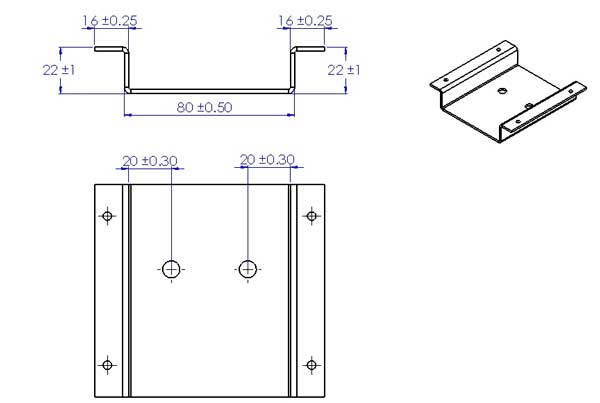
Un esempio
Supponendo di produrre un pezzo come questo, che passerà attraverso 2 fasi
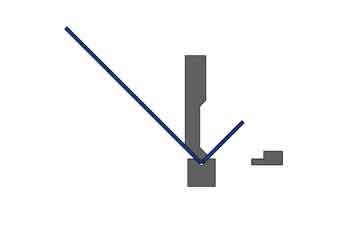
Primo passo
Seconda fase
Le dimensioni controllate possono essere mantenute con una tolleranza più stretta rispetto alle dimensioni non controllate, come mostrato di seguito:
Tolleranze normali per la piegatura della lamiera
Nella pratica, le tolleranze di tenuta variano in base a molti fattori, come lo spessore del materiale, l'ampiezza complessiva delle dimensioni, l'acciaio laminato a freddo o a caldo e così via. Un modo più semplice e veloce è quello di guardare alcuni esempi per farsi un'idea, quindi collaborare con il proprio ingegnere DFM per ottenere le tolleranze corrette per ogni lavoro specifico.
Condizione sugli esempi sottostanti: lo spessore del materiale è inferiore a 2 mm, le parti sono realizzate mediante taglio laser e freno a pressionepiegatura.
Questi esempi forniscono le “zone di comfort” delle tolleranze, ma si riferiscono solo alla produzione di grandi volumi, quando gli utensili, i materiali e i processi sono stati ottimizzati. Per le piccole produzioni, le tolleranze possono ancora essere allentate.
Dimensioni tagliate al laser: da ±0,10 a ±0,20 mm (più precise)
Le dimensioni del taglio laser comprendono diametro del foro, distanza tra i fori, distanza tra i fori e i bordi, lunghezza e larghezza del pezzo grezzo e così via. Per grandi campate (come 2 metri), la tolleranza può aumentare a ±1 mm.
Dimensioni piegate: da ±0,25 a ±2 mm (meno preciso)
Le dimensioni di curvatura includono foro alla curvatura, curvatura al bordo e curvatura alla curvatura.
Le tolleranze variano a seconda della sequenza di piegatura. La prima piegatura sarà più accurata, in quanto utilizza il bordo tagliato come origine, mentre le piegature successive, che utilizzano il bordo piegato come origine, saranno meno accurate. L'ultima dimensione non controllata sarà la meno accurata.
Utilizzo del bordo di taglio come piano di riferimento
Più preciso
Utilizzo dello spigolo piegato come piano di riferimento
Meno preciso
Consiglio: è difficile mantenere le distanze tra i fori (o altre caratteristiche) da piegare o tra i fori (dopo la piegatura) con una tolleranza ristretta. Quando le tolleranze strette sono inevitabili, questi fori (o altre caratteristiche simili) dovrebbero essere lavorati a macchina CNC dopo la piegatura.
Privilegiare le tolleranze
Se adottiamo sequenze di piegatura diverse, possiamo ottenere tolleranze diverse su ogni dimensione. Per questo motivo è importante indicare quali sono le dimensioni chiave o spiegare al produttore come funzionano i pezzi nel loro assemblaggio.
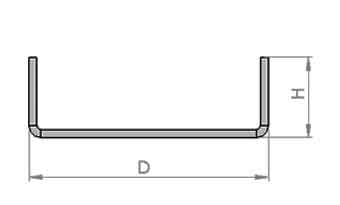
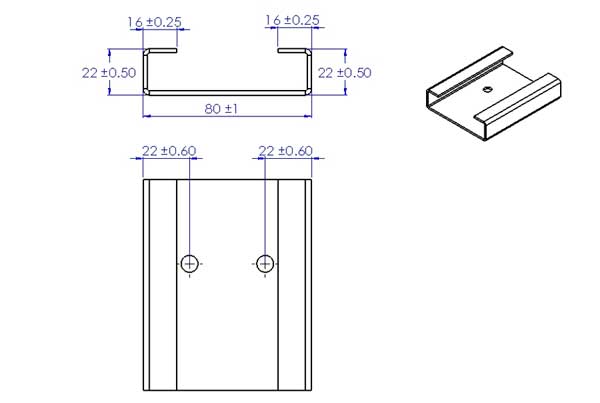
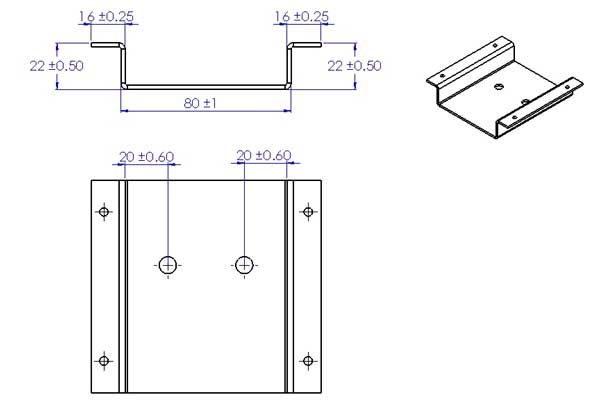
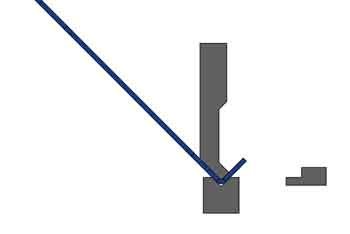
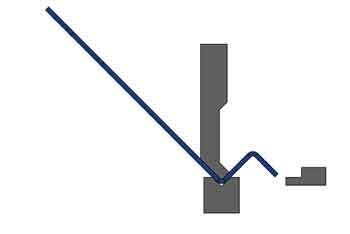
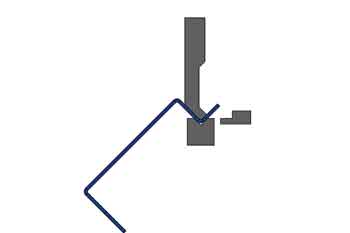
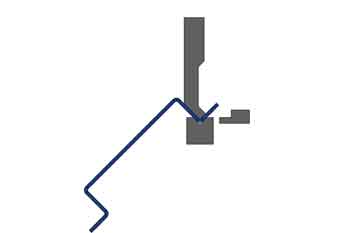
Sequenza di piegatura 1
Passo 1
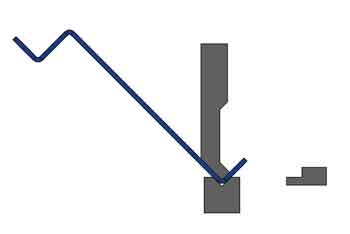
Passo 3
Passo 2
passo 4
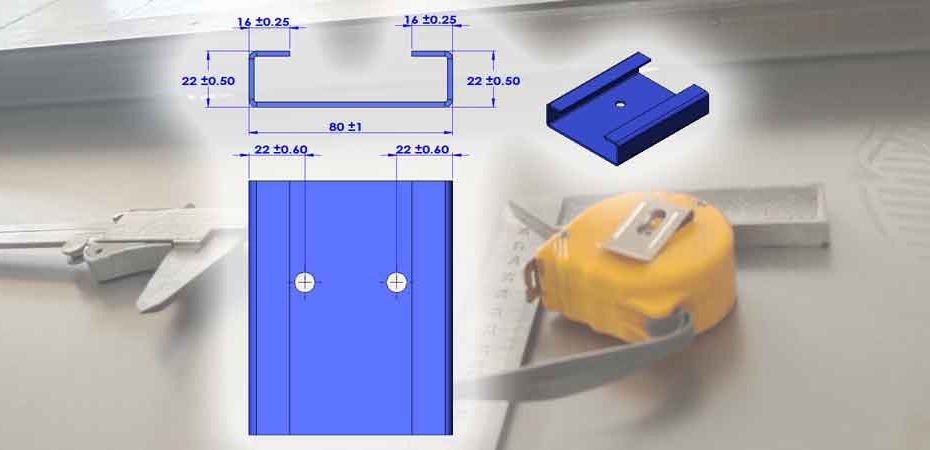
Con questa sequenza di piegatura, la larghezza del fondo è di 80±1 mm, mentre l'altezza è di 22 ±0,50 mm.
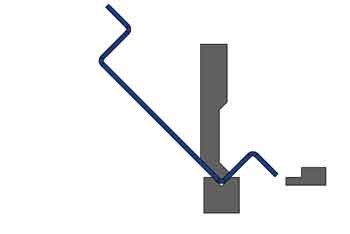
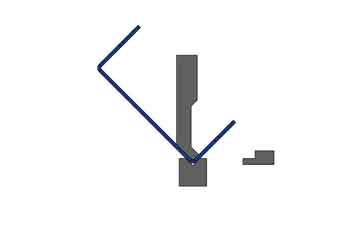
Sequenza di piegatura 2
Passo 1
Passo 3
Passo 2
Passo 4
Si tratta di una sequenza di piegatura non normale; sono necessari strumenti speciali per evitare che il pezzo interferisca con la macchina.
Con questa sequenza di piegatura, la larghezza del fondo può essere mantenuta a 80±0,5 mm, ma l'altezza può essere realizzata solo a 22 ±1 mm.
Conclusione
Questo post vuole aiutarvi a capire quali possono essere le tolleranze di tenuta per i vostri pezzi in lamiera. Tuttavia, anche per un progettista esperto può essere difficile e dispendioso in termini di tempo decidere le tolleranze per ogni singola dimensione; un approccio più semplice è quello di spiegare al produttore o all'ingegnere DFM come il pezzo si inserisce e funziona nell'assemblaggio, come interagisce con i componenti di accoppiamento. Il produttore o l'ingegnere DFM hanno l'esperienza necessaria o possono realizzare alcuni dispositivi di ispezione sulla base delle informazioni fornite, e stabilire le tolleranze più adatte per le dimensioni chiave.
Boyan Manufacturing Solutions ha una ricca esperienza nella fabbricazione di lamiere. Se avete domande, lasciate un messaggio qui sotto o inviate i vostri disegni per una consultazione.