
Indice dei contenuti
ToggleComprendere i fondamenti dello stampaggio a iniezione del nylon
Nel campo della produzione di materie plastiche, lo stampaggio a iniezione del nylon è una tecnica fondamentale, nota per la sua versatilità e resistenza. Questo metodo trasforma il nylon in diversi prodotti, dalle parti automobilistiche agli oggetti di uso quotidiano, dimostrando la sua durata e adattabilità.
Questo articolo approfondisce le sfumature dello stampaggio a iniezione del nylon, concentrandosi sulle sue forme più popolari, PA6 e PA66, e sugli aspetti essenziali del processo di stampaggio. La nostra esplorazione offre spunti di riflessione su questo processo produttivo chiave, evidenziando come le modifiche migliorino le proprietà del nylon e le sue applicazioni in vari settori. Scoprite con noi l'intricato mondo dello stampaggio a iniezione del nylon, una pietra miliare della produzione moderna.
Versalità dei prodotti stampati ad iniezione in nylon
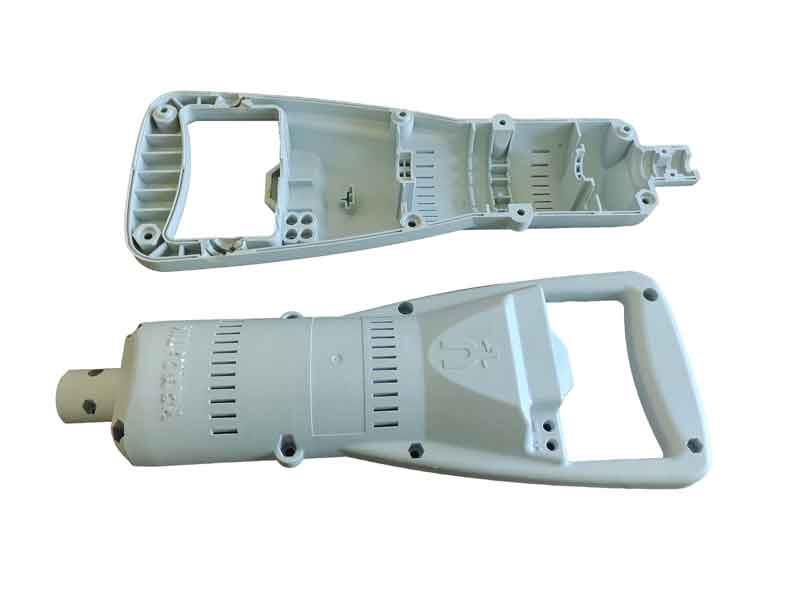
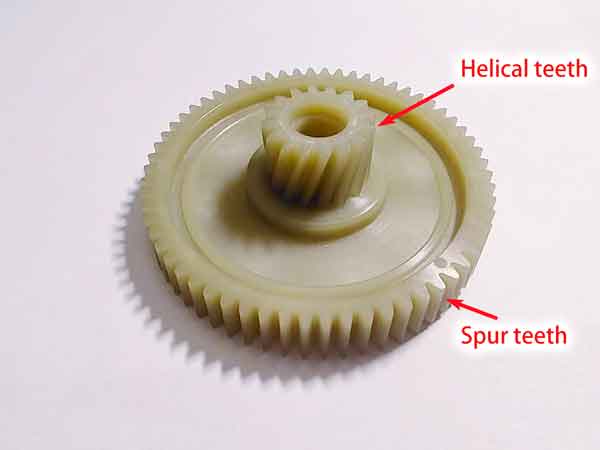
Il nylon è così ampiamente utilizzato che i prodotti stampati a iniezione in nylon sono quasi ovunque nella nostra vita quotidiana. Di seguito sono riportati alcuni esempi di prodotti in nylon, forniti per una rapida panoramica delle loro applicazioni diffuse.






Hai bisogno di esperienza nello stampaggio a iniezione di nylon? Contattateci per un servizio eccezionale!

Che cos'è il nylon?
Il nylon è una poliammide sintetica (abbreviata in PA), un tipo di polimero formato da legami ammidici (-NH-CO-). Appartiene alla famiglia dei polimeri termoplastici semicristallini. Noto per la sua forza, tenacità, resistenza alle alte temperature, resistenza all'usura e basso attrito, il nylon è ampiamente utilizzato nella produzione tessile e nei processi di stampaggio a iniezione. Questo materiale è stato inventato e denominato dall'azienda americana DuPont alla fine degli anni '30. Il nylon è stato inizialmente utilizzato per le setole degli spazzolini da denti e successivamente si è esteso alla produzione di calze, paracadute e altri articoli.
Il nome “nylon” è piuttosto memorabile, anche se non esiste una spiegazione chiara del suo significato specifico. Tuttavia, è un esempio riuscito di branding commerciale.
È importante notare che, sebbene il nylon sia un tipo di poliammide, non tutte le poliammidi sono indicate come nylon. Ad esempio, materiali naturali come la seta e la lana sono poliammidi composte da aminoacidi, e anche alcune poliammidi aromatiche non rientrano nella categoria del nylon.
Tipi di nylon
I principali tipi di nylon sono il Nylon 6 e il Nylon 66, che dominano il mercato. Il nylon 6 è noto come policaprolattame, mentre il nylon 66 è poliesametilene adipamide. Il Nylon 66 è più duro del Nylon 6 di circa 12%. Seguono il Nylon 11, il Nylon 12, il Nylon 610 e il Nylon 612.
Inoltre, esistono tipi come il Nylon 1010, il Nylon 46, il Nylon 7, il Nylon 9, il Nylon 13 e varietà più recenti come il Nylon 6I, il Nylon 9T e lo speciale Nylon MXD6, noto per le sue proprietà barriera. Questi diversi tipi di nylon offrono una gamma di proprietà che soddisfano diverse esigenze e applicazioni industriali.
Vantaggi e svantaggi del nylon
Il nylon, un materiale sintetico ampiamente utilizzato, presenta i seguenti vantaggi e svantaggi:
Vantaggi:
- Alta resistenza meccanica: Il nylon è noto per la sua eccellente resistenza e tenacità, che lo rendono ideale per le applicazioni che richiedono un'elevata resistenza meccanica. La sua tenacità aumenta ulteriormente quando assorbe acqua.
- Resistenza alle alte temperature: Il nylon standard è in grado di resistere a temperature superiori a 100 ℃ e alcuni tipi modificati possono arrivare fino a 200 ℃.
- Superficie liscia e resistente all'usura: La superficie del nylon è liscia e presenta un basso coefficiente di attrito, offrendo una notevole resistenza all'usura. Presenta proprietà autolubrificanti quando viene utilizzato come parte di macchinari in movimento, riducendo il rumore ed eliminando la necessità di lubrificanti nelle applicazioni a basso attrito.
- Resistenza alla corrosione: Il nylon resiste bene agli alcali e alla maggior parte delle soluzioni saline. Resiste anche agli acidi deboli, agli oli per motori, alla benzina, ai composti di idrocarburi aromatici e ai solventi generici. Il nylon è inerte ai composti aromatici e offre un'eccellente resistenza a benzina, oli, grassi, alcol e alcali deboli, oltre a notevoli proprietà anti-invecchiamento.
- Buon isolamento elettrico: Il nylon mantiene un certo livello di resistenza elettrica, anche in ambienti umidi.
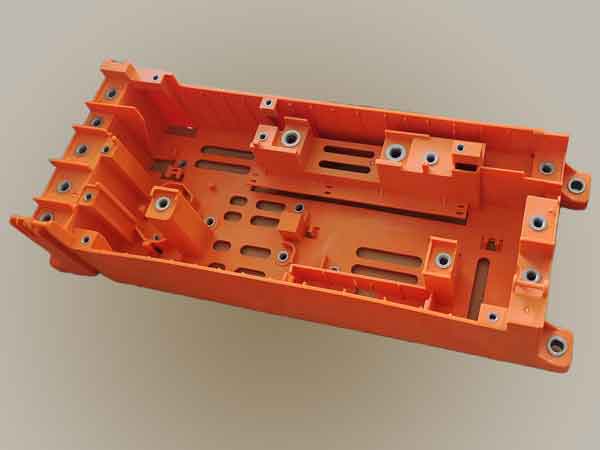
Il nylon è ideale per lo stampaggio di inserti metallici grazie alla sua resistenza
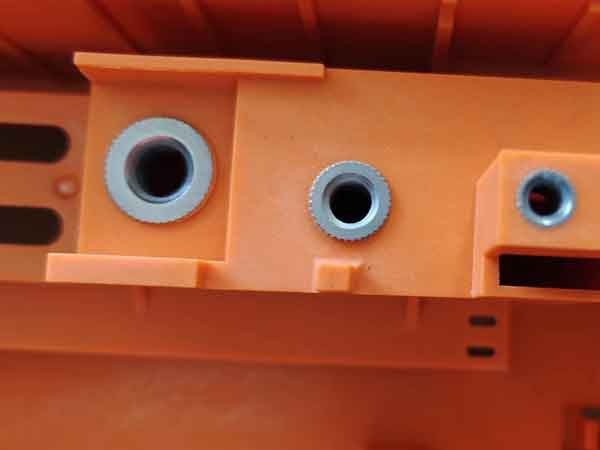
La resistenza e la tenacità del nylon lo rendono ideale per lo stampaggio di inserti metallici. La valigetta presenta 34 dadi metallici incorporati. Poiché l'installazione manuale supera i 2 minuti, il preriscaldamento degli inserti è inefficiente. Tuttavia, la probabilità che la plastica si rompa è bassa, anche con inserti freddi.
Svantaggi:
- Assorbimento di acqua e gonfiore: Il nylon tende ad assorbire l'acqua, con un tasso di assorbimento superiore a 3%, con conseguente scarsa qualità del prodotto. stabilità dimensionale.
- Scarsa resistenza ai raggi UV: L'esposizione prolungata all'esterno può causare l'invecchiamento e il degrado del nylon.
- Resistenza limitata alla temperatura: Il nylon diventa fragile e perde resistenza in ambienti a bassa temperatura, mentre è soggetto a invecchiamento e degrado alle alte temperature.
Pertanto, quando si sceglie il nylon come materiale, è essenziale considerare questi punti di forza e di debolezza per garantirne l'idoneità e la durata per applicazioni specifiche.
Nylon 6 e Nylon 66 per lo stampaggio a iniezione
Poiché questi due tipi di nylon sono i più comunemente utilizzati nello stampaggio a iniezione, vediamo di confrontarli per comprenderne le caratteristiche. Entrambi appartengono alla famiglia dei polimeri poliammidici e presentano analogie nella struttura molecolare.
Similarità e differenze:
Natura semicristallina: Entrambe sono plastiche semicristalline, ma il Nylon 66 ha un grado di cristallinità più elevato rispetto al Nylon 6, il che comporta alcune differenze nelle proprietà fisiche.
Densità: La densità del Nylon 6 e del Nylon 66 è di circa 1,10-1,15 g/cm3. Tuttavia, l'incorporazione di fibre di vetro o di altre cariche può aumentare la densità, che in genere rimane inferiore a 1,5 g/cm3.
Punto di fusione: il punto di fusione del Nylon 66 è di circa 260 ℃, ovvero 20-40 gradi in più rispetto al Nylon 6. Questo conferisce al Nylon 66 una maggiore resistenza al calore, ma una minore elasticità, tenacia e resistenza alla fatica rispetto al Nylon 6. Ciò conferisce al Nylon 66 una resistenza al calore superiore, ma è inferiore in termini di elasticità, tenacità e resistenza alla fatica rispetto al Nylon 6.
Durezza: il nylon 6 offre una migliore resistenza.
Durezza: il Nylon 66 è più duro del Nylon 6.
Viscosità e stampaggio: il nylon 6 ha una viscosità inferiore, che lo rende più facile da stampare, e produce una migliore lucentezza superficiale. Tuttavia, ha un tasso di assorbimento dell'acqua più elevato, con un tasso di assorbimento dell'acqua a saturazione di circa 10%. Questo elevato assorbimento può ridurre significativamente le prestazioni del materiale, che deve essere preso in considerazione nella progettazione.
Resistenza alle temperature: il Nylon 66 può resistere a temperature di circa 180-190 gradi Celsius, ovvero 50-60 gradi in più rispetto al Nylon 6.
Comprendendo queste differenze e somiglianze, i produttori e i progettisti possono prendere decisioni più informate su quale tipo di nylon sia più adatto alle loro applicazioni specifiche, in particolare per quanto riguarda i processi di stampaggio a iniezione.
Tipi di nylon modificato
Per superare i punti deboli del nylon, sono state sviluppate sul mercato diverse forme modificate di nylon. I metodi di modifica più comuni includono miscelazione, riempimento, e copolimerizzazione. La miscelazione consiste nel mescolare il nylon con altre plastiche o gomme per integrare i rispettivi punti di forza; la modifica del riempimento aggiunge tipicamente materiali come fibre di vetro, carbonato di calcio o talco per aumentare la resistenza e ridurre il ritiro; la copolimerizzazione modifica la catena molecolare, innestando o segmentando altri gruppi funzionali o polimeri sulle catene di PA6 per migliorare le prestazioni complessive.
Ecco alcune calze di nylon modificate comunemente utilizzate:
Nylon rinforzato: La maggior parte dei nylon rinforzati utilizza fibre di vetro e additivi come il carbonato di calcio e il talco. Questi additivi migliorano la stabilità dimensionale e la durezza, ma possono anche aumentare la densità e ridurre la tenacità e la lucentezza superficiale del materiale.
Nylon temprato: lo scopo principale della tempra con gomma è quello di migliorare le prestazioni a basse temperature. Il nylon normale diventa fragile e perde funzionalità a temperature comprese tra -30 e -20 gradi Celsius. Gli agenti di tempra più comuni sono la gomma EPDM, la gomma EPR, la gomma nitrile, la gomma stirene-butadiene e la gomma polibutadiene, con l'EPDM che è il più utilizzato. Tuttavia, il nylon temprato può ridurre la fluidità del materiale, rendendo più difficile lo stampaggio a iniezione. È importante notare che l'uso congiunto di agenti indurenti e ritardanti di fiamma può causare l'inefficacia dei ritardanti stessi.
Nylon resistente all'usura: Il nylon resistente all'usura si ottiene aggiungendo additivi come fibre di carbonio, bisolfuro di molibdeno, grafite, polvere di PTFE o polvere di silicone per ridurre l'attrito o aumentare la durezza della superficie, riducendo così l'usura.
Nylon ignifugo: I ritardanti di fiamma presenti sul mercato si dividono generalmente in tre categorie: alogenati, non alogenati e a base di fosforo rosso, anche se quest'ultimo è meno comune. I ritardanti di fiamma non alogenati sono più rispettosi dell'ambiente in quanto producono meno fumo e meno sottoprodotti quando bruciano. I ritardanti di fiamma alogenati sono più efficienti ma producono fumo nero e gas nocivi quando bruciano. È fondamentale capire che le plastiche ritardanti di fiamma non sono ininfiammabili, ma sono progettate per spegnersi una volta rimossa la fonte di fiamma.
Nylon trasparente: il nylon trasparente può raggiungere un tasso di trasmittanza luminosa superiore a 90%, paragonabile a quello del PMMA, e possiede anche una buona resistenza alla trazione e agli urti. La chiave per creare un nylon trasparente consiste nell'alterare la disposizione delle catene polimeriche o nell'introdurre comonomeri specifici per ridurre la cristallinità, poiché le regioni cristalline e amorfe sono responsabili dell'opacità del materiale.
Esistono inoltre altri tipi di nylon, come il nylon galvanico, il nylon resistente ai raggi UV e così via, che non vengono descritti in questa sede. Queste tecniche di modifica hanno ampliato notevolmente le applicazioni del nylon, soddisfacendo una gamma più ampia di esigenze industriali e quotidiane.
Considerazioni chiave per lo stampaggio a iniezione del nylon
Quando si tratta di stampaggio a iniezione di nylon, è necessario padroneggiare diversi metodi e tecniche chiave per garantire la qualità del prodotto. Questi includono:

Assiccazione del materiale di nylon: il nylon è soggetto all'assorbimento di umidità, quindi è fondamentale asciugarlo prima dello stampaggio a iniezione. La temperatura di essiccazione consigliata è di 120 ℃ per 4 ore. Questa fase è diversa da quella di altre materie plastiche come il PP, che non richiedono un'asciugatura preliminare.
Temperatura dello stampaggio a iniezione:
PA6: il normale intervallo di temperatura di stampaggio a iniezione per la PA6 è di 220-260 ℃. In genere si raccomanda di impostare le temperature del secondo e terzo stadio a 240-250 ℃, con la temperatura dell'ugello controllata a 210-220 ℃. La temperatura al gate deve essere di 10 gradi inferiore alla temperatura dell'ugello, poiché una temperatura troppo elevata può causare difficoltà nello scarico del materiale e lo slittamento della vite.
PA66: il punto di fusione della PA66 è di circa 255-260 ℃. La temperatura dell'ugello deve essere regolata a 265-275 ℃, mentre le temperature del secondo e terzo stadio devono essere impostate tra 280-290 ℃, con la temperatura del gate intorno ai 280 ℃.
Nylon rinforzato: Per il nylon rinforzato (sia per il Nylon 6 che per il Nylon 66), è consigliabile aumentare la temperatura di stampaggio di 10-20 gradi a causa della sua relativamente scarsa fluidità. Per migliorare l'aspetto del prodotto, anche le temperature del secondo e terzo stadio possono essere aumentate di 10-20 gradi.
Velocità di iniezione: Quando si producono prodotti in nylon contenenti fibre di vetro, è necessario aumentare la velocità di iniezione per evitare la comparsa di fibre galleggianti sulla superficie del prodotto.
Temperatura di stampo: Per il Nylon 6 e il Nylon 66, la temperatura di stampo consigliata è di 80-120 ℃. La temperatura dello stampo influisce sulla qualità della superficie e sulla cristallinità del prodotto. I prodotti con pareti più sottili richiedono una temperatura di stampo più elevata, mentre quelli con pareti più spesse possono essere lavorati con una temperatura di stampo più bassa, ad esempio 40-80 gradi.
Ulteriori spiegazioni sulla temperatura dello stampo
La temperatura dello stampo svolge un ruolo cruciale nel determinare la qualità superficiale e la cristallinità dei prodotti. Una temperatura di stampo più elevata determina una migliore qualità superficiale e aumenta la cristallinità del prodotto. Ciò avviene perché una temperatura più elevata rallenta il processo di raffreddamento, dando alla plastica più tempo per cristallizzare.
L'aumento della cristallinità rende i prodotti in nylon più densi, più resistenti all'usura, più duri e ne aumenta il modulo elastico. Riduce inoltre l'assorbimento dell'acqua, rendendo questi prodotti più adatti alle applicazioni in cui resistenza e rigidità sono essenziali.
Se invece volete che i vostri prodotti in nylon siano più flessibili ed estensibili, dovete puntare a una minore cristallinità. Ciò può essere ottenuto riducendo la temperatura dello stampo. Le temperature più basse accelerano il processo di raffreddamento, interrompendo il processo di cristallizzazione del materiale di nylon e riducendo di conseguenza la sua cristallinità.
Affrontare Fibra galleggiante su superficie in nylon
Nello stampaggio a iniezione di nylon rinforzato con fibre di vetro, un problema comunemente riscontrato è quello delle “fibre galleggianti”, ovvero aree ruvide e irregolari sulla superficie causate dall'accumulo e dall'affioramento delle fibre di vetro.

Per affrontare il problema delle fibre galleggianti, l'approccio principale consiste nel migliorare la fluidità del materiale di nylon, aumentare la temperatura dello stampo e aumentare la velocità di iniezione e la pressione. Un altro metodo prevede l'aggiunta di un compatibilizzante tra la fibra di vetro e il materiale di nylon, anche se questo metodo tende a essere più costoso, in quanto richiede un supporto aggiuntivo da parte dei fornitori di materiali e potrebbe ridurre le prestazioni del nylon in altri aspetti.
Utilizzo di nylon puro per evitare le fibre fluttuanti
A volte, anche dopo aver adottato tutte le misure di cui sopra, è impossibile evitare piccole fibre galleggianti sulla superficie del prodotto, come mostrato nelle immagini qui sotto:


Queste fibre galleggianti sono generalmente accettabili in molti casi, ma per i prodotti di qualità superiore non sono accettabili. In questo caso, potrebbe essere necessario optare per il nylon puro. Naturalmente, senza la presenza di fibre di vetro, le fibre galleggianti non saranno più un problema.
Tuttavia, il nylon puro comporta altre sfide. Ha un'adesione più forte allo stampo, che può causare sbiancamenti e deformazioni localizzate quando il prodotto viene espulso dallo stampo. Inoltre, il suo tasso di ritiro è più elevato rispetto al nylon rinforzato con fibre di vetro, il che può portare a una riduzione delle dimensioni del prodotto. Si tratta di ulteriori problemi che devono essere affrontati.
Perché molte piccole e medie imprese si impegnano nella modifica del nylon
Numerose piccole e medie imprese scelgono di impegnarsi nella modifica del nylon, in particolare della PA6 e della PA66, per diversi motivi:
Ampia applicazione: l'eccellente forza del nylon, la sua resistenza all'usura, la sua resistenza alla corrosione chimica e la sua tolleranza alle alte temperature lo rendono applicabile in diversi settori, come quello automobilistico, elettronico, dei macchinari e dei beni di uso quotidiano. Questa diversità offre alle piccole e medie imprese un ampio spazio di mercato.
Alto potenziale di modifica: il nylon può essere migliorato con l'aggiunta di materiali diversi (come fibre di vetro o di carbonio), cariche (come quelle minerali) e altri additivi (come ritardanti di fiamma e stabilizzatori UV) per soddisfare esigenze specifiche.
Facilità di lavorazione: il nylon è facile da modellare e il costo delle attrezzature di produzione e di test non è elevato, il che riduce la barriera all'ingresso. Il costo principale è associato alla necessità di un notevole spazio di produzione e di stoccaggio.
Efficace dal punto di vista dei costi: il nylon rappresenta un buon equilibrio tra costi e prestazioni. Le piccole e medie imprese possono acquistare le materie prime a un costo inferiore e migliorare la competitività dei prodotti attraverso le modifiche.
Domanda di mercato stabile: la domanda di nylon è relativamente stabile e offre alle piccole e medie imprese un ambiente commerciale prevedibile, particolarmente importante per quelle con risorse limitate.
Tecnologia matura: la tecnologia di modifica del nylon è relativamente matura e i relativi metodi di lavorazione e formule sono facilmente accessibili, riducendo le difficoltà tecniche e facilitando la padronanza da parte delle piccole e medie imprese.
Pertanto, la modifica del nylon è la scelta ideale per le fabbriche di plastica di piccole e medie dimensioni, in quanto tecnicamente fattibile, economicamente ragionevole e adattabile alle stabili richieste del mercato. Questo le aiuta a trovare un punto d'appoggio in un'industria ferocemente competitiva.
Visite in loco a piccoli e medi produttori di materiali
Nella scelta e nella valutazione dei produttori di materiali di piccole e medie dimensioni, una visita in loco alle loro fabbriche è un passo fondamentale. La presenza di persona consente di capire direttamente se il processo produttivo e la gestione dello stoccaggio rispettano gli standard di controllo della qualità. Tali visite consentono inoltre di ispezionare la qualità delle materie prime utilizzate e di verificare se sono dotate di adeguate attrezzature di prova per garantire la qualità del prodotto.
Anche la comunicazione faccia a faccia con i produttori è fondamentale. Attraverso le conversazioni, è possibile valutare se possiedono le conoscenze professionali e la comprensione necessarie per garantire la qualità del prodotto e il successivo servizio di assistenza. Inoltre, l'interazione con i membri del loro team può fornirvi indicazioni sull'attitudine al lavoro e sulla consapevolezza del servizio, fattori importanti per la scelta del fornitore giusto.
Per illustrare meglio questo processo, ecco un video che mostra il sito di produzione del nylon modificato. Il video consente di osservare visivamente l'ambiente di produzione e i processi operativi, il che è estremamente utile per valutare le capacità produttive e la qualità del prodotto.
In sintesi, le visite in loco non solo vi forniscono informazioni di prima mano sui produttori, ma vi aiutano anche a prendere decisioni più informate e pratiche. Tali valutazioni possono rafforzare la vostra fiducia nelle capacità di controllo della qualità e di produzione del fornitore, assicurandovi che il partner scelto sia in grado di soddisfare le vostre esigenze aziendali.
Esperimenti di verifica delle prestazioni dei materiali
Gli impianti di produzione dei materiali sono solitamente dotati di varie apparecchiature sperimentali per testare le prestazioni dei materiali. Questi test includono principalmente:
Test di resistenza alla trazione (incluso l'allungamento a rottura): questo test misura la capacità del materiale di resistere alle forze di trazione. I risultati sono tipicamente espressi in megapascal (MPa). Include anche l'allungamento a rottura, ovvero la misura in cui il materiale può allungarsi prima di rompersi, solitamente espressa in percentuale (%).
Test di resistenza alla flessione: questo test valuta le prestazioni del materiale in fase di flessione. Consiste nell'applicare una forza per piegare il materiale e misurare la forza richiesta e il grado di piegatura, solitamente espresso in megapascal (MPa).
Test di resistenza agli impatti: questo test valuta la resistenza del materiale agli impatti improvvisi. I risultati sono espressi in kilojoule per metro quadrato (KJ/m²) e indicano la tenacità o la resistenza all'impatto del materiale.
Test di densità del materiale: questo test determina la densità del materiale, ovvero la massa per unità di volume. I risultati sono espressi in grammi per centimetro cubo (g/cm³). Il test consiste nel pesare il materiale in aria e acqua per determinarne la densità.
Test di flusso di fusione: la velocità di flusso di massa della fusione (MFR) o indice di fusione (MI) misura quanti grammi di resina fusa fluiscono attraverso un tubo capillare standard in condizioni specifiche di temperatura e pressione entro un tempo prestabilito (in genere 10 minuti), espresso in grammi per 10 minuti (g/10min).
Qui viene fornito un video per dimostrare come vengono condotti questi test. Nel video è possibile vedere il processo e l'attrezzatura di prova, per comprendere meglio le operazioni specifiche e il significato di ciascun test.
Questi test sono fondamentali per garantire che i materiali soddisfino i requisiti di prestazione per applicazioni specifiche. Grazie a questi dati sperimentali dettagliati, i produttori possono valutare e migliorare con precisione i materiali, fornendo così prodotti di qualità superiore.
