

Requisiti per l'involucro di plastica impermeabile per esterni
Come involucro in plastica per esterni con requisiti di impermeabilità, deve soddisfare i seguenti fattori chiave: resistenza agli agenti atmosferici dei materiali, precisione delle dimensioni e una guarnizione di tenuta ben progettata. Di seguito, esamineremo questi aspetti in modo più dettagliato.

Informazioni sul prodotto
| Articolo | Dettagli |
|---|---|
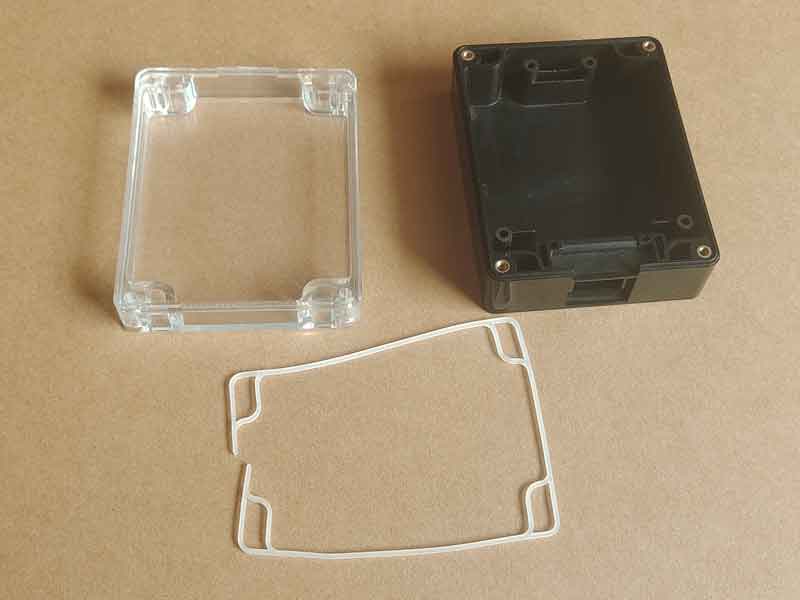
| Dimensione del prodotto | 120*95*50 mm |
| Materiale | ASA, PC, silicone |
| Peso netto | Circa 165 grammi |
| Informazioni sulla muffa | 1 cavità, corridore freddo |
| Tolleranza per le dimensioni chiave | ±0,10 mm |
| Planarità della superficie | 0,10 mm |
Materiali utilizzati: Scatola - ASA, coperchio - PC
Per le custodie in plastica per esterni, la resistenza ai raggi UV è il fattore più critico. Pertanto, abbiamo scelto i seguenti materiali:
-
Scatola - ASA (acrilonitrile stirene acrilato): L'ASA è un tecnopolimero composto da acrilonitrile, stirene e acrilato. Offre un'eccellente resistenza ai raggi UV, oltre a una buona resistenza e tenacità. Questo materiale è comunemente utilizzato per applicazioni esterne, come gli specchietti retrovisori delle automobili, ed è quindi ideale per la scatola esterna del nostro involucro.
-
Copertina - PC (policarbonato): Il policarbonato offre anche una naturale resistenza ai raggi UV ed è noto per essere una plastica trasparente di alta qualità. Tuttavia, la sua superficie è più incline ai graffi. I rivestimenti superficiali possono ridurre i graffi, ma non sono consigliati per le piccole produzioni.

In alternativa, il PMMA (acrilico) è un altro eccellente materiale trasparente con una migliore resistenza ai graffi. Tuttavia, è più soggetto a crepe nelle aree di concentrazione delle tensioni e quindi non è raccomandato quando si usano le viti per il fissaggio.
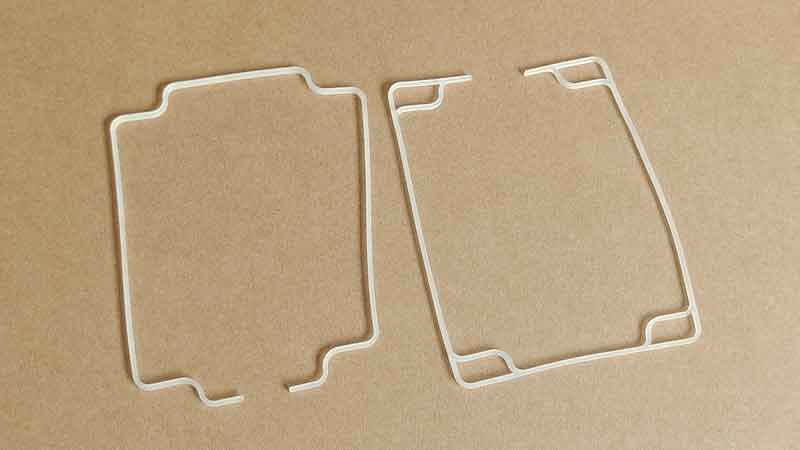
- Guarnizione di tenuta - Silicone: Per la guarnizione di tenuta utilizziamo il silicone, prodotto con lo stesso metodo di stampaggio a compressione della gomma. Il vantaggio di questo metodo è il basso costo dello stampo. Sebbene l'efficienza produttiva sia inferiore rispetto allo stampaggio a iniezione, il costo per pezzo è più elevato, soprattutto per i piccoli lotti.
Progettazione e precisione di produzione delle guarnizioni di tenuta
-
Design: Il design della guarnizione di tenuta richiede un'adeguata interferenza. In altre parole, quando il coperchio e la scatola vengono serrati con le viti, la guarnizione deve essere leggermente compressa per eliminare eventuali spazi vuoti. Tuttavia, la compressione non deve essere eccessiva, in quanto una compressione eccessiva può causare la perdita di elasticità della guarnizione e il suo cedimento prematuro.
-
Produzione: Il controllo dello spessore è fondamentale. Nello stampaggio a compressione, lo stampo può controllare con precisione la forma e le dimensioni della guarnizione tagliata. Tuttavia, il silicone è intrinsecamente flessibile, quindi le sue dimensioni complessive non richiedono una precisione estrema. Il fattore chiave è lo spessore, che influenza direttamente la quantità di compressione. Pertanto, un controllo accurato dello spessore è essenziale.

Requisiti di precisione dimensionale dei prodotti di stampaggio a iniezione
- Planarità delle parti: La planarità deve essere controllata entro 0,10 mm. Se la scatola e il coperchio si deformano, qualsiasi flessione verso l'alto delle parti può causare vuoti in fase di chiusura, mentre la deformazione verso il basso può portare a una compressione eccessiva della guarnizione di tenuta. Sia il PC che l'ASA sono materiali con una buona stabilità dimensionale, per cui è più facile controllarne la planarità.

Per le custodie impermeabili in plastica, sia la precisione dimensionale che la planarità sono fondamentali per garantire una corretta tenuta.
-
Precisione dimensionale di parti stampate ad iniezione: Questo valore deve essere controllato entro ±0,20 mm. Le dimensioni dei pezzi in plastica dipendono non solo dalla precisione dello stampo, ma anche dal controllo dei parametri del processo di stampaggio a iniezione, in particolare dal tasso di contrazione.
-
Montaggio tra scatola e coperchio: L'accoppiamento deve essere controllato entro ±0,10 mm. Poiché la scatola e il coperchio hanno tendenze simili al ritiro durante lo stampaggio, il controllo delle dimensioni corrispondenti è relativamente semplice. Ciò significa che le loro dimensioni devono essere costantemente leggermente più grandi o più piccole, per garantire un accoppiamento preciso.
Requisiti di aspetto del prodotto
Per questo tipo di copertura, l'aspetto estetico non è la massima priorità, ma deve comunque soddisfare gli standard di base. La copertura trasparente, invece, ha requisiti più severi, in particolare per evitare problemi quali arrossire il cancello e segni di striscia. Per ottenere questo risultato è necessario regolare con precisione la temperatura dello stampo e i parametri di stampaggio a iniezione, in particolare la velocità di iniezione.





