
Indice dei contenuti
ToggleVite di piombo: Il meccanismo semplice che richiede conoscenze di base
Quali sono i parametri di base per la vite e il dado? Quali sono i processi di produzione opzionali della vite di piombo? <Come ispezionare la vite di piombo e con quali parametri? Queste sono le domande che ci si può porre quando si inizia a progettare una trasmissione a vite piombata.
La vite di comando è un meccanismo semplice ma preciso che trasforma il moto rotatorio in moto lineare. Sembrano piuttosto semplici. Tuttavia, è ancora importante comprendere le conoscenze di base che ne stanno alla base. In questo post introdurremo i concetti di base delle viti e delle chiocciole, i diversi processi di lavorazione, le metriche utilizzate per misurare la qualità delle viti e le modalità di ispezione.
Indice dei contenuti
Vite a piombo vs. vite a sfera
Cominciamo con un confronto tra le viti a piombo e le viti a sfera. La vite a piombo è a contatto diretto con il dado e genera un attrito radente. Nel caso delle viti a sfere, invece, sono presenti dei rulli tra le viti e le chiocciole, quindi si tratta di un attrito di rotolamento tra i componenti in movimento.
Per questo motivo, la vite a rulli ha un attrito minore e una maggiore efficienza di trasmissione ed è più adatta alle trasmissioni ad alta velocità.
I vantaggi delle viti a piombo sono:
- Molte viti di piombo sono autobloccato, Ciò significa che il movimento lineare non può essere convertito in movimento razionale. A volte è necessario l'autobloccaggio nella sua applicazione.
- Le viti di piombo sono più semplici nella struttura, più compatti nelle dimensioni e più bassi nei costi.
- Sono più adatto alle trasmissioni a coppia elevata.
Le viti di comando sono ampiamente utilizzate in morse, martinetti, presse e attuatori lineari.
Tipi di filettatura per viti a testa cilindrica
Le viti con gambo hanno di solito denti più grandi e più piatti rispetto alle altre viti, il che consente loro di essere più forti per trasmettere la coppia o la potenza. In base alle diverse geometrie della filettatura, le viti con gambo si classificano in
- Filetto ACME: Ha una geometria simile a quella della filettatura trapezoidale, ma ha un angolo di filettatura di 29° ed è disponibile in pollici.
- Filettatura trapezoidale metrica ISO: Ha un angolo di filettatura di 30° e le dimensioni sono in millimetri.
- Filetto quadrato: I fianchi della filettatura sono verticali rispetto al suo asse. Viene normalmente utilizzata per la trasmissione di carichi assiali elevati. I martinetti e le morse utilizzano tutti filetti quadri.
- Filettatura del contrafforteUn fianco è più piatto rispetto all'altro.
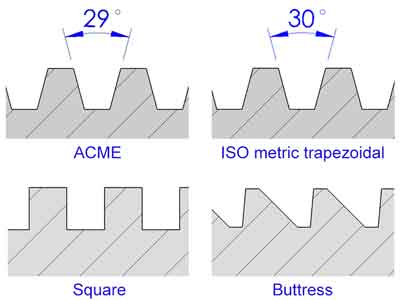
Tra queste, le filettature trapezoidali o acme sono le più utilizzate grazie alla loro producibilità, alla precisione ottenibile, alla proprietà di autocentraggio, all'efficienza di trasmissione e alla resistenza delle radici della filettatura.
Termini di base per le viti a piombo
I termini di base per le viti a piombo sono stati definiti come segue. Abbiamo messo i termini in coppia (rispettivamente per la filettatura esterna e interna) per facilitare la comprensione.

- Diametro maggiore (d per l'esterno, D4 per interno): Il diametro maggiore di una filettatura. È la cresta di una filettatura esterna o il fondo di una filettatura interna.
- Diametro del passo (d2 per l'esterno, D2 per interno): Un ipotetico cilindro in cui lo spessore dei denti è uguale allo spazio. Il diametro del passo è fondamentale per le prestazioni delle viti a piombo.
- Diametro minore (d3 per l'esterno, D1 per interno): il diametro più piccolo di una filettatura. È la cresta di una filettatura interna o il fondo di una filettatura esterna.
- Passo (P): la distanza tra 2 denti vicini.
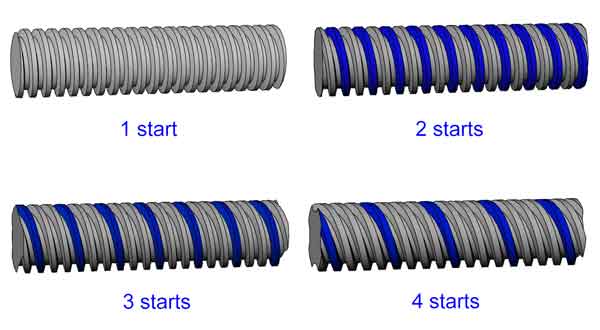
- Avviamento della vite: il numero di filetti indipendenti di cui è dotata una vite.
- Piombo (L): Distanza di avanzamento della filettatura in un giro. È pari al numero di avvitamenti moltiplicato per il passo.
Designazione delle viti di piombo
In base a quanto spiegato sopra, ecco un esempio di vite di piombo:
Tr 16*8 (P4) 7H/7e
- Tr: indica la filettatura trapezoidale metrica ISO.
- 16-Il diametro maggiore della vite interna (dado) e della vite esterna (barra) è di 18 mm.
- 8-Il piombo della vite è di 8 mm.
- P4-Il passo è di 4 mm, il che significa che la vite ha 2 partenze (2*4 mm=8 mm).
- 7H-La tolleranza per il diametro del passo del dado è di 7H.
- 7e-La tolleranza per il diametro del passo dell'asta è di 7e.
Tolleranze per viti trapezoidali
A differenza dei gradi IT (IT rappresenta la Tolleranza Internazionale), ampiamente utilizzati per le tolleranze generali di lavorazione, le viti a piombo hanno un sistema diverso per definire le loro tolleranze dimensionali. Le norme di riferimento sono le seguenti:
- ISO 2901 : 1993, Filettature trapezoidali ISO metriche - Profilo di base e profilo massimo del materiale
- ISO 2902 : 1977, Filettature trapezoidali ISO - Piano generale
- ISO 2903 : 1993, Filettature trapezoidali ISO - Tolleranze
- ISO 2904: 1977, Filettature trapezoidali ISO metriche - Dimensioni di base
Suggerimento: il consiglio di amministrazione
Non bisogna confondersi con la tolleranza di grado IT, più utilizzata in altri settori dell'ingegneria.
Ad esempio, nel caso del grado IT, Φ22 H7/js6 significa in realtà:
- Φ22 H7-Φ22 +0,021/0 per il foro;
- Φ22 js7-Φ22 +/-0,065 per l'asta.
Mentre con le viti di piombo, il Tr22*5 7H*7e significa:
- 7H-19,500~19,875 per D2 (diametro del passo del dado);
- 7e-19,114~19,394 per d2 (il diametro del passo dell'asta).
I valori 7H e 7e si riferiscono alle fasce di tolleranza per il solo diametro del passo (7H per il filetto interno D2 e 7e per il filetto esterno d2). Le tolleranze per i diametri maggiore e minore sono definite in altri modi. Vediamo di seguito la suddivisione: Ti
- Il diametro maggiore della filettatura esterna (d)-sempre 4h
- Il diametro minore della filettatura interna (D1)-sempre 4H
- Diametro del passo per esterno (d2) e filettature interne (D2)- ci sono diverse opzioni.
Classi di tolleranza raccomandate per il diametro del passo:

Qui “Normale” e “Lungo” si riferiscono alla durata dell'impegno.
“Per le applicazioni abituali si può scegliere ”medio“. In caso di difficoltà di lavorazione o per esigenze di trasmissione inferiori, è possibile selezionare ”grossolana".
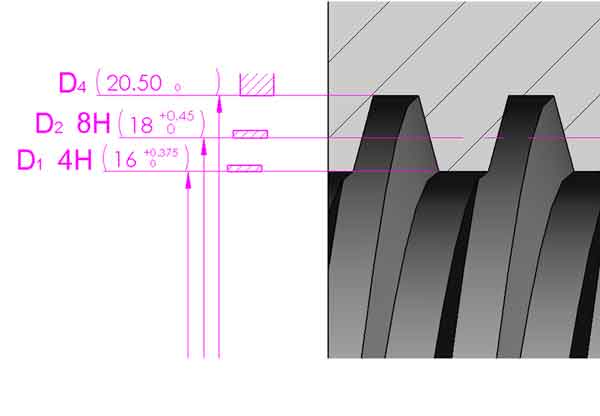
Diametro maggiore per la vite interna (D4) - è definita solo la dimensione minima. Questo probabilmente perché il D4 è meno importante. Nel frattempo, poiché le filettature interne (sul dado) sono solitamente tagliate da una macchina CNC, la geometria del profilo dei denti è decisa dalla forma della fresa, quindi il D4 non può essere troppo grande senza un limite.
- Diametro minore per la vite esterna (d3)- sarà dello stesso grado del diametro del passo d2, ma la banda di tolleranza sarà “h”. Ad esempio, se il valore d2 è 8e, allora il d3 dovrebbe essere 8h.
Per ogni specifica filettatura trapezoidale, esiste un calcolatore online che consente di ottenere facilmente le tolleranze.
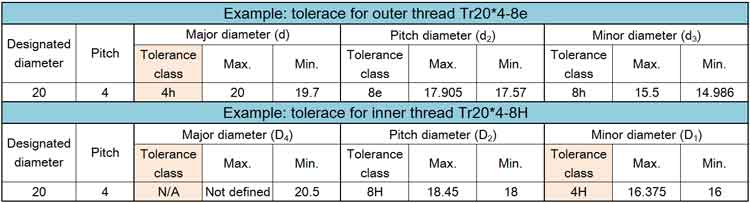
Un esempio: la tolleranza per una vite e un dado di accoppiamento, Tr20*4-8H*8e (8H per la filettatura interna e 8e per la filettatura esterna)
Un esempio: la tolleranza per una vite e un dado di accoppiamento, Tr20*4-8H*8e (8H per la filettatura interna e 8e per la filettatura esterna)
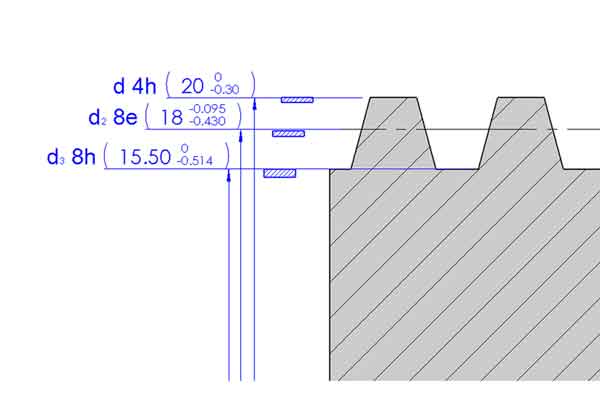
Ora, se mettiamo insieme le bande di tolleranza per le viti esterne e interne, il loro aspetto sarà questo:
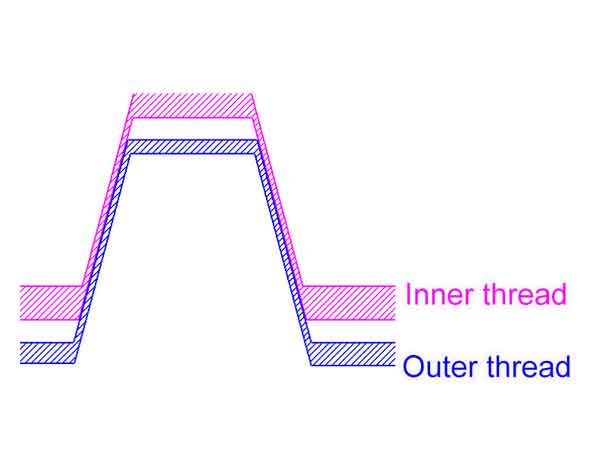
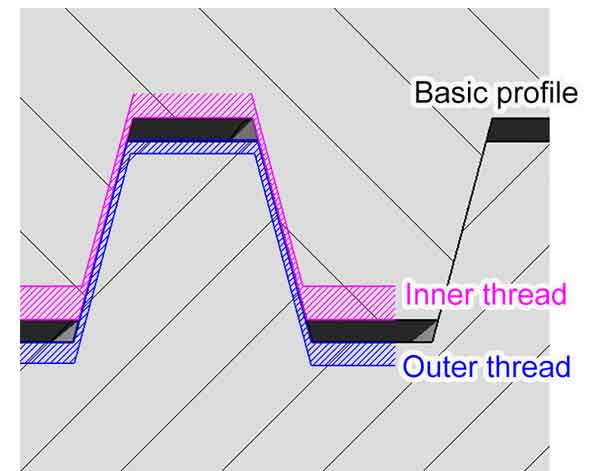
Dalle immagini sopra riportate, possiamo concludere che:
- Le distanze tra la barra della vite e il dado sono il diametro maggiore, il diametro minore e il diametro del passo (o i fianchi);
- Il gioco tra i fianchi è il più piccolo. Saranno i fianchi ad entrare in contatto quando la barra della vite sarà assemblata con il dado. Ciò significa anche che il diametro del passo e gli angoli dei fianchi sono i parametri più critici per il corretto funzionamento di viti e dadi.
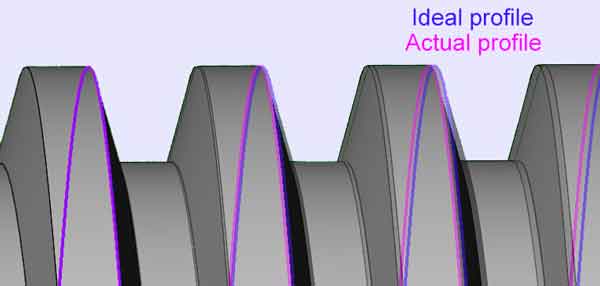
Precisione e rettilineità del piombo
Precisione del piombo: La precisione del piombo o deviazione del piombo indica la differenza tra la distanza lineare effettiva e la distanza lineare teorica percorsa dall'elica (o dalla vite). Di solito è descritta dalla deviazione per metro o piede. Ad esempio: 1,2 mm/metro o 0,01″/piede. Ovviamente, migliore è la precisione del piombo, più preciso è il movimento lineare che si ottiene dalla vite di guida.
Rettilineità delle viti di piombo: poiché la maggior parte delle viti di piombo sono pezzi sottili e lunghi, è inevitabile che siano leggermente piegati. Nella produzione di viti con piombo, è necessario specificare la tolleranza di rettilineità. Viene anche indicata come deviazione per unità di lunghezza (o per la lunghezza totale del pezzo). Ad esempio: 1,5 mm/metro, 0,005″/piede, o 1,2 mm sulla lunghezza totale del pezzo.
La curvatura delle barre di vite finite deriva in parte dalle barre di acciaio grezzo e in parte dal processo di lavorazione stesso. Per migliorare la rettilineità delle viti, si raccomanda di raddrizzare sia le barre di acciaio grezzo che le viti finite. In genere, per la maggior parte dei processi di lavorazione è possibile ottenere una rettilineità di 0,15-0,3 mm al metro.
Le barre di acciaio grezzo fornite in buone condizioni possono essere lavorate senza pre-rettifica, con un notevole risparmio di costi. È importante rifornirsi di barre di acciaio da un buon fornitore.
Se le barre d'acciaio sono troppo piegate, ad esempio più di 1 mm/metro, causano uno stress e un calore eccessivi nel processo di laminazione a vite e possono causare difetti superficiali come scanalature e sbucciature.
Metodi di produzione delle viti a piombo
1. Vite di laminazione
La rullatura delle viti è un processo di formatura a freddo in cui 2 rulli (o talvolta 3 rulli) comprimono la barra per formare la filettatura. È il metodo di produzione più diffuso per le viti in piombo.
Nel processo di laminazione a vite, il diametro maggiore della vite sarà schiacciato più grande del diametro della barra (mentre il diametro minore diventerà più piccolo), è fondamentale che il diametro della barra sia preciso e rientri nella tolleranza richiesta.
Vantaggi:
- Alta efficienza e prezzo contenuto. I denti della vite vengono solitamente formati con un solo passaggio, o talvolta con due passaggi, per cui la produttività è di gran lunga superiore a qualsiasi altro processo produttivo.
- La superficie è abbastanza liscia e viene indurita nel processo di formatura a freddo. I grani della sua microstruttura vengono mantenuti intatti (mentre la tornitura o la fresatura tagliano i grani), per cui i fili laminati sono più duri, più forti e hanno una migliore resistenza agli urti e all'usura.
- Gli stampi a rulli sono resistenti. Di solito sono adatti per migliaia di pezzi di produzione, riducendo così il costo di produzione per pezzo.


Svantaggi:
1. La precisione del piombo è inferiore a quella di altri processi di lavorazione, ma è comunque buona per molte applicazioni.
A differenza della tornitura o del tourbillonnage, nella rullatura il pezzo viene spinto liberamente in avanti dal rotolamento delle linee elicoidali delle matrici a rulli, per cui l'alimentazione del pezzo è meno precisa. Allo stesso tempo, la compressione causerà una leggera deformazione longitudinale. Anche se ogni passo è di 0,1% fuori dalla norma (come 0,004 mm su un passo di 4 mm), che non sembra molto, può tradursi in una deviazione di 1 mm su una distanza di 1 metro.
2. La laminazione a vite può essere utilizzata solo per la produzione di grandi quantità. A causa dei maggiori costi iniziali di attrezzaggio e della necessità di precisione del diametro delle barre. Per questo motivo, si raccomanda di utilizzare le dimensioni dei filetti che il produttore produce attualmente.
3. Le spalle delle due estremità (per il montaggio e il collegamento all'albero condotto) devono essere più piccole del diametro minore della vite. In caso contrario, dopo la lavorazione delle 2 estremità rimarranno delle scanalature.
Trasformazione
Il Turing è il metodo di produzione più tradizionale ed efficace per le viti a testa cilindrica.
Le dimensioni delle spalle non sono limitate. Quando sono più grandi della vite minore della vite, si raccomanda di utilizzare la tornitura o altri processi per produrre la vite principale.
Filettatura (fresatura planetaria)
Come il processo di tornitura, il tourbillonnage è un altro processo di asportazione del metallo. L'anello di tourbillonnage è dotato di punte da taglio multiple montate sul diametro interno, ruota ad alta velocità e taglia i filetti sulla barra di supporto (il pezzo da lavorare) che ruota e si sposta in avanti (alimentazione) a una velocità molto più bassa. Il pezzo si sposta in avanti alla distanza di LEAD a ogni giro.
Metodi di ispezione per viti e dadi in piombo
Ovviamente, possiamo utilizzare un calibro o un micrometro per controllare il diametro esterno delle barre delle viti (d) o il diametro interno dei dadi (D1), ma questo non è certo sufficiente. Ecco i dispositivi e i metodi di ispezione per controllare le viti e i dadi:
Manometri Go-No Go
I calibri go-no go possono essere utilizzati per controllare i diametri del passo (d2 e D2) sia delle barre delle viti che dei dadi. Sono facili e veloci da usare.
Tuttavia, non possiamo ottenere un risultato quantitativo con i calibri go-no go, quindi non sapremo se le dimensioni rientrano nella zona ottimizzata. Inoltre, nella pratica, a volte sia d2 che D2 possono essere ingranditi o rimpiccioliti in modo da combaciare bene tra loro. In questo caso, l'indicatore go-no go non sarà molto utile.

Metodo a 3 fili per la misurazione del diametro del passo
Il metodo a 3 fili è il metodo di misurazione a contatto (cioè il dispositivo di misurazione è a contatto diretto con l'oggetto da misurare) per verificare il diametro del passo delle viti. Utilizza un micrometro a disco e 3 fili (o chiamati perni) per effettuare la misurazione. Questi 3 fili devono avere lo stesso diametro. Due fili vengono posizionati su un lato della vite, mentre l'altro filo viene posizionato sul lato opposto. Utilizzando il micrometro a disco per controllare il valore M, il diametro del passo può essere ricavato dalle seguenti formule:
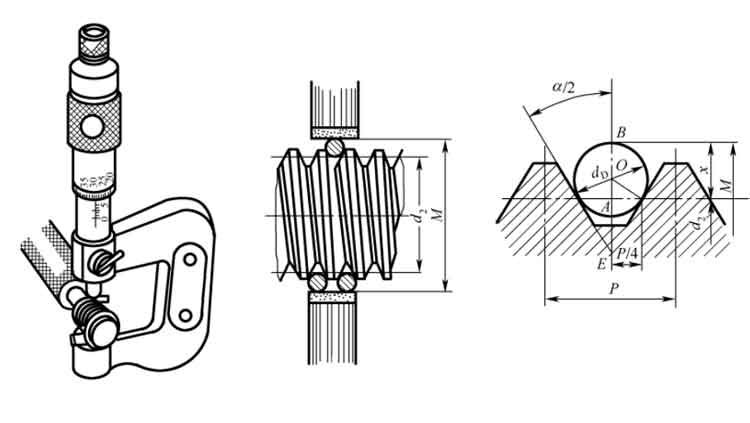
- α: l'angolo del fianco,
- P: passo
- d2 Diametro del passo della filettatura esterna
- dD:Diametro del filo
Si noti che dD non deve necessariamente corrispondere al valore esatto calcolato da questa formula, purché sia sufficientemente vicino, e anche in questo caso i 3 fili devono avere esattamente lo stesso diametro.
Quando si calcola il valore inserendo l'angolo di inclinazione del fianco (α) con numeri specifici (60°, 30° e 29°), le formule possono essere semplificate come segue:
| angolo del fianco (α) | Formula | |
| 60° (non usuale) | M=d2+3dD-0.866P | dD=0.577P |
| 30° (ISO metrico) | M=d2+4.864dD-1.886P | dD=0.518P |
| 29° (ACME) | M=d2+4.994dD-1.933P | dD=0.516P |
Ecco un esempio di calcolo della misura per Tr22*5:
Il diametro del filo (dD) dovrebbe essere di 0,518*5=2,59 mm, ma possiamo utilizzare fili di Ø2,5 mm.
Poiché M=d2+4,864dD-1,886P, allora d2=M-4,864dD+1,886P.
Quando la lettura di M=22,05, allora d2=19,22.


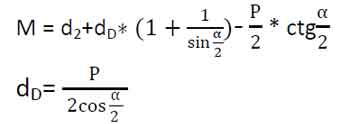
Proiettore di profili a vite (noto anche come comparatore ottico)
Si tratta di uno strumento di ispezione senza contatto, che non può essere utilizzato per controllare le viti interne. Proietta il profilo della vite sullo schermo con un'immagine molto ingrandita, in modo da poter osservare da vicino la finitura superficiale e verificare la presenza di eventuali difetti come graffi, sbucciature, ecc. È anche possibile misurare il diametro esterno, il passo, il diametro interno e l'angolo del fianco di una vite esterna, ma è necessario acquisire manualmente il profilo punto per punto, per cui il processo richiede molto tempo e talvolta non è altrettanto preciso se non si opera correttamente.
Affinché il profilo dei denti venga proiettato correttamente, la vite principale deve essere inclinata dell'angolo dell'elica (θ) in modo che i denti siano rivolti verticalmente verso l'obiettivo della telecamera. Per questo motivo, il proiettore di profili a vite è un po' diverso dagli altri, in quanto la testa del proiettore può essere ruotata fino a raggiungere l'angolo desiderato rispetto al piano di lavoro.
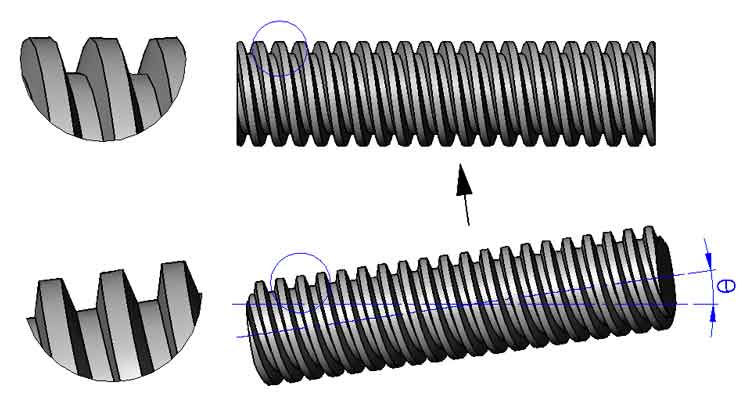
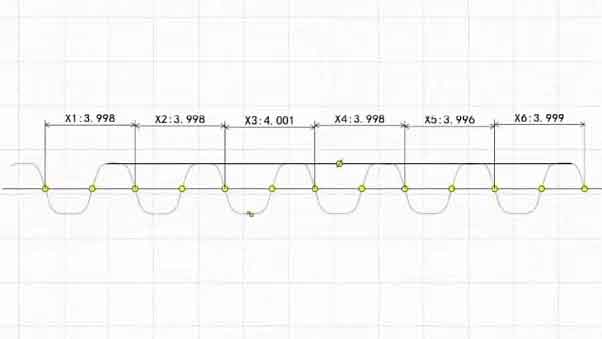
Profilometro
Il profilometro può essere utilizzato per verificare la rugosità della superficie e per controllare i profili superficiali.
È dotato di una punta di diamante che si muove su e giù insieme al profilo quando la vite del campione si muove orizzontalmente. Registra il suo percorso con dati precisi e bidimensionali. Questi dati possono anche essere rappresentati graficamente per visualizzare il risultato della misurazione.

Nella pratica, le distanze tra la filettatura esterna e quella interna sono spesso leggermente maggiori rispetto alle norme ISO. Ciò significa che il diametro del passo d2 può essere più piccolo e D2 può essere più grande. Inoltre, il diametro esterno delle barre filettate (d) e il diametro interno dei dadi (D4) possono essere leggermente fuori tolleranza. Dopo tutto, i diametri del passo sono più critici per le loro prestazioni. Tutto dipende da come si comportano nell'applicazione reale in termini di precisione e durata. È necessario mantenere l'equilibrio tra i costi di produzione e la qualità, ma senza limitarsi agli standard.
Sul mercato esistono diversi tipi di produttori di viti al piombo, alcuni dei quali dispongono di attrezzature di produzione e ispezione all'avanguardia e sono ben gestiti, mentre altri sono piccole officine, ma i loro prezzi sono da 2 a 3 volte diversi. A seconda della quantità acquistata e dei requisiti dell'applicazione, non è necessario scegliere sempre il prezzo più alto. La chiave è scegliere le tolleranze appropriate per ogni elemento di ispezione. Se non avete molta esperienza in questo campo, siamo qui per aiutarvi!
I commenti sono chiusi.