
Indice dei contenuti
ToggleCosa sono le marcature del perno di espulsione?
I segni dei perni di espulsione sono tracce uniche lasciate sulla superficie di un prodotto durante il processo di stampaggio a iniezione. Questi segni sono creati dai perni di espulsione o dai sollevatori angolari nello stampo, che vengono utilizzati per espellere il prodotto finito dallo stampo. Queste tracce possono manifestarsi come superfici irregolari o mostrare differenze di colore e lucentezza rispetto alle aree circostanti. Esistono principalmente alcuni tipi di segni dei perni di espulsione:

Questa immagine illustra il processo di espulsione del pezzo dallo stampo. Fare clic sull'immagine per ulteriori dettagli.
- Marcature del perno di espulsione a indentazione superficiale: Questi segni appaiono come rientranze nella forma del perno di espulsione, in genere sulla superficie della parte in plastica che entra in contatto con il perno di espulsione. Sono causati principalmente da deviazioni di posizione del perno di espulsione durante lo stampaggio a iniezione.
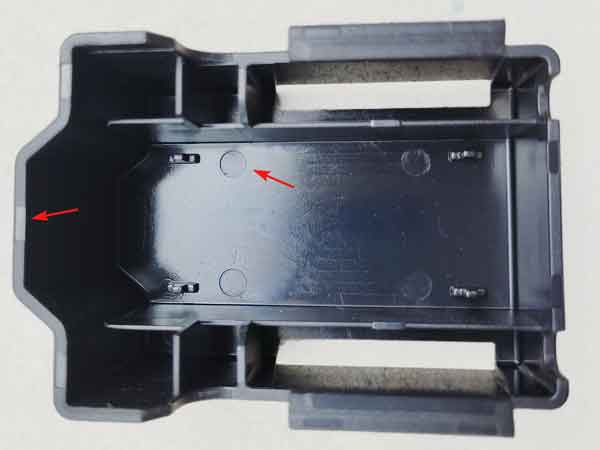
L'immagine rivela che questo pezzo utilizza quattro perni di espulsione rotondi e nove perni di espulsione piatti, ognuno dei quali lascia una leggera impronta.
Tuttavia, tali segni di spine di espulsione sono del tutto innocui in quanto si trovano su superfici che vengono nascoste dopo l'assemblaggio. Di conseguenza, non sono visibili tracce sulle superfici esposte dopo l'assemblaggio del prodotto.
- Sbiancamento dei segni del perno di espulsione: In questi casi, il colore nell'area del perno di espulsione diventa più chiaro, formando macchie o aloni bianchi. Questi segni possono comparire sia sulla superficie di contatto con il perno di espulsione sia sul lato opposto. Sono causati principalmente dalle sollecitazioni esercitate o da una differenza di temperatura rispetto alle aree circostanti.
Segni sbiancati

L'immagine mostra un tipico esempio di segni di sbiancamento dei perni di espulsione, probabilmente causati da una disposizione poco pratica dei perni di espulsione.
Leggera decolorazione

L'immagine mostra uno scolorimento dovuto ai segni dei perni di espulsione, con quattro segni circolari visibili. Questi segni sono più lucidi di quelli circostanti. Sebbene tali segni siano talvolta accettabili, non rappresentano il risultato ideale.
I segni dei perni di espulsione non solo influiscono sull'aspetto del prodotto, ma possono anche provocare un aumento delle sollecitazioni interne nelle aree interessate, aumentando così il rischio di crepe. Tali cricche possono verificarsi durante l'uso, riducendo potenzialmente la durata del prodotto. Pertanto, il controllo e l'ottimizzazione della formazione dei segni dei perni di espulsione è fondamentale per garantire la qualità del prodotto.
Cause delle marcature del puntale di espulsione
I segni dei perni di espulsione possono essere un problema fastidioso. Quando compaiono, la regolazione dei parametri di stampaggio a iniezione può contribuire a ridurli o eliminarli, ma ciò può influire sulle dimensioni del prodotto. Ciò diventa particolarmente impegnativo quando il prodotto ha requisiti specifici di precisione dimensionale.
Le cause delle marcature dei perni di espulsione possono essere suddivise in due categorie principali: quelle che si formano durante il processo di espulsione del prodotto e quelle che sono presenti prima che il prodotto venga espulso.
Segni del perno di espulsione formati durante l'espulsione del prodotto:
- Posizionamento errato del perno di espulsione: Se il perno di espulsione si trova in un punto debole del prodotto, può causare deformazioni durante l'espulsione. Anche se nello stampo sono presenti molti perni di espulsione che agiscono in modo sincrono e condividono la forza di espulsione, le parti in plastica possono subire una deformazione elastica durante l'espulsione, rendendo particolarmente vulnerabili le aree sottili e facilmente deformabili.
- Espulsione prima del completo raffreddamento: Soprattutto nelle aree più spesse del prodotto, l'espulsione prima che il materiale si sia completamente raffreddato e solidificato può causare deformazioni.
Segni del perno di espulsione presenti prima dell'espulsione del prodotto:
- Il perno di espulsione non è a filo con la superficie dello stampo: I perni di espulsione non finemente lavorati possono non essere a filo con la superficie dello stampo quando questo è chiuso, causando segni.
- Pressione di iniezione e di mantenimento eccessiva: Una pressione troppo elevata può causare lo spostamento verso il basso o la deformazione dei perni di espulsione. Inoltre, una pressione di iniezione eccessiva può aumentare l'adesione tra il prodotto e lo stampo, con conseguente aumento della forza di espulsione.
- Perno di espulsione troppo vicino al cancello: Un perno di espulsione vicino alla porta può causare una pressione di iniezione eccessiva in quell'area. La regolazione della dimensione della porta può contribuire a ridurre questa pressione.
- Perno di espulsione non raffreddato: Poiché il perno di espulsione è privo di acqua di raffreddamento e quando la precisione di produzione è bassa, con conseguente grande distanza di assemblaggio, questo può ridurre ulteriormente l'effetto di raffreddamento. La differenza di temperatura tra i perni di espulsione e l'area circostante del nucleo dello stampo può causare segni.
Per prevenire le marcature dei perni di espulsione, è fondamentale considerare una combinazione di progettazione dello stampo, regolazione dei parametri di stampaggio a iniezione e manutenzione delle attrezzature. Una progettazione ragionevole e un controllo preciso del processo sono fattori chiave.
Soluzioni chiave per i problemi di marcatura del perno di espulsione
Per risolvere il problema dei segni dei perni di espulsione è necessaria una progettazione meticolosa dello stampo, una produzione precisa e un'attenta regolazione della macchina di stampaggio a iniezione. Ecco alcune soluzioni specifiche:
Design dello stampo:
- Disposizione dei pin dell'espulsore razionale: I perni di espulsione devono essere posizionati in aree che possono sopportare una forza maggiore, in particolare nelle parti più profonde dello stampo o dove esiste una notevole resistenza all'espulsione. Inoltre, occorre considerare i dettagli del prodotto e il percorso interno dell'acqua nello stampo.


Un principio chiave nella progettazione della disposizione dei perni di espulsione è quello di posizionare il maggior numero possibile, soprattutto nelle aree con nervature. In questo modo si assicura che l'intera superficie del prodotto venga espulsa in modo uniforme, evitando che ogni singolo perno di espulsione incontri una resistenza eccessiva da parte della superficie del pezzo.
- Ottimizzato Design del cancello: Per ridurre la perdita di pressione del flusso, evitare l'uso di saracinesche troppo piccole e di guide troppo lunghe. Inoltre, prestare attenzione alla distanza tra i perni di espulsione e le porte per evitare una pressione eccessiva sui perni.
- Applicazione dell'analisi del flusso dello stampo: Utilizzare l'analisi del flusso dello stampo per prevedere la pressione di iniezione e ottimizzare la progettazione del gate. Tuttavia, il posizionamento del perno di espulsione si basa maggiormente sull'esperienza del progettista.
Design del prodotto:
- Controllo di nervature e bocchette: Controllare adeguatamente l'altezza e il numero delle nervature e delle bugne per ridurre le difficoltà di espulsione.
- In aumento Angoli di sformo: Angoli di sformo più ampi contribuiscono a ridurre la forza di espulsione.
Produzione di stampi:
- Precisione dei fori del perno di espulsione e relative dimensioni: Lo spazio tra i fori dei perni di espulsione e i perni deve essere generalmente controllato a circa 0,03 mm, con elevati requisiti di rettilineità.

Lo spazio tra i fori dei perni di espulsione e i perni deve essere minimo. Ciò garantisce una migliore conduzione del calore tra i perni di espulsione e il nucleo dello stampo circostante. Inoltre, riduce l'entità della deformazione elastica dei perni di espulsione sotto pressione.
Regolazione dei parametri dello stampaggio a iniezione:
- Regolazione delle temperature di stampo e materiale: L'aumento delle temperature dello stampo e del materiale può migliorare la fluidità della plastica, riducendo così la pressione di iniezione.
- Tempo di raffreddamento ottimizzato: Impostare il tempo di raffreddamento in modo appropriato per ridurre la forza di espulsione e garantire che la contrazione del prodotto sia entro limiti accettabili.
In sintesi, l'eliminazione delle marcature dei perni di espulsione attraverso l'ottimizzazione dei parametri di stampaggio a iniezione è una questione complessa che coinvolge molteplici aspetti. Richiede continue regolazioni e ottimizzazioni durante il funzionamento e non sempre produce risultati soddisfacenti. Pertanto, è fondamentale valutare ed eliminare le potenziali cause delle bolle di espulsione durante la fase di progettazione.
Conclusione
In conclusione, affrontare efficacemente le marcature dei perni di espulsione nello stampaggio a iniezione è una sfida dalle molteplici sfaccettature che richiede attenzione alla progettazione dello stampo, al design del prodotto, alla fabbricazione dello stampo e a precisi parametri di stampaggio a iniezione. Sebbene l'analisi del flusso dello stampo e un'attenta pianificazione possano fornire una guida, spesso sono necessarie regolazioni reali e un'ottimizzazione continua. In definitiva, la chiave per ridurre le marcature dei perni di espulsione risiede in un approccio olistico che comprende una progettazione accurata, una produzione precisa e un controllo meticoloso del processo.
