Table des matières
ToggleTout ce qu'il faut savoir sur le moulage de plastique transparent
En raison de la rigidité et de la fluidité du matériau et des exigences esthétiques élevées, le moulage de plastique transparent est un travail plus difficile que le moulage de plastique normal. Cet article est une introduction générale aux matériaux plastiques transparents et au moulage par injection des plastiques transparents, ainsi qu'aux points auxquels vous devez prêter attention au cours des processus de conception et de production.
Avantages des plastiques transparents
Les plastiques transparents trouvent aujourd'hui de nombreuses applications dans le monde moderne : luminaires, pièces automobiles, appareils ménagers et récipients pour aliments et boissons. Par rapport au verre, les plastiques offrent une transparence comparable et présentent également de nombreux avantages tels qu'un poids plus léger, un coût plus faible, une plus grande rigidité et une meilleure résistance aux chocs.
Comment mesurer la transparence
La transparence est principalement mesurée par deux paramètres :
Transmission de la lumière (%)
C'est assez simple. La transmission de la lumière est définie comme le pourcentage de lumière qui passe à travers le matériau transparent (le pourcentage restant est soit réfléchi, soit absorbé par l'objet transparent).
Aucun matériau transparent ne peut atteindre une transmittance lumineuse de 100% ; même le meilleur verre optique ne peut atteindre qu'une transmittance de 95% ! En général, pour les plastiques, la transmission de la lumière est d'environ 92% pour le PMMA et 90% pour le PC.
Le Haze est la diffusion de la lumière lorsqu'elle passe à travers un objet ; il donne aux objets un aspect nuageux ou brumeux lorsque l'on voit à travers le matériau transparent.
Un plastique transparent de qualité a une mesure du voile inférieure à 2%, comparable à celle du verre ; un matériau transparent de qualité doit avoir une transmission lumineuse élevée et une mesure du voile faible.
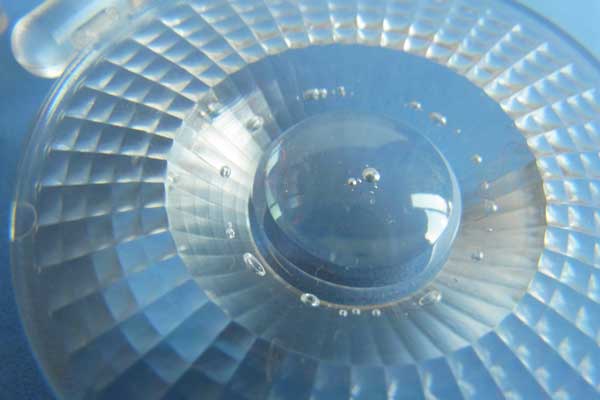
Matériaux diffusant la lumière: Certains matériaux peuvent avoir une transmission lumineuse élevée tout en ayant une valeur de brume élevée ; on les appelle ‘matériaux diffusant la lumière’. Ils sont souvent utilisés pour recouvrir les lampes et les indicateurs à DEL, de sorte que la lumière soit plus uniforme et moins éblouissante.

Plastiques transparents disponibles
Les plastiques transparents sont beaucoup plus polyvalents que vous ne le pensez à première vue ! La plupart d'entre eux sont des plastiquesamorphiques, notamment PMMA (acrylique), PC, PS, PPSU, PES, ABS, AS, PETG, PCTG, mais aussi des plastiques cristallins tels que PET, et même PA (nylon), PP..
Il est important de noter qu'il ne s'agit pas de PP et de PA normaux, car le PP normal est translucide (à moitié transparent) et le PA est généralement opaque. Le PP et le PA transparents sont spécialement modifiés pour devenir semi-cristallins ou avec de très petits cristaux afin que la lumière puisse encore passer.
Parallèlement, il existe des plastiques transparents élastiques (ou souples), comme le TPU ou le PVC. </Ils sont souvent utilisés pour fabriquer des étuis de téléphone.
Le PE et le PVC peuvent être transformés en films transparents, mais leur clarté diminue rapidement lorsque l'épaisseur augmente, de sorte qu'ils ne sont pas considérés comme de véritables matériaux transparents.
Comment choisir un plastique transparent
Lorsque nous choisissons le plastique transparent approprié pour une application, nous ne pensons pas seulement au coût et à la facilité de fabrication, mais nous devons également tenir compte de nombreux autres facteurs tels que la résistance mécanique, la rigidité, la résistance aux rayures, la plage de température, la résistance chimique, la résistance aux UV, le taux de rétrécissement, l'isolation électrique, etc.
Il est essentiel de choisir le bon matériau avant de commencer la production du moule, sinon il peut être coûteux de changer de matériau plus tard, car le moule peut devoir être modifié en conséquence.
Chaque matériau a ses propres caractéristiques. Sinon, il n'aurait aucune raison d'être ! Par exemple, le PPSU est largement utilisé pour les biberons, car il est assez stable dans l'eau chaude et ne contient pas de BPA, mais il est assez cher et d'une couleur un peu jaunâtre ; le PETG ne contient pas non plus de BPA, il a une grande résistance mécanique et chimique, mais sa stabilité à la chaleur est plus faible ;

Le PA (nylon) transparent est très solide et durable, mais il présente une mauvaise stabilité dimensionnelle et son absorption d'eau est assez élevée.
Toutefois, dans la réalité, lesplastiques transparents les plus couramment utilisés sont le PMMA et le PC. Ils peuvent répondre à la plupart des exigences des applications. Si vous ne savez pas quoi choisir, optez pour l'un d'entre eux. Si votre application est tout à fait unique et que vous souhaitez obtenir de l'aide dans le choix du matériau, n'hésitez pas à nous contacter pour que nous puissions vous conseiller !
Comparaison entre PMMA et PC
Si nous les comparons :
- Le PMMA est le plastique le plus transparent de tous, il a un coefficient de transmission de la lumière de 92%, alors que celui du PC est de 90% ;
- Le PMMA est plus fragile et rigide, ce qui le rend susceptible de se briser ou de se fissurer en cas d'impact et au fil du temps. En revanche, le PC présente une plus grande résistance aux chocs et une plus grande flexibilité.
- Le PC est plus sujet aux rayures de surface, tandis que le PMMA est plus résistant aux rayures.
- Le PC est plus résistant aux intempéries que le PMMA. La plage de température de fonctionnement du PC est de -45℃à 135℃ par rapport à celle du PMMA est de -40℃ à 70℃.
- Le PC est plus résistant aux produits chimiques que le PMMA.
- Le PC peut être ignifugé alors que le PMMA ne l'est pas.
Défauts d'injection à éviter
Les pièces transparentes ont des exigences esthétiques élevées, il est donc essentiel d'éviter les problèmes énumérés ci-dessous. La fabrication doit être effectuée par des opérateurs expérimentés et des contrôles méticuleux doivent être réalisés.
Lors de la fabrication, le taux de rebut tend à être plus élevé, ce facteur doit donc être pris en compte lors du calcul des coûts de production.
- Lignes d'argent. ou également appelées "stries argentées".


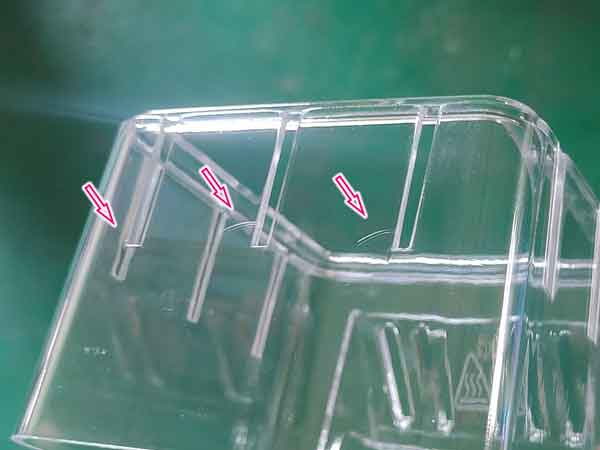
- lignes de soudure. Il est parfois difficile de les éviter complètement, mais de très légères lignes de soudure peuvent être acceptées en fonction des exigences du client et de l'application.
- ligne d'écoulement.
- marques d'évier.
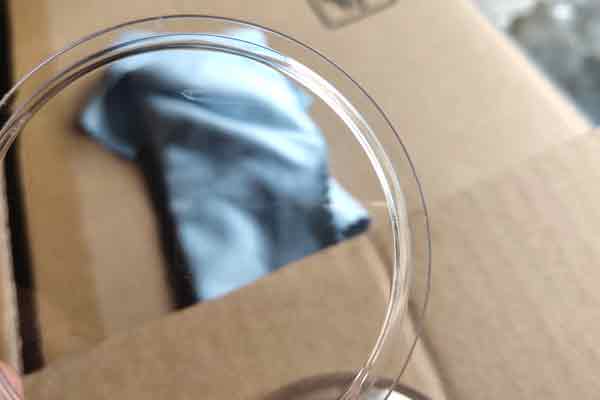
- Fissures. Par exemple, le PC est susceptible de se fissurer en raison d'une contrainte interne plus élevée. Traitement thermique est parfois nécessaire pour les pièces de grande taille ou à parois épaisses.
Points critiques de la conception et de la production
Usinage et polissage de haute précision
En raison des exigences élevées en matière de clarté optique et d'esthétique attrayante, l'usinage et le polissage des moules pour les pièces en plastique transparent sont soumis à des exigences plus strictes.
Pour certains composants optiques, le polissage du moule doit être effectué dans un atelier à l'abri de la poussière.
L'usinage doit être maintenu dans une tolérance étroite, de manière à ce que le polissage suivant ne modifie pas les propriétés géométriques. Ainsi, après le polissage, vous ne verrez pas de distorsion ou d'ondulation sur l'image réfléchie. Sinon, la même distorsion ou ondulation apparaîtra également sur les pièces en plastique moulées.
De nombreux plastiques transparents sont des matériaux à écoulement rigide, c'est-à-dire qu'ils ont une faible fluidité (généralement mesurée par l'indice d'écoulement à l'état fondu) ou une viscosité élevée. Cela pose de nouveaux défis à la conception des moules et au contrôle du processus de moulage. Une mauvaise fluidité peut entraîner des contraintes internes excessives qui conduisent à des défauts d'injection tels que des fissures, des lignes d'écoulement, des lignes d'argent et des vides.
Il est conseillé de placer la porte dans la zone de la paroi épaisse et de l'agrandir si possible. Cela permet de remplir la cavité rapidement et facilement, et de conserver une pression de tassement suffisante pour compenser le rétrécissement au cours de l'étape de tassement.

Conception des pièces
Outre la conception de la porte et l'optimisation des paramètres d'injection, la conception correcte de la pièce est également essentielle pour éliminer les éventuels défauts d'injection.
Une règle simple consiste à avoir une épaisseur de paroi appropriée et à la maintenir régulière sur l'ensemble de la pièce. Pour le PC et le PMMA, il est préférable que l'épaisseur de la paroi soit supérieure à 1 mm. Mais dans la pratique, ce n'est pas aussi simple que cela ! Si vous souhaitez obtenir des conseils sur votre conception, n'hésitez pas à nous contacter.
Une autre chose à laquelle il faut faire attention est d'avoir un angle de dépouille légèrement plus grand, sinon il peut y avoir des rayures sur le côté vertical.
Effectuer une analyse de la fluidité du moule
Il est toujours recommandé d'effectuer une analyse du flux du moule, afin de vérifier la pression, la température, la tendance à la formation de lignes de soudure et de bulles d'air, et d'affiner la conception de la porte et de la pièce.

Ventilation adéquate des moisissures
C'est très important pour éviter les poches d'air dans le moule, qui entraîneraient des bulles d'air, des tirs courts, des éclairs, des brûlures du matériau et d'autres problèmes. La profondeur d'aération dépend de la viscosité de la matière plastique. C'est en partie pour cette raison qu'un changement de matériau peut poser problème pour un moule déjà fabriqué.
Utiliser une machine propre
Si les vis et les cylindres de la machine de moulage par injection ne sont pas complètement nettoyés, des points ou des impuretés peuvent apparaître dans les pièces transparentes moulées. Cela ne se produit pas forcément sur toutes les pièces, mais de manière aléatoire sur certaines d'entre elles. Par conséquent, avant la production, nous devons nettoyer soigneusement les cylindres et les vis.
Il est plus facile d'utiliser la machine uniquement pour les produits transparents, si possible.

Conclusion
Compte tenu de tout cela, si vous comprenez tous les points ci-dessus et que vous les gardez à l'esprit lors de la conception de vos pièces en plastique transparent, vous avez beaucoup plus de chances d'obtenir un résultat satisfaisant à la fin du processus.