Comprendre et appliquer les tolérances pour les processus de pliage de la tôle
Il est important de bien tolérer les travaux de pliage de tôles pour que vos conceptions soient prêtes à être fabriquées. Cet article explique brièvement d'où viennent les variations et quelles sont les tolérances acceptables pour les opérations habituelles de l'atelier.
D'où viennent les variations
Le processus de pliage (formage) est un processus non enlèvement de matière.
Dans les processus d'enlèvement de matière (comme l'usinage CNC), la géométrie usinée est principalement contrôlée par la précision des mouvements des outils de coupe. D'autres facteurs contribuent beaucoup moins à la précision finale des dimensions.
Lors du pliage des tôles, bien que les outils et les matrices puissent être fabriqués avec une grande précision, l'allongement du matériau, le retour élastique, la direction du grain, etc. entrent en ligne de compte. Tous ces facteurs doivent être pris en considération pour assurer un bon tolérancement des pièces de tôle.
Le processus de pliage sur une presse plieuse
En réalité, l'épaisseur et la dureté trempée des tôles varient d'une tôle à l'autre, voire d'une zone à l'autre de la même tôle.
Par ailleurs, dans le processus de pliage de la tôle, le bord coupé ou le bord formé sont utilisés comme points de référence pour positionner la pièce, ces points de référence sont moins précis que les points de référence usinés par CNC.
Il est donc très important de connaître les tolérances appropriées. Cela permettra de produire vos pièces de tôle de manière efficace et à faible coût. Une tolérance excessive augmentera considérablement les travaux de contrôle et de tri, ce qui entraînera une hausse des prix et une baisse de la vitesse de production.
poinçon, matrice et butée arrière pour une presse plieuse
Variations de l'épaisseur du matériau
Dans la réalité, l'épaisseur de la tôle peut varier légèrement dans ses variations autorisées. Par exemple, l'épaisseur de la tôle peut varier légèrement dans ses variations autorisées :
Acier laminé à froid de 2 mm : 1,90-1,97 mm
Acier laminé à chaud de 5 mm : 4,60-4,80 mm pour les produits de marque ; 4,40-4,75 mm pour les produits sans marque (moins bonne qualité et meilleur marché).
Les variations d'épaisseur ont un impact majeur sur la précision des pièces finies.
Deux types de variations pour le pliage des tôles
1. Angulaire
Lorsque le poinçon (la matrice supérieure) est relâché, la pièce fléchit légèrement vers l'arrière. L'ampleur de la flexion n'est pas constante, elle dépend de la dureté et de l'épaisseur du matériau.
Si le rayon de courbure et la dureté du matériau sont choisis correctement, l'angle de courbure peut normalement être compris entre +/-0,5° et +/-1°.
retour élastique de la flexion
Comment cela affecte-t-il les dimensions linéaires ?
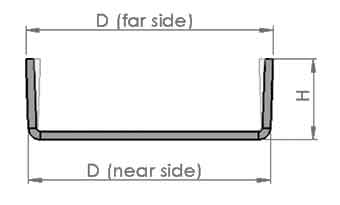
Lorsque nous mesurons les dimensions linéaires, nous devons mesurer le côté le plus proche des courbes, car les mesures sur le côté le plus éloigné sont moins précises et moins cohérentes (voir les images ci-dessous).
Idéal
En réalité
2. Linéaire
Lors du processus de pliage, la zone pliée est étirée plus finement et devient plus longue (allongée). Là encore, l'allongement n'est pas uniforme en raison de l'irrégularité de l'épaisseur du matériau et du harnais, ce qui a entraîné une incohérence des dimensions.
Dimensions contrôlées ou non contrôlées
Les dimensions linéaires peuvent être classées en dimensions contrôlées et non contrôlées.
Les dimensions contrôlées sont directement dérivées du pliage en plaçant la tôle plate contre la jauge arrière, ce qui permet de mieux les contrôler.
Les dimensions non contrôlées sont obtenues indirectement à partir de 2 coudes ou plus, il convient de leur accorder des tolérances plus importantes.
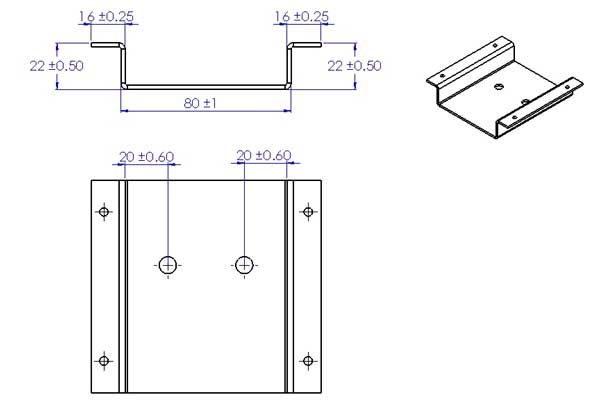
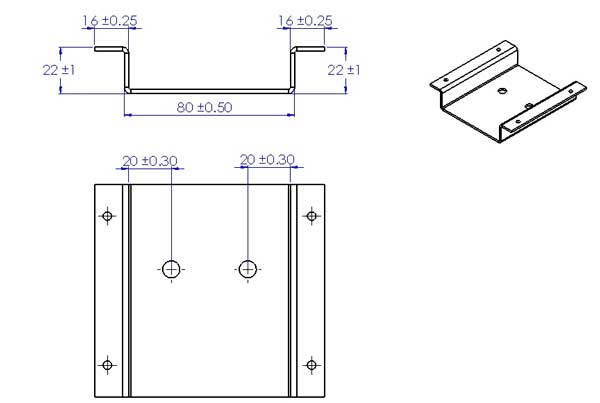
Un exemple
Supposons que nous devions produire une pièce comme celle-ci, et qu'elle passe par deux étapes
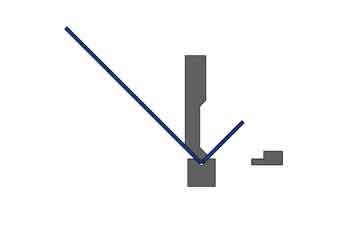
Première étape
Deuxième étape
Les dimensions contrôlées peuvent être maintenues à une tolérance plus étroite que les dimensions non contrôlées, comme indiqué ci-dessous :
Tolérances normales pour le pliage de tôles
Dans la pratique, les tolérances acceptables varient en fonction de nombreux facteurs, tels que l'épaisseur du matériau, l'étendue globale des dimensions, l'acier laminé à froid ou à chaud, etc. Il est plus rapide et plus facile d'examiner quelques exemples pour se faire une idée, puis de travailler avec votre ingénieur DFM pour déterminer les tolérances appropriées à chaque travail spécifique.
Condition sur les exemples ci-dessous : l'épaisseur du matériau est inférieure à 2mm, les pièces sont réalisées par découpe laser et press brakepliage.
Ces exemples donnent les “zones de confort” des tolérances, mais ils ne concernent que la production en grande série, lorsque les outils, les matériaux et les processus ont été optimisés. Pour les petites séries, les tolérances peuvent encore devoir être assouplies.
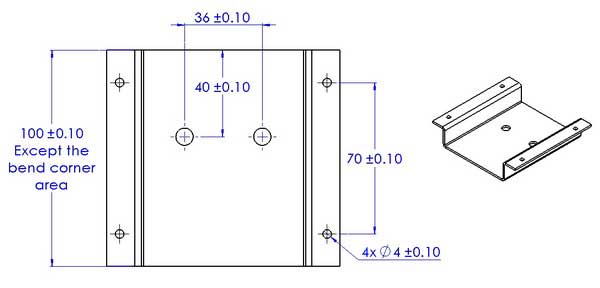
Dimensions découpées au laser : ±0,10 à ±0,20 mm (plus précises)
Les dimensions de la découpe laser comprennent le diamètre des trous, la distance entre les trous, la distance entre les trous et les bords, la longueur et la largeur de l'ébauche, etc. Pour les grandes portées (comme 2 mètres), la tolérance peut augmenter jusqu'à ±1mm.
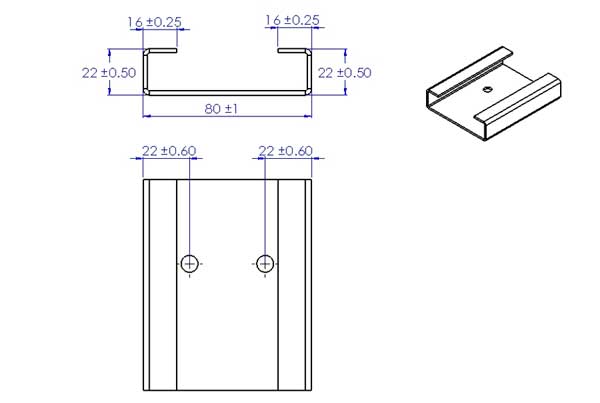
Dimensions courbées : ±0,25 à ±2 mm (moins précis)
Les dimensions du pliage comprennent le trou au pli, le pli au bord, et le pli au pli.
Les tolérances varient en fonction de la séquence de pliage. Les premiers pliages seront plus précis, car ils utilisent le bord coupé comme référence, les suivants utilisant le bord plié comme référence seront moins précis. La dernière dimension non contrôlée sera la moins précise.
Utilisation de l'arête de coupe comme plan de référence
Plus précis
Utilisation de l'arête courbe comme plan de référence
Moins précis
<Astuce : vous constaterez qu'il est difficile de maintenir les distances entre les trous (ou autres caractéristiques) à plier ou entre les trous (après pliage) à une tolérance serrée. Lorsque des tolérances serrées sont inévitables, ces trous (ou d'autres caractéristiques similaires) doivent être usinés par commande numérique après pliage.
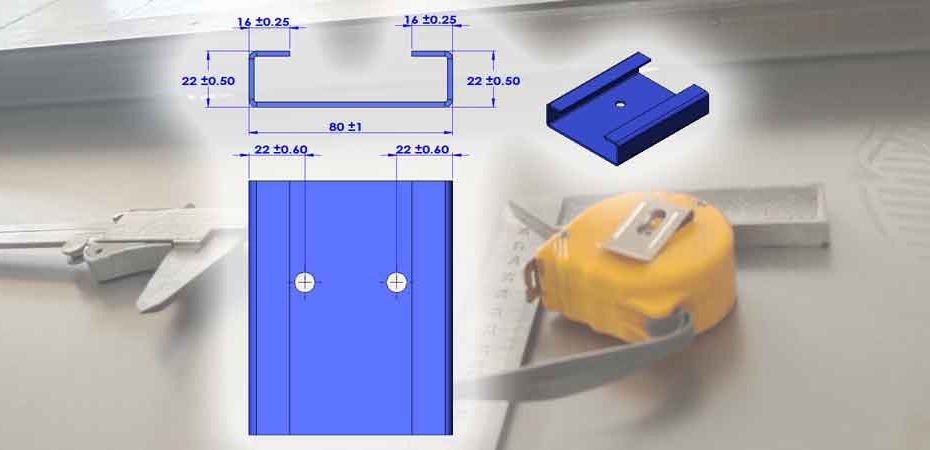
Hiérarchiser les tolérances
Si nous prenons des séquences de pliage différentes, nous pouvons obtenir des tolérances différentes sur chaque dimension. C'est pourquoi il est important d'indiquer quelles sont les dimensions clés, ou d'expliquer à votre fabricant comment les pièces fonctionnent dans leur assemblage.
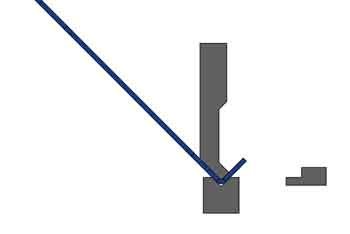
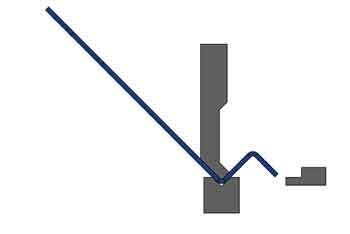
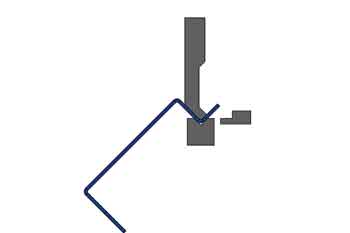
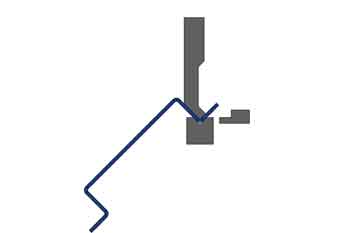
Séquence de pliage 1
Étape 1
Étape 3
Étape 2
étape 4
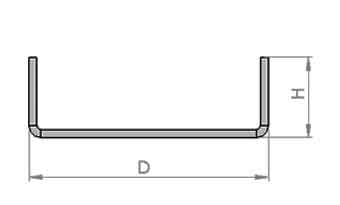
Avec cette séquence de pliage, la largeur du fond est de 80±1mm, tandis que la hauteur est de 22 ±0,50mm.
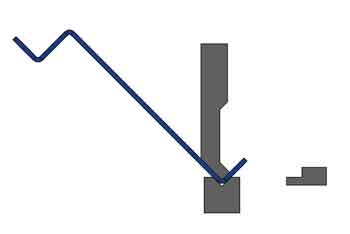
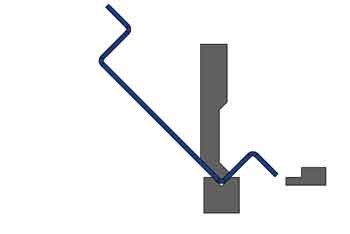
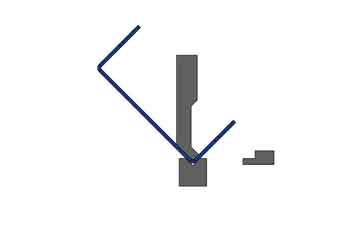
Séquence de pliage 2
Étape 1
Étape 3
Étape 2
Étape 4
Il s'agit d'une séquence de pliage anormale, des outils spéciaux sont nécessaires pour éviter que la pièce n'interfère avec la machine.
Avec cette séquence de pliage, la largeur du fond peut être maintenue à 80 ± 0,5 mm, mais la hauteur ne peut être que de 22 ± 1 mm.
Conclusion
Cet article a pour but de vous aider à comprendre ce que peut être la tolérance admissible pour vos pièces de tôle. Cependant, même pour un concepteur expérimenté, il peut être difficile et fastidieux de déterminer les tolérances pour chaque dimension. Une approche plus simple consiste à expliquer au fabricant ou à l'ingénieur DFM comment la pièce s'intègre et fonctionne dans l'assemblage, comment elle interagit avec les autres composants. Ils ont l'expérience ou peuvent fabriquer des montages d'inspection sur la base de vos informations et déterminer les tolérances les plus appropriées pour les dimensions clés.
Boyan Manufacturing Solutions dispose d'une riche expérience dans la fabrication de tôles. Si vous avez des questions, veuillez laisser un message ci-dessous, ou envoyer vos dessins pour consultation.