Comprendre la précision dans la fabrication des tôles
Exigences générales de précision
En règle générale, les pièces en tôle ne nécessitent pas une précision exceptionnellement élevée. La précision de pliage de ces composants peut varier entre 0,25 et 1 mm, ce qui est suffisant pour une utilisation normale. Toutefois, dans certains cas, une plus grande précision peut s'avérer nécessaire. Il est important de comprendre la précision réalisable et les facteurs qui l'influencent.
Facteurs clés affectant la précision du cintrage
Précision de la machine et de l'outil : la répétabilité du positionnement de la cintreuse et la précision des matrices sont cruciales. Des épaisseurs et des rayons de courbure différents nécessitent des matrices spécifiques pour le traitement. Même de légères modifications des paramètres peuvent affecter les dimensions du pliage.
Expertise de l'opérateur : des opérateurs qualifiés jouent un rôle essentiel dans l'ajustement des facteurs qui influencent la précision du pliage. Une force appropriée doit être appliquée pendant le processus de pliage, et la vitesse du métal alimenté doit être gérée avec soin. Les opérateurs doivent faire preuve d'une grande concentration et procéder à des mesures et à des ajustements constants au cours du processus de pliage.
Qualité des tôles : la contrainte interne et l'épaisseur uniforme des tôles sont importantes. Des incohérences dans ces domaines peuvent entraîner une mauvaise cohérence dimensionnelle lors du pliage.
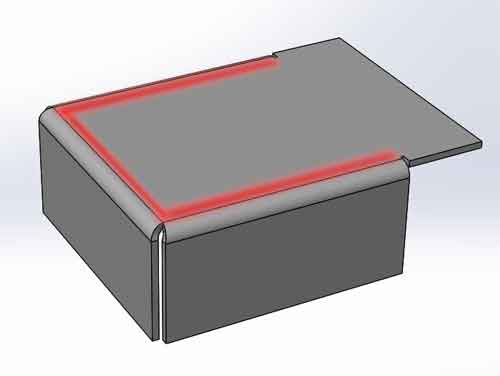
Planéité des pièces pliées : Bien que les pièces pliées puissent sembler plates, une règle ou un plan révèle qu'elles ne sont pas parfaitement plates. Le pliage provoque un léger renflement à proximité du pli, et les déformations sont plus prononcées lorsque plusieurs plis se croisent. En outre, les trous situés près de la ligne de pliage peuvent influencer subtilement la déformation locale.
(Les zones rouges indiquent les zones proches des virages, qui sont plus sujettes au bombement. À l'intersection des virages, ce renflement est encore plus prononcé.)(Les zones rouges indiquent les zones proches des virages, qui sont plus sujettes au renflement.
La photo révèle un espace plus large près du coude du côté droit, ce qui correspond à un renflement plus important dans cette zone.
En outre, il y a de plus petites lacunes au centre, ce qui suggère des irrégularités à cet endroit également.
Ces écarts ne sont pas facilement perceptibles sans l'utilisation d'une règle pour l'inspection.
La compréhension de ces facteurs permet de gérer la qualité et l'efficacité de la fabrication de tôles, en veillant à ce que les produits finis répondent aux spécifications et aux normes requises.
Comparaison entre le pliage de la tôle et l'usinage CNC
Capacités de précision réduites par rapport à l'usinage CNC
Il est important de noter que le pliage de tôles ne peut pas atteindre la précision de l'usinage CNC. L'usinage CNC concerne généralement des pièces métalliques plus épaisses, ce qui leur confère une grande rigidité. Cette rigidité réduit l'impact des variables aléatoires au cours du processus d'usinage, et la précision dépend largement de la précision de la machine elle-même.
Les défis de la tôle
En revanche, les pièces en tôle sont généralement plus minces et leurs dimensions nécessitent souvent des ajustements manuels.
Procédés de fabrication
Lors de l'usinage CNC, la forme finale de la pièce correspond directement au modèle 3D utilisé pour la programmation.
La fabrication de tôles n'est toutefois pas aussi simple. Elle implique des calculs empiriques, le traitement de prototypes, des mesures et des ajustements pour obtenir les dimensions souhaitées.
Considérations sur la tolérance
En raison de ces différences, il est conseillé, lors de la fixation des tolérances dimensionnelles pour les pièces de tôlerie, de prévoir une plus grande marge de tolérance.
Défis liés à la mesure des dimensions de la tôle
Mesurer avec précision des pièces de tôle peut s'avérer très difficile. En comparaison, lorsqu'on mesure des roulements avec un pied à coulisse (souvent utilisé pour l'étalonnage des jauges), il est relativement facile d'obtenir des lectures précises avec des variations de seulement 0,01-0,02 mm.
L'étalonnage d'un pied à coulisse à l'aide d'un roulement est simple et permet d'obtenir des mesures précises.
L'utilisation d'un autre pied à coulisse pour l'étalonnage peut s'avérer plus difficile en raison du désalignement potentiel entre les deux pieds à coulisse.
Cependant, la même précision est difficile à obtenir lors de la mesure de pièces de tôle. Des mesures répétées de la même zone peuvent montrer des variations significatives, par exemple entre 0,2 et 0,4 mm. Il y a plusieurs raisons à cela :
<Irrégularités de surface et déformations : Comme mentionné ci-dessus, les surfaces des pièces en tôle peuvent être irrégulières, en particulier à proximité des courbes où des déformations d'environ 0,1-0,2 mm sont courantes. Même un léger changement dans la façon dont le pied à coulisse est placé, que ce soit légèrement vers l'intérieur ou vers l'extérieur, peut modifier les relevés.
Défis de placement et d'alignement : Contrairement aux roulements, qui ont une forme cylindrique régulière permettant aux mâchoires du pied à coulisse de s'adapter parfaitement et de s'aligner précisément sur le diamètre, la tôle ne garantit pas un positionnement direct du pied à coulisse. Ce défaut d'alignement peut entraîner des imprécisions de lecture.
La mâchoire du pied à coulisse ne repose pas fermement sur la surface de la pièce de tôle à proximité du pli.
Implications pour les pratiques de mesure
La fluctuation des mesures de la tôle peut être attribuée à deux facteurs principaux : les inégalités inhérentes à la pièce et les inactitudes dans la technique de mesure. Ces facteurs se combinent souvent, ce qui entraîne des variations plus importantes dans les résultats.
Pour atténuer ce phénomène, il convient d'être très attentif lors de la mesure et il peut être nécessaire d'effectuer plusieurs mesures afin d'obtenir des valeurs aussi proches que possible des dimensions réelles.
Comment assurer la précision du pliage de la tôle
Se concentrer sur les domaines critiques
Les irrégularités de surface des pièces de tôle pliée sont courantes, mais elles ne compromettent pas nécessairement la fonctionnalité du produit. Souvent, les tolérances des composants en tôle n'ont pas besoin d'être extrêmement strictes ; se situer dans une fourchette raisonnable est généralement suffisant pour l'usage auquel ils sont destinés.
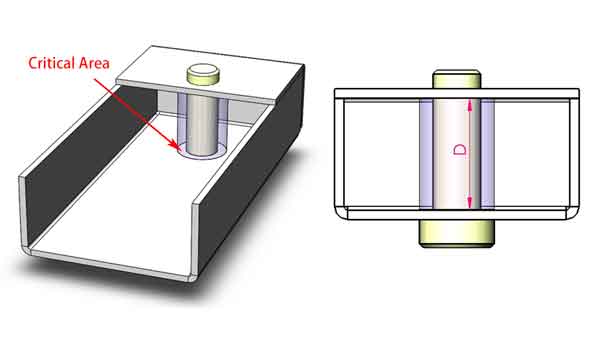
Lorsque des pièces de tôlerie doivent être assemblées avec précision, il est important de garantir la précision dimensionnelle dans les zones spécifiques nécessaires à l'ajustement, plutôt que sur l'ensemble de la surface. Cette approche ciblée permet de maintenir la fonctionnalité là où elle compte.
La section illustrée met en évidence une zone critique avec des exigences de tolérance spécifiques, alors que les spécifications dimensionnelles pour les autres zones ne sont pas aussi strictes.
Stratégies de mesure
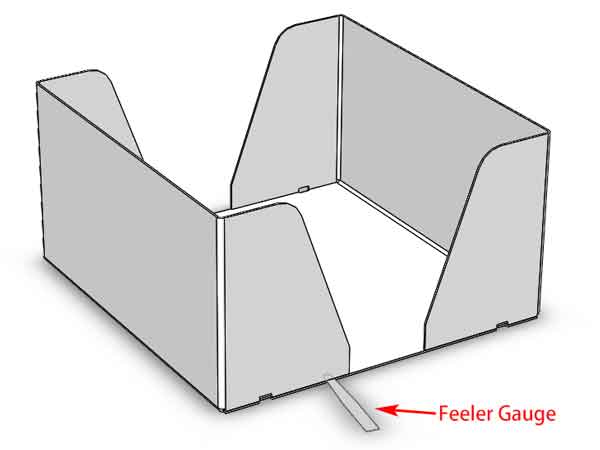
Utilisation de pièces d'ajustage ou de jauges pour des mesures localisées
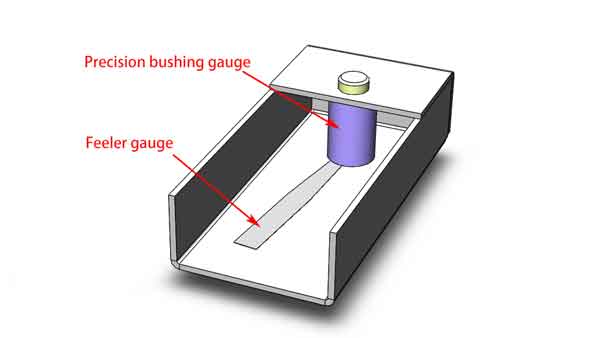
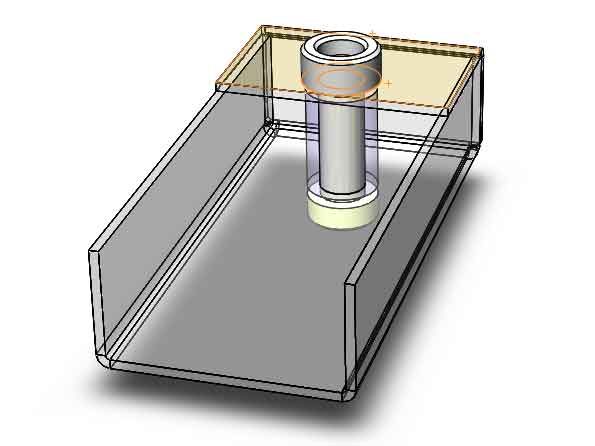
Il existe deux méthodes principales pour mesurer les dimensions dans des zones localisées. La première méthode consiste à utiliser des pièces d'ajustage, ce qui donne généralement une évaluation qualitative. La seconde méthode utilise des jauges spécialement conçues pour offrir une mesure quantitative. Par exemple, dans le scénario donné, une jauge d'épaisseur peut être utilisée pour vérifier l'écart après l'insertion de la jauge, révélant ainsi les dimensions précises requises.
L'objet violet est une douille conçue avec une hauteur spécifique pour fonctionner en conjonction avec une jauge d'épaisseur pour mesurer les dimensions internes.
Les deux méthodes sont valables en fonction des besoins de l'assemblage et du degré de précision requis. En se concentrant sur les zones critiques d'ajustement et en utilisant les outils de mesure appropriés, nous pouvons maintenir la précision nécessaire dans les projets de pliage de tôle.
La précision par la conception dans le pliage de la tôle
Cintrage des bords fermé pour plus de précision
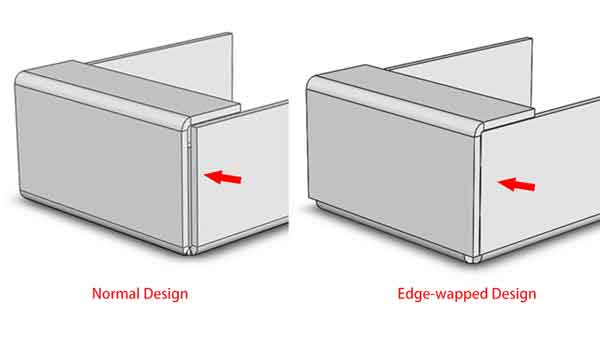
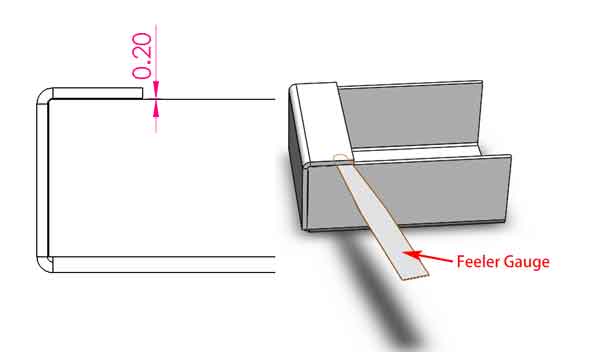
Dans le cas d'un pliage de tôle par enroulement des bords (voir le dessin de droite sur l'image ci-dessous), la précision du pliage est cruciale. Par exemple, ce modèle particulier nécessite un espace de 0,2 mm. Pour le vérifier, une jauge d'épaisseur peut être utilisée pour mesurer l'espace réel, qui est un reflet direct de la précision du pliage. Cette méthode est généralement plus simple et plus précise que l'utilisation d'un pied à coulisse.
En comparaison: Le composant de gauche utilise une conception de pliage de tôle standard, tandis que celui de droite présente une conception de pliage par enveloppement des bords.
L'écart peut être vérifié à l'aide d'une jauge d'épaisseur pour contrôler la précision du pliage.
Considérations relatives à la conception et à la tolérance de fabrication
Cependant, la conception avec des écarts aussi faibles comporte le risque d'un taux de rebut plus élevé. Si l'écart dépasse 0,2 mm, des interférences peuvent empêcher de plier complètement les pièces à un angle de 90 degrés. Cette tolérance serrée oblige les fabricants à adhérer à des normes de précision plus élevées dans la production, ce qui ne laisse aucune place aux raccourcis.
Lorsque l'écart au niveau du coude est conçu pour être faible, des écarts dimensionnels excessifs peuvent empêcher le coude de se fermer correctement, ce qui peut entraîner la mise au rebut du produit.
La précision du pliage de tôles peut être considérablement améliorée par des choix de conception délibérés, garantissant que les composants répondent à des exigences strictes et s'emboîtent parfaitement. Bien que cela exige une plus grande précision et un plus grand soin dans le processus de fabrication, le résultat est un produit plus fiable et de meilleure qualité.
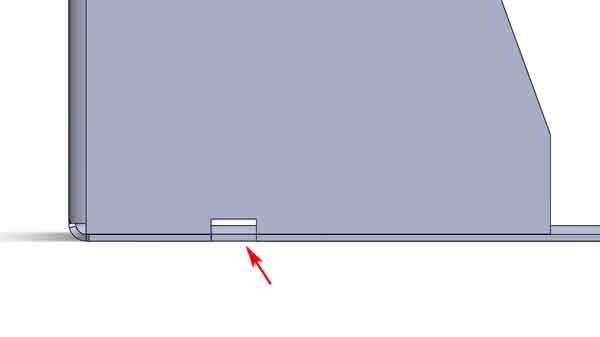
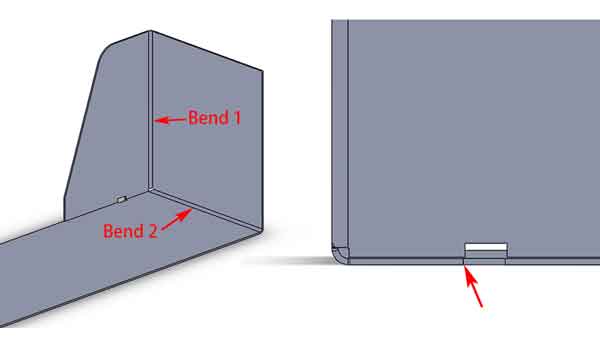
Utilisation d'encoches pour une évaluation rapide de la précision du pliage
L'ajout d'une petite encoche à cet endroit constitue une autre méthode pour évaluer rapidement la précision du pliage. En observant si les encoches s'alignent, nous pouvons évaluer la précision des pliages. Bien entendu, le degré de désalignement de ces encoches est déterminé par l'erreur cumulée des deux pliages (illustrés par le premier et le second pliage). Toutefois, il s'agit d'un moyen rapide d'observer et d'évaluer la précision du pliage.
Alignement théorique parfait de l'encoche dans le pliage de la tôle
Les écarts cumulés par rapport aux courbes 1 et 2 peuvent entraîner un désalignement de l'encoche.
Utilisation de montages de soudage pour la précision dimensionnelle
Lorsqu'il s'agit de souder des pièces en tôle qui nécessitent une grande précision, des montages de soudage peuvent être utilisés pour garantir la précision. Prenons l'exemple de la pièce de tôle de l'image ; elle est conçue pour recevoir un arbre. Pour cet assemblage, il est essentiel que les deux trous en regard soient parfaitement alignés et que les dimensions de l'espacement interne soient dans les limites de la tolérance. Pour ce faire, un dispositif de soudage peut être mis en œuvre pour corriger les dimensions dans une certaine mesure pendant le soudage. Toutefois, il est important de noter que si le dispositif permet d'effectuer des ajustements mineurs, une dépendance excessive à son égard peut entraîner une déformation du produit après le soudage. Il est donc essentiel de veiller à la précision du pliage.
Schéma d'un dispositif de soudage
Évaluer la précision des courbes à l'aide d'exemples
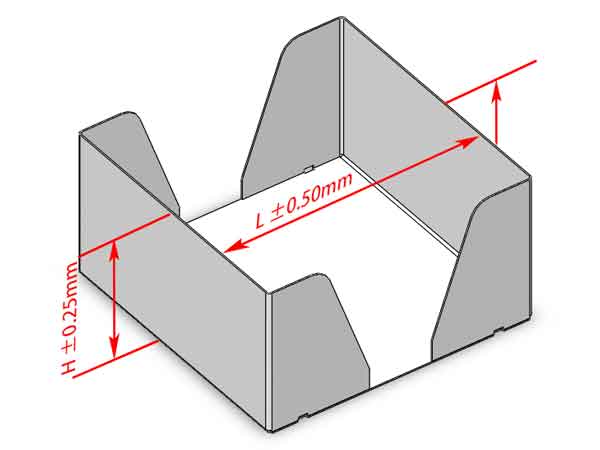
Précision typique dans le pliage de la tôle
Prenons quelques exemples pour comprendre la précision qu'il est possible d'atteindre dans le pliage de la tôle. Pour un processus standard, la hauteur de pliage ‘H’ de ce produit peut typiquement atteindre une précision de +/-0,25 mm, et la longueur après pliage ‘L’ peut atteindre +/-0,5 mm.
Précision de pliage typique d'une pièce de tôle
Observations sur la largeur de l'écart
Cependant, comme nous l'avons mentionné précédemment, si nous devions mesurer avec un pied à coulisse, nous pourrions trouver une variance d'environ 0,2-0,7 mm, ce qui suggère des divergences potentielles au-delà de la fourchette acceptable.
Lorsque l'on examine le jeu à l'aide d'une jauge d'épaisseur, on constate généralement qu'il se situe entre 0,05 et 0,25 mm. Par rapport à l'objectif de conception de 0,1 mm, l'écart maximal observé est de 0,15 mm. Cela signifie que la mesure directe à l'aide d'un pied à coulisse ne donne pas toujours des résultats précis, et que l'utilisation de l'espace pour l'assistance peut fournir des résultats plus perspicaces.
Évaluation du désalignement par le déplacement de la fente
Évaluer le déplacement des fentes
En examinant de près le désalignement de cette fente, les mesures effectuées à l'aide d'un pied à coulisse montrent un déplacement compris entre 0 et 0,3 mm. Après avoir évalué trois échantillons, nous pouvons déduire que l'erreur cumulée des désalignements des deux côtés suggère que l'erreur de la dimension ‘L’ se situe entre 0,1 et 0,5 mm.
Importance de la mesure globale
Le désalignement collectif de part et d'autre de la fente est un aspect crucial à prendre en compte pour la précision dimensionnelle globale de ‘L’. Ces résultats soulignent l'importance de prendre en compte les tolérances cumulées lors de l'évaluation de la précision des pièces fabriquées.
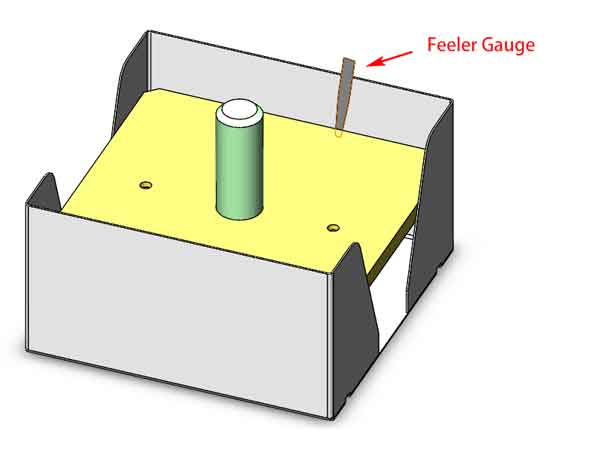
Utilisation de jauges pour les dimensions internes
En outre, nous avons utilisé des jauges pour mesurer cette pièce et avons constaté qu'en utilisant une jauge d'épaisseur, les dimensions internes - longueur interne et largeur interne - se situaient dans les limites de tolérance. Cela confirme que les mesures effectuées à l'aide d'un pied à coulisse ne sont pas entièrement fiables en elles-mêmes. Pour garantir et vérifier la précision du pliage, il convient d'utiliser d'autres outils et méthodes.
Ici, nous utilisons la jauge d'épaisseur en conjonction avec la jauge d'inspection pour mesurer la dimension interne de cette pièce de tôle.
Conclusion
En conclusion, la précision dans la fabrication de tôles est un équilibre entre les compétences, les outils appropriés et les connaissances. En comprenant les problèmes de mesure et en employant des techniques stratégiques, les fabricants peuvent atteindre la haute précision nécessaire à un travail de qualité dans ce domaine.