Il n'est pas facile de trouver un fabricant d'extrusions d'aluminium anodisé de haute qualité. En tant que société de sourcing, nous avons essayé plusieurs fabricants différents jusqu'à ce que nous en trouvions un avec lequel nous nous sentions à l'aise. Dans ce billet, nous serons heureux de partager nos connaissances et notre expérience dans ce secteur. Si vous souhaitez que nous vous aidions à acheter des extrusions d'aluminium anodisé ou des pièces finies fabriquées à partir de ces extrusions, ou si vous souhaitez contacter directement le fabricant, nous vous invitons à nous contacter.
Ils sont généralement coupés à 6 mètres de long et anodisés. L'anodisation peut être de différentes couleurs, mais l'anodisation claire est la plus courante, suivie de l'anodisation noire. Il existe d'autres options de couleurs, mais elles doivent répondre à un MOQ plus élevé, de l'ordre de 15 à 20 tonnes.
Le film anodisé pour l'anodisation claire a généralement une épaisseur de 0,005 à 0,008 mm. Un film anodisé plus épais peut offrir une meilleure protection, mais l'aspect devient plus terne et jaunâtre, ce qui le rend moins attrayant.
Pour l'anodisation noire, l'épaisseur du revêtement est généralement comprise entre 0,009 et 0,012 mm.
La surface est généralement sablée, ce qui permet de couvrir les légères marques de moulage et d'autres imperfections mineures, d'avoir un aspect agréable, et c'est une finition exigée pour de nombreux produits.
Les avantages de l'utilisation d'extrusions d'aluminium anodisé
Extrusions d'aluminium de 6 mètres de long
Pièce finie
Un grand avantage est la réduction des coûts. Imaginez que vous souhaitiez produire des pièces en aluminium anodisé à partir des extrusions, il y a deux façons de le faire, anodiser avant ou après la fabrication des pièces :
1. Anodiser l'extrusion d'aluminium avant l'usinage.
Avantages:
Coûts moins élevés. Il est moins coûteux d'anodiser l'ensemble des pièces que d'anodiser de nombreuses pièces séparées.
Vous évitez le rejet de la pièce en raison de défauts d'anodisation, ce qui vous permet d'économiser beaucoup de temps et d'argent.
Inconvénients:
La section coupée est exposée sans fichier anodique (métal nu). Cependant, dans de nombreux cas, cela est acceptable.
Il n'est pas possible de remédier aux défauts de surface (rayures, bosses) causés par les processus secondaires (usinage, chargement et déchargement, etc.).
La section coupée (surface d'extrémité) est exposée sans film anodique.
2. Anodiser les pièces après qu'elles ont été usinées à partir d'extrusions brutes.
Avantages:
La pièce complète est anodisée avec le revêtement protecteur, à l'exception des marques de crémaillère (il s'agit généralement de petites taches).
Certains défauts de surface mineurs peuvent être corrigés avant l'anodisation, mais uniquement pour ces défauts très mineurs.
Inconvénients:
Les pièces présentant des défauts d'anodisation seront toutes rejetées. Beaucoup d'entre eux ne sont pas remédiables.
Conclusion: Comme vous pouvez le constater, l'utilisation d'extrusions d'aluminium anodisé pour produire des pièces (option 1 présentée ci-dessus) permet de réduire les coûts et les rejets de qualité, c'est donc l'option recommandée par rapport à l'autre (anodisation des pièces individuelles).
Exigences de qualité habituelles pour l'aluminium anodisé
L'anodisation est un processus électrochimique complexe qui se compose de trois étapes : le traitement préchimique, l'anodisation et le scellement. Chaque étape comporte de nombreux paramètres (tels que la température, la concentration et la durée) qui doivent être contrôlés avec précision. Les défauts d'anodisation sont plus ou moins présents sur les pièces finies, et nombre d'entre eux sont irrémédiables, ce qui signifie que les pièces entières présentant des défauts d'anodisation seront rejetées.
En général, les exigences de qualité pour l'anodisation de l'aluminium peuvent être classées en deux groupes :
Le film d'oxyde anodique doit être de la qualité attendue (épaisseur, uniformité) afin d'assurer la protection, la dureté, etc. souhaitées.
L'aspect des pièces est cohérent et agréable, la brillance et la couleur sont conformes aux souhaits et les pièces sont exemptes de dommages mécaniques (comme des rayures, des bosses).
Il est un peu compliqué d'expliquer en détail les exigences de qualité pour l'anodisation de l'aluminium, mais vous verrez ci-dessous les défauts d'anodisation les plus courants pour les extrusions.
De nombreux défauts d'anodisation peuvent être détectés par une inspection visuelle. Plus les pièces sont grandes, plus elles sont susceptibles de présenter des défauts ici ou là, simplement parce qu'elles sont plus grandes. Les exigences sont donc plus élevées pour les longues extrusions d'aluminium, car elles sont très longues (donc plus grandes en surface et plus lourdes en poids).
Les exigences de qualité élevées pour les extrusions d'aluminium représentent un véritable défi.
Dans de nombreux cas, les exigences visuelles pour les extrusions d'aluminium sont moins élevées que pour d'autres pièces plus petites.
Comme pour les échelles en aluminium ou les meubles d'extérieur, certains petits défauts sont considérés comme acceptables.
Toutefois, si vous avez des exigences de qualité plus élevées, nous pouvons également fournir des extrusions d'aluminium anodisé de 6 mètres de long ne présentant pratiquement aucun défaut, seul ce type de défaut, comme une pointe d'épingle, étant accepté.
Dans chaque profil de 1 mètre de long, 3 taches de moins de 0,3 mm2 sont acceptables.
Taches de moins de 0,3 mm2
Une petite tache d'environ 0,2 mm2 de grande taille.
2ème exemple
Défauts d'anodisation courants pour les extrusions d'aluminium
Rayures et bosses superficielles (dommages mécaniques). Plus la surface est grande, plus les pièces sont lourdes, plus elles sont susceptibles de présenter ce type de défauts.
Petite tache sombre à la surface
Dents en surface
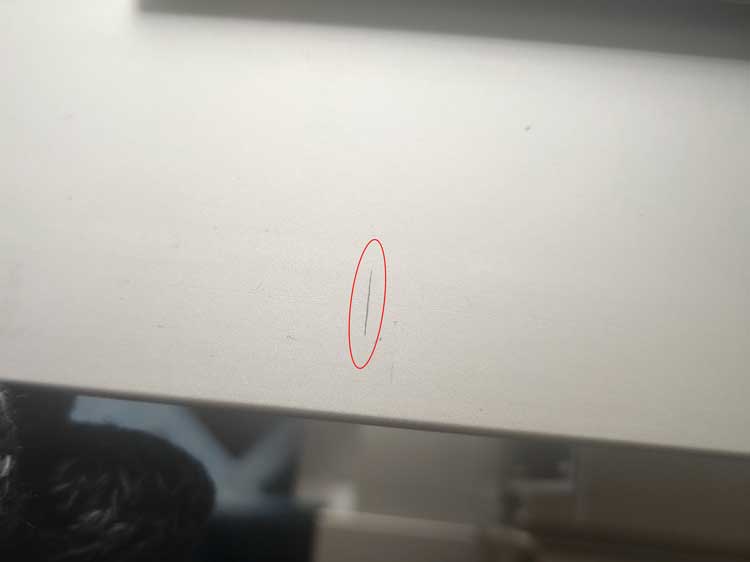
Une égratignure légère (mais un peu longue)
Exemple 2 de Scratch
Exemple Scratch 3
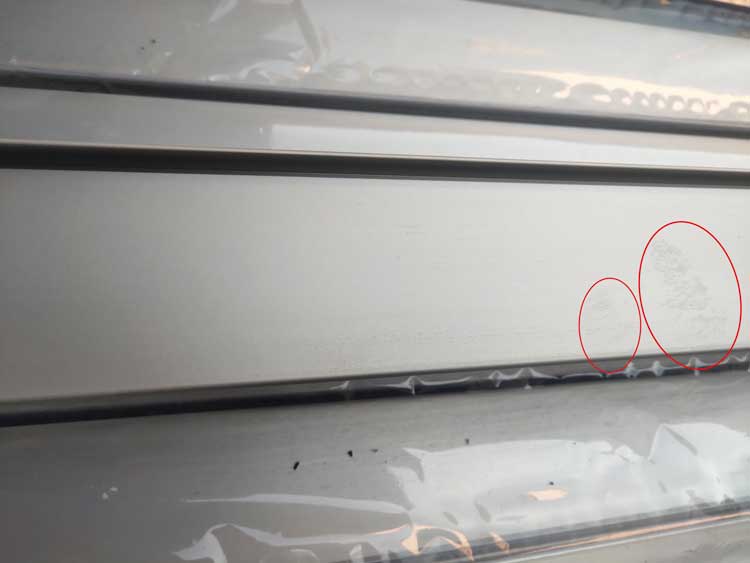
Finition en paillettes, Ce phénomène est censé être dû à l'impureté du matériau. Toutes les surfaces anodisées ne sont pas comme ça, peut-être comme la 20-30%. Cependant, une telle quantité de défauts entraînera le rejet de l'ensemble du lot de matériau.
Grande surface de paillettes d'anodisation
Vue rapprochée des paillettes d'anodisation
Moins de paillettes en surface
Petite zone de paillettes d'anodisation
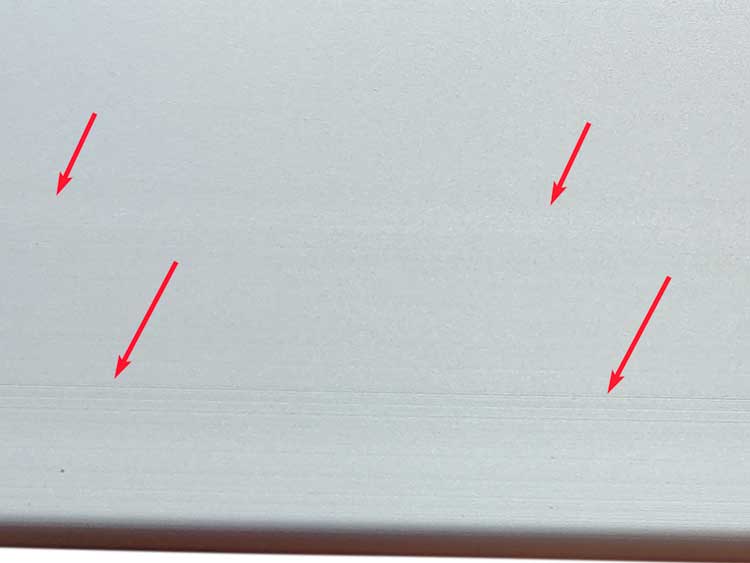
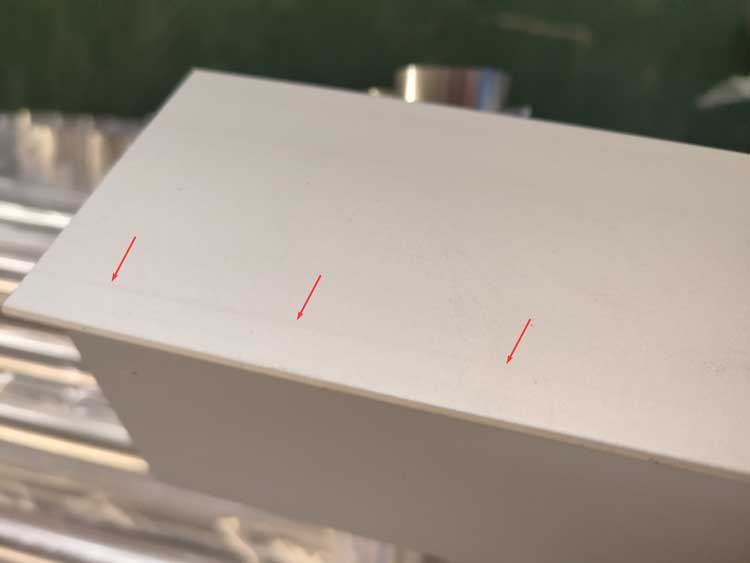
Marques de moisissure (ou marques d'outil). Le moule doit être entretenu régulièrement dans un intervalle d'une certaine quantité de production, sinon les marques d'outils commenceront à apparaître.
Les marques de moulage sont assez courantes sur les extrusions d'aluminium brut. Tant qu'elles ne sont pas trop profondes et qu'elles peuvent être éliminées après le sablage et l'anodisation, elles sont acceptables.
Marques de moule avant anodisation (finition brute)
Ce type de marques de moulage est acceptable
Cette marque de moule est trop profonde, elle doit être rejetée.
Ces marques de moule sont trop profondes, elles sont encore visibles après sablage et anodisation.
Marques de moule après anodisation
Marques de moulage sur les extrusions d'aluminium anodisé
Regardons de plus près
2ème exemple
Troisième exemple. Celui-ci présente davantage de marques de moulage.
Mauvaise étanchéité. Il est possible que vous ne détectiez pas la mauvaise étanchéité à l'œil nu, mais lorsque vous la touchez, vous constatez que la surface est désagréablement collante. Nous utilisons parfois un marqueur pour vérifier l'étanchéité des pièces anodisées transparentes.
Qu'est-ce qui fait qu'un fabricant d'extrusion d'aluminium est qualifié ?
Une équipe de direction engagée
Ils soutiendront vos exigences de qualité et remplaceront les pièces défectueuses, même si le volume de votre commande est faible (de l'ordre de 1 à 2 tonnes).
Une équipe de travail concentrée
Comme vous pouvez l'imaginer, chaque processus, y compris l'anodisation, le chargement et le déchargement, l'inspection, la coupe à longueur et l'emballage, nécessite un niveau d'attention élevé. Nous avons besoin d'un personnel concentré pour mener à bien ces processus.
Un lieu de travail spacieux
L'inspection et l'emballage nécessitent une surface de travail suffisante, d'où l'importance d'un atelier spacieux.
Ce que nous pouvons fournir
Nous pouvons fournir les extrusions d'aluminium en anodisation claire et en anodisation noire. D'autres couleurs sont également disponibles mais le MOQ sera de 15 à 20 tonnes.
Les extrusions mesurent généralement 6 mètres de long, mais elles peuvent être coupées à des dimensions personnalisées. Vous ne payez que les pièces finies, vous ne payez pas les chutes de longueur supplémentaire.
Les extrusions sont soigneusement contrôlées et emballées dans des films plastiques, des papiers ou des cartons.