Remèdes :
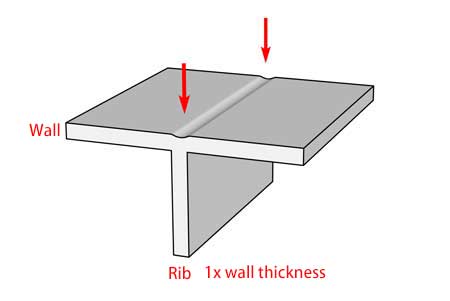
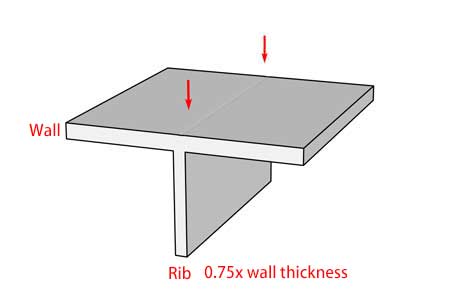
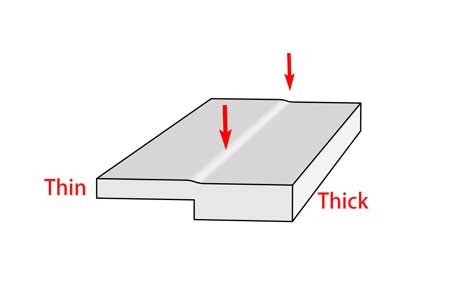
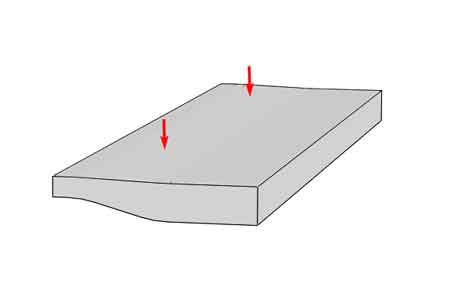
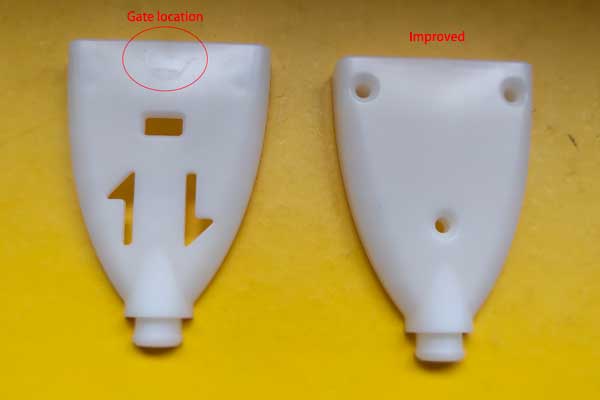
- Améliorer la conception des portes: Évitez de concevoir des portes dans des zones épaisses et ouvertes, et évitez que le matériau ne passe de sections plus fines à des sections plus épaisses.
- Réglage de la vitesse d'injection segmentée: Ralentir la vitesse d'injection lorsque le plastique pénètre dans des zones plus ouvertes afin de réduire les marques d'écoulement du serpent.
- Augmentation de la température du moule et de la buse: Des températures plus élevées pour le moule et le plastique améliorent l'écoulement et la fusion, réduisant ainsi les marques d'écoulement.
- Agrandir la taille du portail: Une porte plus large peut améliorer l'écoulement du plastique fondu, minimisant ainsi les marques d'écoulement du serpent.
- Empêcher l'entrée de matériaux froids dans le moule: Par exemple, l'ajout d'un puits froid pour intercepter le matériau froid garantit que seul le plastique uniformément fondu pénètre dans la cavité du moule.
En résumé, ces mesures peuvent réduire efficacement la formation de marques de serpent lors du moulage par injection, améliorant ainsi la qualité du produit.