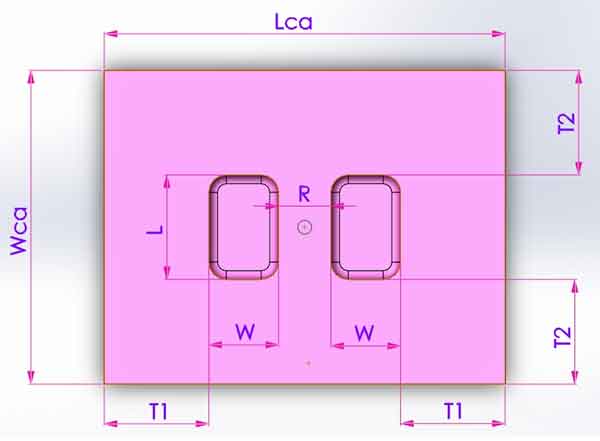


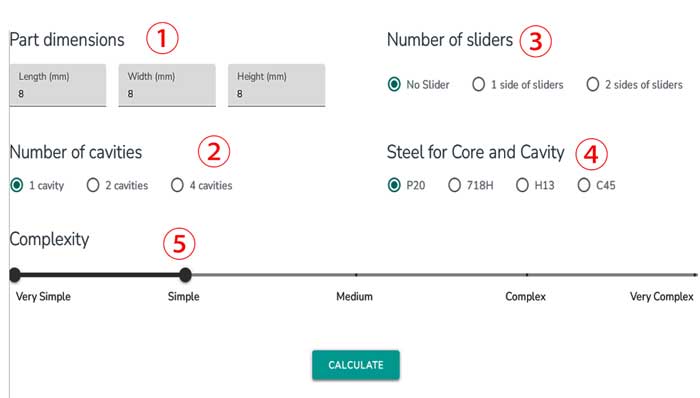
Assurez-vous que la longueur (L) est supérieure à la largeur (W), sinon leurs valeurs s'inverseront automatiquement.
Note : Valeur maximale pour L, W et H : 600mm
Valeur minimale pour L, W et H : 8mm (veuillez utiliser 8mm si la valeur est plus petite)


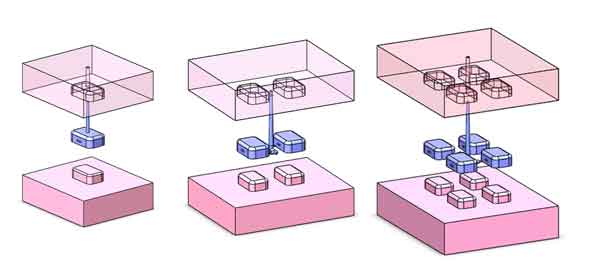
Il y a 3 options : 1 cavité, 2 cavités et 4 cavités.
Il y a 3 options ici : aucun curseur, 1 côté de curseurs et 2 côtés de curseurs
Note : S'il y a plusieurs curseurs sur le même côté, ils sont considérés comme 1 côté de curseurs.

Pour les engrenages hélicoïdaux, veuillez choisir 2 côtés de glissières car il y a un mécanisme d'éjection hélicoïdal.
Ces aciers pour moules sont les plus couramment utilisés : P20 (bas de gamme), 718H (moyen) et H13 (haut de gamme).
C45 est également parfois utilisé dans des applications bas de gamme.
Les niveaux de complexité sont divisés en cinq catégories : très simple, simple, moyen, complexe et très complexe. Une classification “simple” indique un minimum de petits détails, des exigences de précision moindres, des curseurs moins nombreux et plus petits, et des côtes plus basses. En revanche, une classification “complexe” suggère la présence de détails plus complexes, une plus grande précision, des curseurs plus grands et plus nombreux, et des côtes plus hautes, soit essentiellement l'inverse de la catégorie simple.
Pour une meilleure compréhension, vous pouvez vous référer aux facteurs précédemment discutés qui affectent le facteur prix du moule.
Il est conseillé de sélectionner 2 ou 3 niveaux de complexité afin de fournir une large gamme de prix pour une référence plus informative.
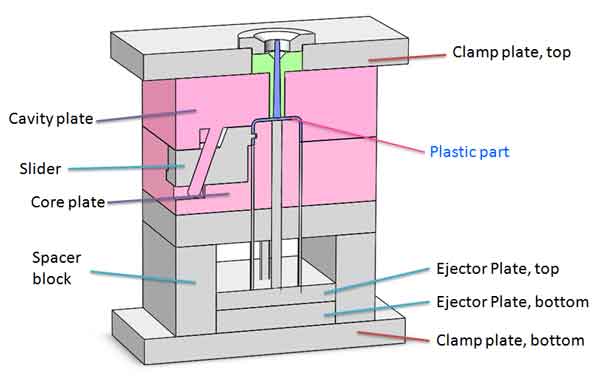
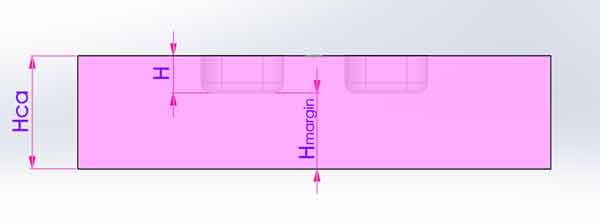
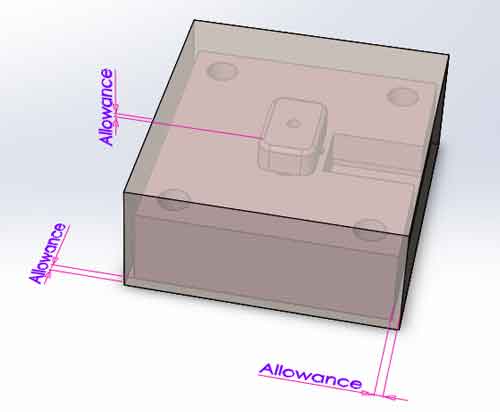
Il s'agit de l'estimation des dimensions du moule afin que vous ayez une idée visuelle de l'aspect du moule.
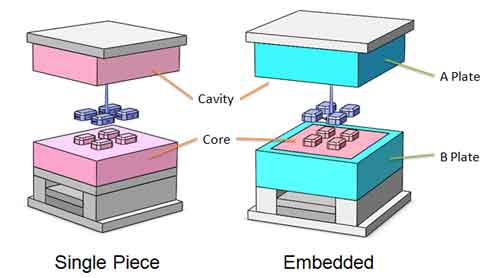
Comme l'acier du noyau et de la cavité est plus coûteux, il est souvent incorporé dans les plaques A/B afin qu'elles puissent être plus petites.
Cette calculatrice donnera 2 ou 3 prix, chacun correspondant à un niveau de complexité différent, afin que vous puissiez obtenir une fourchette de prix qui constitue une meilleure référence. Chaque prix fournit une ventilation des coûts et leur pourcentage.





La majorité des prix des moules se situent entre $1 000 et $10 000. Toutefois, le coût de certains moules de grande taille, tels que ceux utilisés pour les pièces automobiles, peut atteindre plusieurs centaines de milliers de dollars.
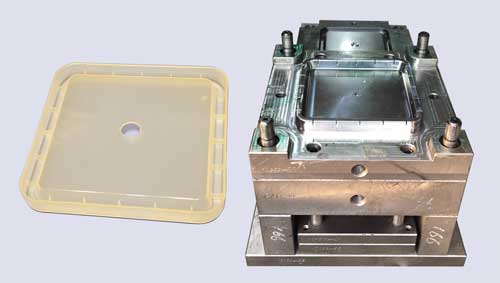
Les coûts des matériaux représentent généralement de 20 à 35% du prix total du moule. Toutefois, pour certains moules plus grands et plus simples, les coûts des matériaux peuvent représenter 60-70% du coût total, comme c'est le cas pour la chaise présentée dans l'exemple ci-dessous.

Si un petit fabricant de moules propose un prix de base, un fabricant de taille moyenne peut proposer 1,5 à 2 fois ce montant, tandis qu'un grand fabricant peut proposer 2 à 2,5 fois le prix de base. Cette variation est due aux différences de frais généraux et de bénéfices escomptés entre les fabricants.
Pas nécessairement.
Les petits fabricants de moules peuvent consacrer plus d'attention à chaque projet, mais leurs capacités varient considérablement. Certains n'ont pas les compétences nécessaires pour obtenir des résultats de qualité, d'où l'importance du discernement.
Les fabricants de taille moyenne peuvent se concentrer moins sur votre projet et ne peuvent pas garantir leur compétence technique, tout comme les petites usines.
Les grands fabricants de moules possèdent de solides capacités techniques, mais il se peut qu'ils n'accordent pas autant d'importance à votre projet. Bien que le risque soit moindre avec les grands fabricants, la collaboration avec eux peut manquer de souplesse et d'adaptabilité.
Par conséquent, la réponse à cette question n'est pas absolue et nécessite une diligence raisonnable.
Pour évaluer rapidement la qualité des moules, il convient de tenir compte des aspects suivants :
La rationalité de la conception, telle que la conception de la porte et la disposition des canaux de refroidissement ; la précision de l'usinage, avec des marques minimes dues à des raffinements ultérieurs ; et un test manuel de poussée de la plaque d'éjection, qui devrait se déplacer en douceur, indiquant la précision globale de l'usinage.
Plusieurs approches peuvent contribuer à réduire les coûts liés aux moisissures :
- Conception intelligente du produit, par exemple en réduisant les contre-dépouilles et en abaissant la hauteur des nervures, ce qui peut simplifier la conception du moule.
- Utilisation de moules familiaux, ce qui permet de réduire le nombre total de moules nécessaires.
- Choisir les matériaux appropriés pour l'acier du moule. Pour certains moules, un matériau de qualité inférieure peut être utilisé pour le noyau, car la cavité est plus sujette à l'usure et aux bavures.
- Enfin, il est essentiel de s'associer avec la bonne usine de fabrication de moules.
Le coût des moules basés sur le poids varie généralement de $8 à $50 par kilogramme. Cette variation est influencée par le type d'acier utilisé pour le moule, ainsi que par la complexité et la taille du moule.
Bien que le prix de l'acier pour moules, qui varie de $2 à $20 par kilogramme, puisse laisser penser que les coûts des moules sont relativement élevés, ce n'est pas nécessairement le cas. À eux seuls, les coûts des matériaux peuvent représenter de 201 à 351 TTP4T du prix total du moule, et peuvent même dépasser 501 TTP4T.
En effet, le prix est basé sur le poids net du moule, alors que le matériau utilisé est souvent supérieur à ce poids. En outre, le prix ne tient pas compte des accessoires du moule, qui sont vendus comme des produits complets dont le prix n'est pas calculé en fonction du poids, ni des matériaux utilisés pour l'usinage par décharge électrique (EDM), tels que les électrodes en cuivre ou en graphite. Ces facteurs ajoutent de la complexité à la structure de prix du moule.