
Un composant précis du boîtier en plastique d'un connecteur à broches
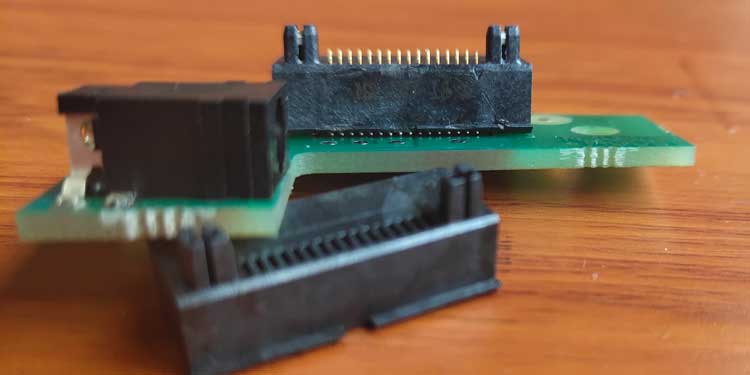
Il s'agit du boîtier en plastique d'un connecteur à broches fabriqué avec une grande précision. Plus précisément, il est utilisé pour un connecteur de chargeur de téléphone monté sur un circuit imprimé.

Nous avons procédé à une rétro-ingénierie de cette pièce à partir d'échantillons existants.
Spécifications des pièces
| Matériau | LCP |
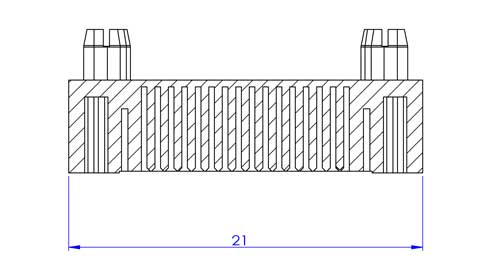
| Taille | 21*9*8 mm |
| Poids | 0,6 grammes |
| Tolérance pour la dimension clé | +/-0,03 mm |
| Processus | Moulage par injection |
Prix du moule : $2,600
- Numéro de la cavité : 1
- Matériau du moule : S136H
- Délai d'exécution : 45 jours
Il n'y a qu'une seule cavité dans ce moule, en raison de la faible quantité de ce produit, afin d'économiser le coût du moule.

Exigences critiques en matière de qualité
Copie exacte de la pièce originale (ingénierie inverse)
C'est un véritable défi que de copier un produit aussi petit avec la précision requise. En fait, la rétro-ingénierie habituelle ne permet pas d'atteindre ce niveau de précision. Après tout, la conception est le processus le plus important. Sans une conception parfaitement correcte, tout ce qui suit risque d'être fait en pure perte.
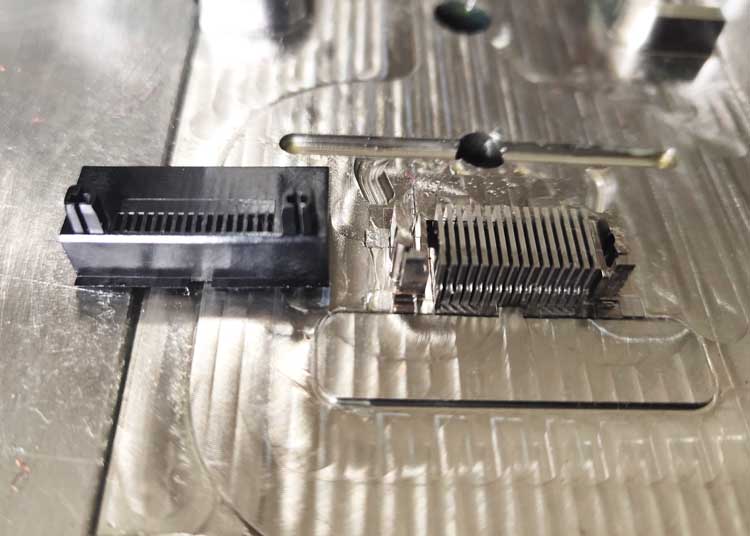
Difficulté d'usinage du moule
Comme vous pouvez le voir sur le dessin, les rainures entre les ailettes ont une largeur de 0,33 mm et une profondeur de 5 mm, et les ailettes elles-mêmes ont une épaisseur de 0,47 mm.
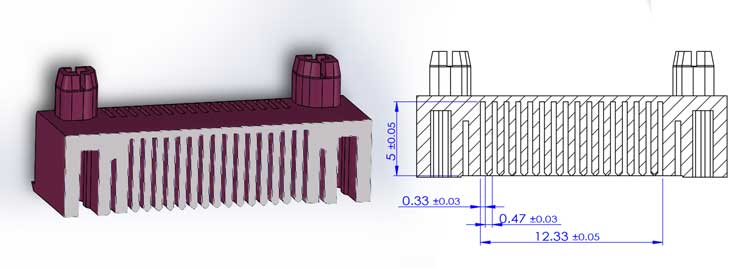
Ces rainures sont usinées par électroérosion, de sorte que l'électrode de cuivre ne doit pas être brûlée lorsqu'elle descend de 5 mm.
Éviter les flashs
Le jeu entre la cavité et le noyau du moule doit être inférieur à 0,02-0,03 mm, faute de quoi les pièces présenteront des éclats indésirables. En fait, cela s'est produit une fois lors de la production d'essais de moules.
L'usinage de ce moule est littéralement un essai unique. Si quelque chose ne va pas, il n'y a aucun moyen de le corriger manuellement, nous devrons jeter le matériau déjà à moitié usiné et recommencer à partir d'un nouveau morceau de matériau.
Contrôle dimensionnel
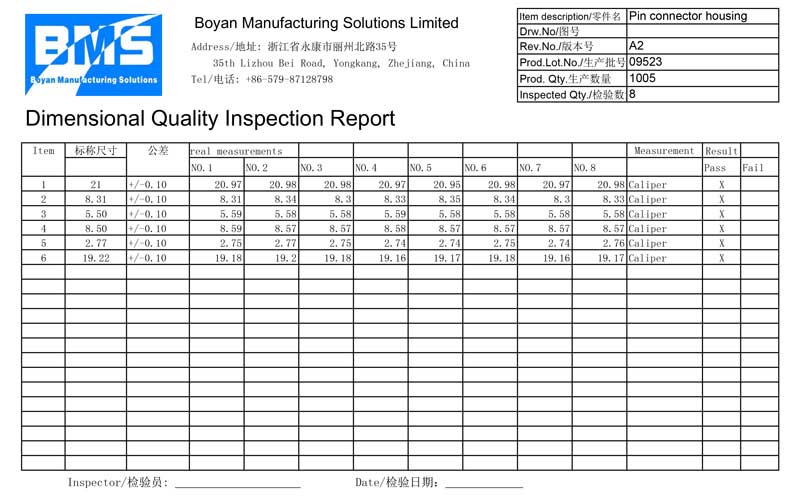
Les dimensions des pièces moulées par injection de plastique sont soumises à de nombreux facteurs dans le processus de moulage, c'est pourquoi nous devons contrôler ce processus et surveiller les dimensions qui sont réalisées dans les tolérances.
Nous utilisons deux méthodes pour vérifier les dimensions :
1) Il s'agit de la méthode la plus directe et la plus efficace, qui consiste à vérifier l'aptitude avec le composant d'accouplement. L'ajustement ne peut être ni trop serré ni trop lâche.
2) Vérifier la longueur totale à l'aide d'un pied à coulisse. Bien que la longueur ne soit pas une dimension critique, elle reflète le changement global des autres dimensions, car le taux de contraction des pièces peut être considéré comme uniforme sur l'ensemble de la pièce.
Il est assez facile de prendre cette mesure, de sorte que l'opérateur ou l'inspecteur du contrôle de qualité peut prendre plusieurs mesures rapidement au cours du processus de production.



