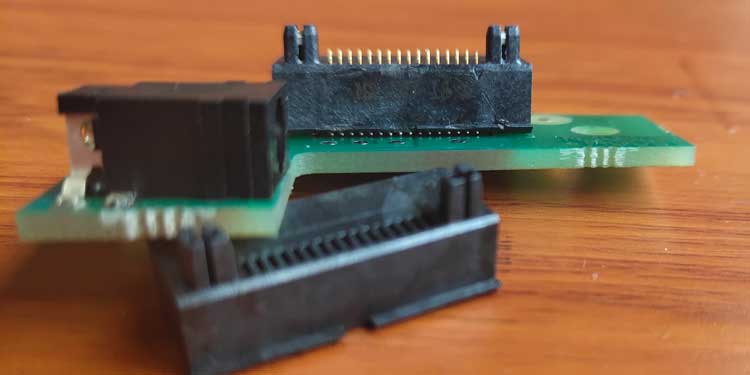
Un componente preciso de la carcasa de plástico para un conector de patillas
Se trata de la carcasa de plástico para un conector de patillas fabricado con gran precisión. En concreto, se utiliza para un conector de cargador de teléfono montado en una placa de circuito impreso.

Hemos aplicado ingeniería inversa a esta pieza a partir de muestras existentes.
Especificaciones de las piezas
| Material | LCP |
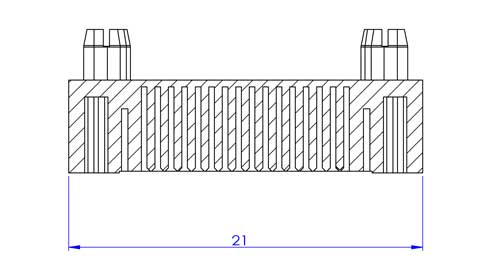
| Talla | 21*9*8 mm |
| Peso | 0,6 gramos |
| Tolerancia para la dimensión clave | +/-0,03 mm |
| Procesos | Moldeo por inyección |
Precio del molde: $2.600
- Número de cavidad: 1
- Material del molde: S136H
- Plazo de entrega: 45 días
Sólo hay 1 cavidad en este molde, que es debido a la baja cantidad de este producto, a fin de ahorrar costes de molde.

Requisitos críticos de calidad
Copia exacta de la pieza original (ingeniería inversa)
Copiar un producto tan pequeño con la precisión requerida es todo un reto. De hecho, la ingeniería inversa habitual no se ocupa de este nivel de precisión. Después de todo, el diseño es el proceso más importante. Sin un diseño preciso y correcto, todo lo que viene a continuación puede ser un desperdicio.
Dificultad en el mecanizado del molde
Como se puede ver en el dibujo, las ranuras entre las aletas son de 0,33 mm de ancho y 5 mm de profundidad, y las propias aletas tienen un grosor de 0,47 mm.
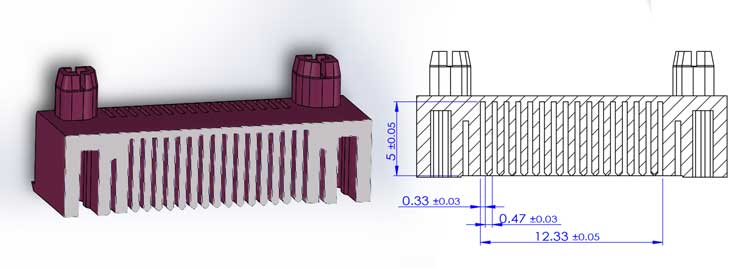
Estas ranuras se mecanizan mediante electroerosión, por lo que el electrodo de cobre no debe quemarse al bajar 5 mm.
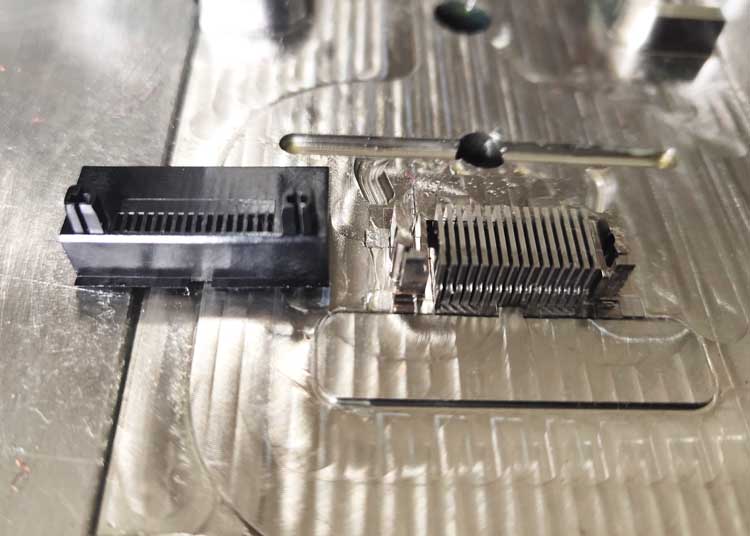
Evitar los flashes
La holgura entre la cavidad y el núcleo del molde debe ser inferior a 0,02-0,03 mm; de lo contrario, se producirán destellos no deseados en las piezas. De hecho, esto ha sucedido una vez en la producción de prueba del molde.
El mecanizado de este molde es literalmente una prueba única. Si algo sale mal, no hay forma de corregirlo manualmente, tendremos que tirar el material ya medio mecanizado y volver a empezar desde una nueva pieza de material.
Control dimensional
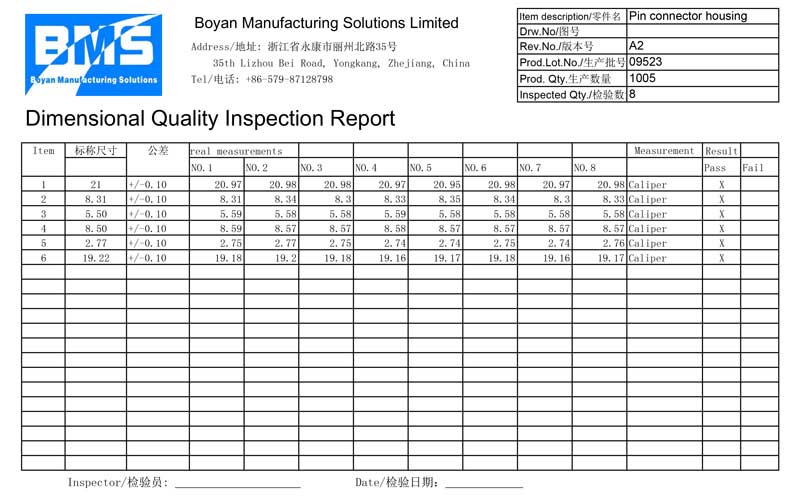
Las dimensiones de las piezas moldeadas por inyección de plástico están sujetas a muchos factores en el proceso de moldeo, por lo que necesitamos controlar este proceso y supervisar las dimensiones que se realizan dentro de las tolerancias.
Utilizamos 2 métodos para comprobar las dimensiones:
1) Este es el método más directo y eficaz, que consiste en comprobar la aptitud con su componente de acoplamiento. El ajuste no puede ser ni demasiado apretado ni demasiado flojo.
2) Compruebe la longitud total con un calibre. Aunque la longitud no es una dimensión crítica, refleja el cambio global de otras dimensiones, porque la tasa de contracción de las piezas puede considerarse uniforme en toda la pieza.
Es bastante fácil realizar esta medición, por lo que el operario o el inspector de control de calidad pueden realizar varias mediciones rápidamente en el proceso de producción.