No es fácil encontrar un fabricante de extrusiones de aluminio anodizado de alta calidad. Como empresa de aprovisionamiento, hemos probado varios fabricantes diferentes hasta que hemos encontrado uno con el que nos sentimos cómodos. En este post, estaremos encantados de compartir nuestros conocimientos y experiencia en este sector. Si desea que le ayudemos a comprar extrusiones de aluminio anodizado o piezas acabadas hechas con ellas, o quiere ponerse en contacto directamente con el fabricante, póngase en contacto con nosotros.
Suelen cortarse a 6 metros de longitud y anodizarse. El anodizado puede ser de distintos colores, pero el anodizado transparente es el más común y el negro el siguiente. Hay otras opciones de color, pero tienen que cumplir un MOQ más alto, digamos, como de 15 a 20 toneladas.
La película anodizada para el anodizado transparente suele tener un grosor de 0,005 a 0,008 mm. Una película anodizada más gruesa puede proporcionar una mejor protección, pero el aspecto se volverá más opaco y amarillento, lo que lo hace menos atractivo.
Para el anodizado negro, el grosor del revestimiento suele ser de 0,009 a 0,012 mm.
La superficie se suele granallar, lo que ayuda a cubrir las ligeras marcas de molde y otras imperfecciones menores, además de tener un aspecto agradable, y es un acabado obligatorio de muchos productos.
Las ventajas de utilizar extrusiones de aluminio anodizado
Extrusiones de aluminio de 6 metros de longitud
Pieza acabada
Una gran ventaja es la reducción de costes. Imagínese que desea producir algunas piezas de aluminio anodizado de las extrusiones, hay 2 maneras que usted puede hacerlo, anodizar antes o después de la fabricación de piezas:
1. Anodice la extrusión de aluminio antes de mecanizarla.
Pros:
Menores costes. Es más barato anodizar las piezas enteras que anodizar muchas piezas por separado.
Evitará el rechazo de la pieza por defectos de anodizado, lo que le ahorrará mucho tiempo y dinero.
Contras:
La sección cortada queda expuesta sin lima anódica (metal desnudo). Sin embargo, en muchos casos esto es aceptable.
No se pueden subsanar los defectos superficiales (arañazos, abolladuras) causados en los segundos procesos (mecanizado, carga y descarga, etc.).
La sección cortada (superficie del extremo) está expuesta sin película anódica.
2. Anodizar las piezas una vez mecanizadas a partir de extrusiones en bruto.
Pros:
La pieza completa está anodizada con la capa protectora, excepto las marcas de cremallera (suelen ser pequeñas manchas).
Algunos defectos superficiales menores pueden subsanarse antes del anodizado, pero sólo para esos defectos muy menores.
Contras:
Todas las piezas con defectos de anodizado serán rechazadas. Muchos de ellos no son subsanables.
Conclusión: Como puede ver, el uso de extrusiones de aluminio anodizado para producir piezas (opción 1 mostrada arriba) puede ahorrar costes y reducir los rechazos de calidad, por lo que esta es la opción recomendada frente a la otra (anodizar las piezas individuales).
Requisitos de calidad habituales para el aluminio anodizado
El anodizado es un complejo proceso electroquímico que consta de 3 pasos: tratamiento prequímico, anodizado y sellado. Cada paso tiene múltiples parámetros (como la temperatura, la concentración y el tiempo) que deben controlarse con precisión. Más o menos, los defectos de anodizado vendrán con las piezas acabadas, muchos de los defectos de anodizado no son remediables, lo que significa que las piezas enteras de las piezas con defectos de anodizado serán rechazadas.
En general, los requisitos de calidad del anodizado del aluminio pueden clasificarse en 2 grupos:
Que la película de óxido anódico se fabrique con la calidad esperada (como el grosor, la uniformidad) para que proporcione la protección, dureza, etc. deseadas.
Que el aspecto de las piezas sea homogéneo y agradable, el brillo y el color sean los deseados y no presenten daños mecánicos (como arañazos, abolladuras).
Es un poco complicado explicar con todo detalle los requisitos de calidad del anodizado de aluminio, pero a continuación verá los defectos de anodizado más comunes en las extrusiones.
Muchos defectos de anodizado pueden detectarse mediante inspección visual. Cuanto más grandes son las piezas, más probable es que tengan algunos defectos aquí o allá, simplemente porque son más grandes. Esto supone una mayor exigencia para las extrusiones largas de aluminio porque son muy largas (por tanto, más grandes en superficie y más pesadas en peso).
Los requisitos de alta calidad para las extrusiones de aluminio son todo un reto
En muchos casos, los requisitos visuales de las extrusiones de aluminio son inferiores a los de otras piezas más pequeñas.
Al igual que las escaleras de aluminio o los muebles de exterior, algunos pequeños defectos se consideran aceptables.
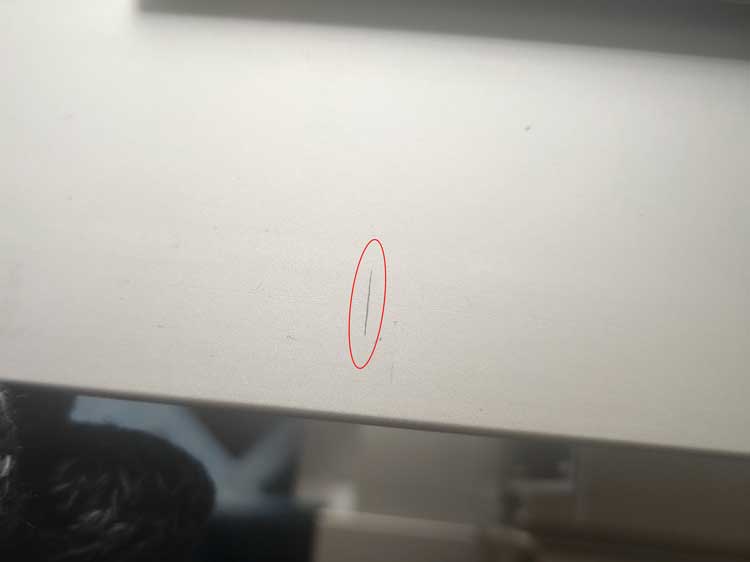
Sin embargo, si usted tiene requisitos de calidad más altos, también podemos suministrar extrusiones de aluminio anodizado de 6 metros de largo casi sin defectos, sólo este tipo de defecto como el punto de alfiler debe ser aceptado.
En cada perfil de 1 metro de longitud, se aceptan 3 puntos de menos de 0,3 mm2 .
Manchas de menos de 0,3 mm2
Una pequeña mancha de unos 0,2 mm2 de tamaño
2º ejemplo
Defectos comunes del anodizado de extrusiones de aluminio
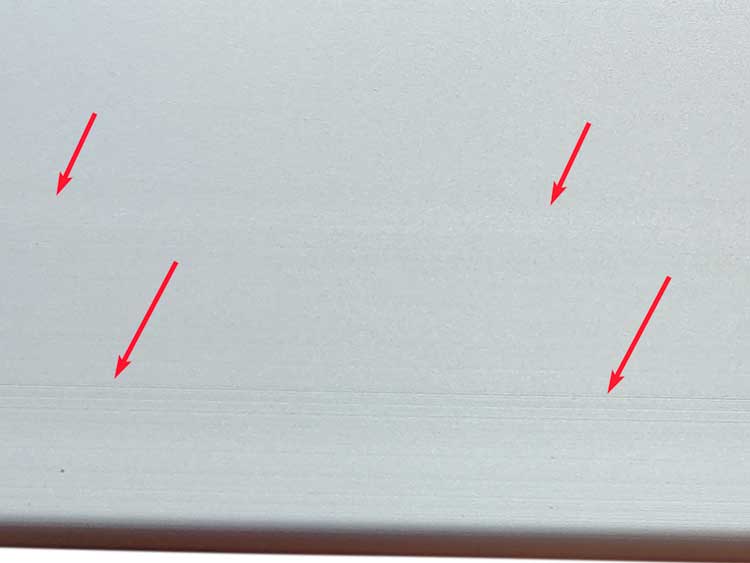
Arañazos y abolladuras superficiales (daños mecánicos). Cuanto mayor sea la superficie y el peso de las piezas, más probabilidades habrá de que presenten este tipo de defectos.
Pequeña mancha oscura en la superficie
Abolladuras en la superficie
Un ligero rasguño (pero un poco largo de tamaño)
Scratch ejemplo 2
Scratch ejemplo 3
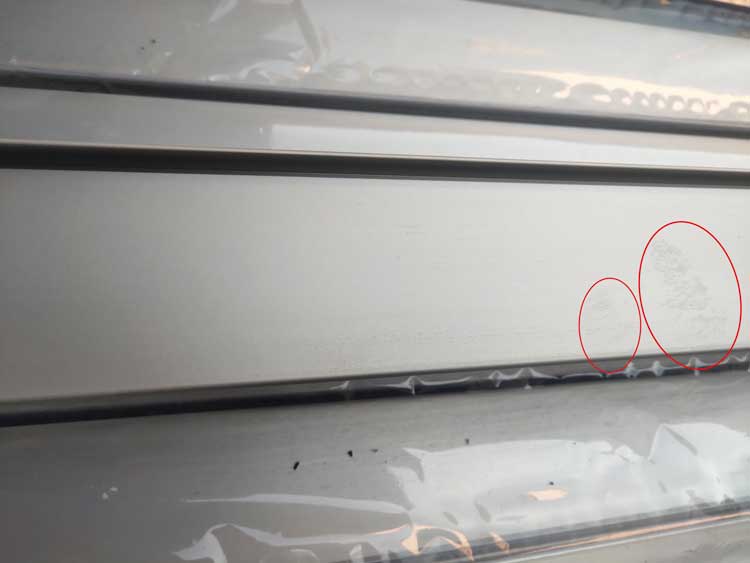
Acabado tipo lentejuela, se supone que se debe a la impureza del material. No toda la superficie anodizada es así, tal vez como 20-30%. Sin embargo, esta cantidad de defectos causará el rechazo de todo el lote de material.
Gran superficie de lentejuelas anodizadas
Una vista más cercana de las lentejuelas de anodizado
Menos lentejuelas en la superficie
Pequeña zona de lentejuelas de anodizado
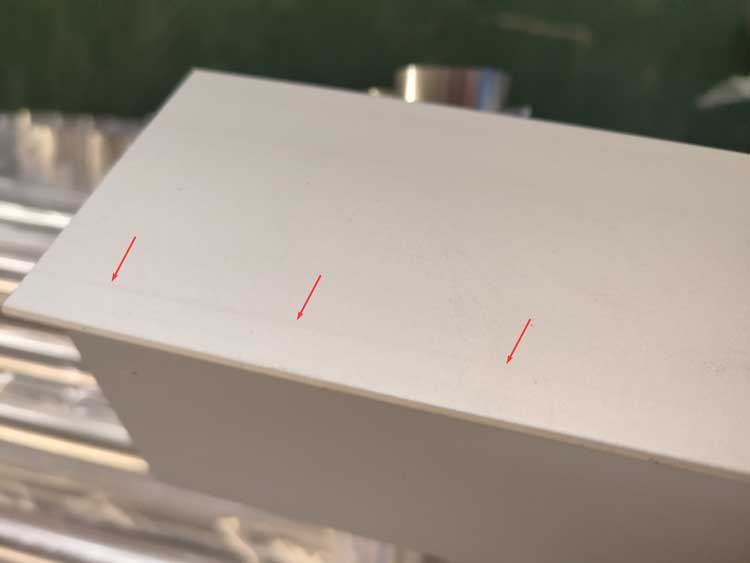
Marcas de moho (o marcas de herramientas). El molde necesita un mantenimiento regular en un intervalo de cierta cantidad de producción, de lo contrario, las marcas de herramientas comenzarán a aparecer.
Las marcas de molde son bastante comunes en las extrusiones de aluminio en bruto. Siempre que las marcas no sean demasiado profundas y puedan eliminarse tras el chorro de arena y el anodizado, son aceptables.
Marcas de molde antes del anodizado (acabado bruto)
Este tipo de marcas de moho son aceptables
Esta marca de molde es demasiado profunda, debe ser rechazada.
Estas marcas de molde son demasiado profundas, todavía son visibles después del arenado y anodizado.
Marcas de molde tras el anodizado
Marcas de molde en extrusiones de aluminio anodizado
Veámoslo más de cerca
2º ejemplo
Tercer ejemplo. En este hay más marcas de molde.
Sellado deficiente. Puede que no detecte el mal sellado a simple vista, pero cuando lo toca, tiene una superficie pegajosa desagradable. A veces utilizamos un rotulador para comprobar el sellado de las piezas anodizadas transparentes.
¿Qué hace que un fabricante de extrusión de aluminio esté cualificado?
Un equipo directivo comprometido
Cumplirán sus requisitos de calidad y sustituirán las piezas defectuosas, incluso cuando el volumen de su pedido sea bajo (como 1 ó 2 toneladas).
Un equipo de trabajo concentrado
Como puede imaginar, cada proceso, incluido el anodizado, la carga y descarga, la inspección, el corte a medida y el embalaje, requieren un alto nivel de atención. Necesitamos personal de trabajo concentrado para llevar a cabo estos procesos.
Un lugar de trabajo espacioso
Tanto la inspección como el embalaje requieren una superficie de trabajo suficiente, por lo que es importante disponer de un taller espacioso.
Qué podemos suministrar
Podemos suministrar las extrusiones de aluminio en anodizado transparente y anodizado negro. Otros colores también están disponibles, pero el MOQ será de 15 a 20 toneladas.
Las extrusiones suelen tener 6 metros de longitud, pero pueden cortarse a medida. Solo hay que pagar por las piezas acabadas, no hay que pagar por los retales de longitud extra.
Las extrusiones se inspeccionan cuidadosamente y luego se embalan en láminas de plástico, papel o cartón.