Remedios:
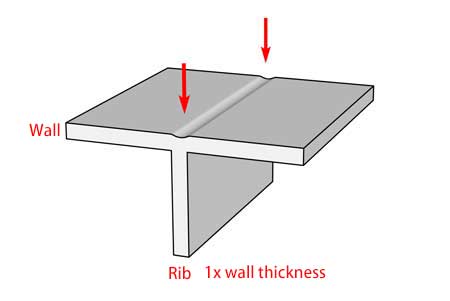
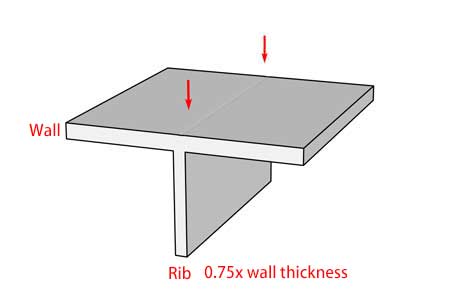
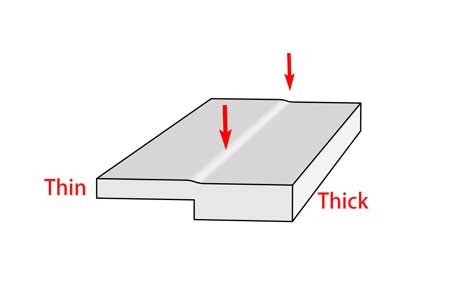
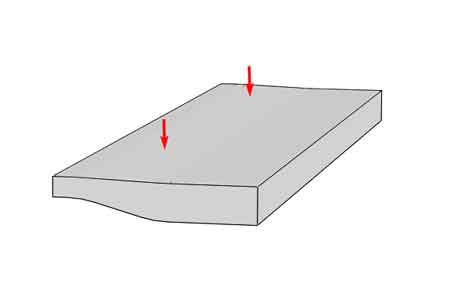
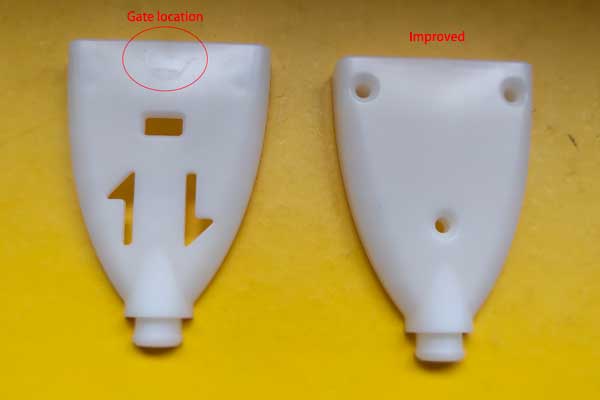
- Mejorar el diseño de las compuertas: Evite los diseños de compuerta en zonas gruesas y abiertas, y evite que el material pase de las secciones más finas a las más gruesas.
- Ajuste de la velocidad de inyección segmentada: Reduzca la velocidad de inyección cuando el plástico entre en zonas más abiertas para reducir las marcas de flujo de la serpiente.
- Aumento de la temperatura del molde y la boquilla: Las temperaturas más altas para el molde y el plástico mejoran el flujo y la fusión, reduciendo las marcas de flujo de las serpientes.
- Ampliar el tamaño de la puerta: Una compuerta más grande puede mejorar el flujo de plástico fundido, minimizando así las marcas de flujo de serpiente.
- Evitar la entrada de material frío en el molde: Por ejemplo, la adición de un pozo para interceptar el material frío garantiza que sólo entre plástico fundido uniformemente en la cavidad del molde.
En resumen, estas medidas pueden reducir eficazmente la formación de marcas de flujo serpenteante en el moldeo por inyección, mejorando la calidad del producto.