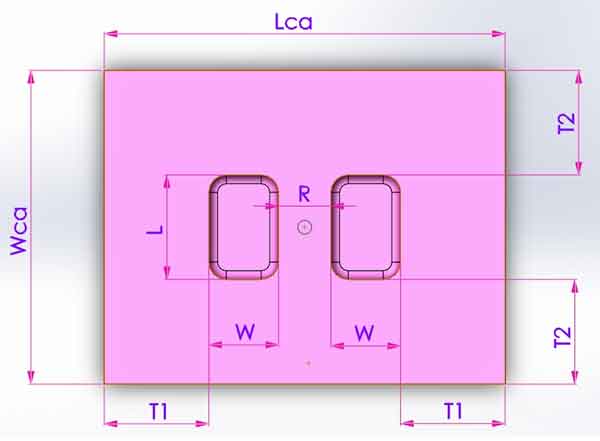


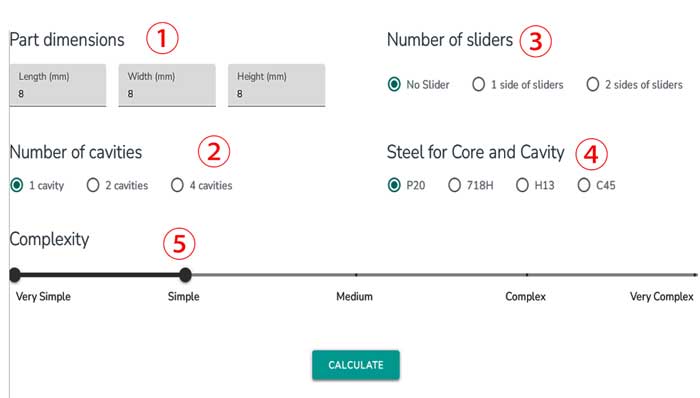
Asegúrese de que la longitud (L) es mayor que la anchura (W), de lo contrario, sus valores cambiarán automáticamente.
Nota: Valor máximo para L, W y H: 600mm
Valor mínimo para L, W y H: 8mm (por favor, utilice 8mm si el valor es menor).


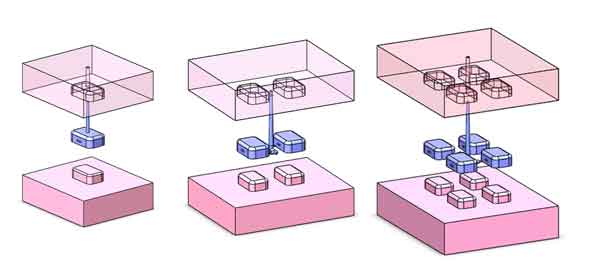
Hay 3 opciones: 1 cavidad, 2 cavidades y 4 cavidades.
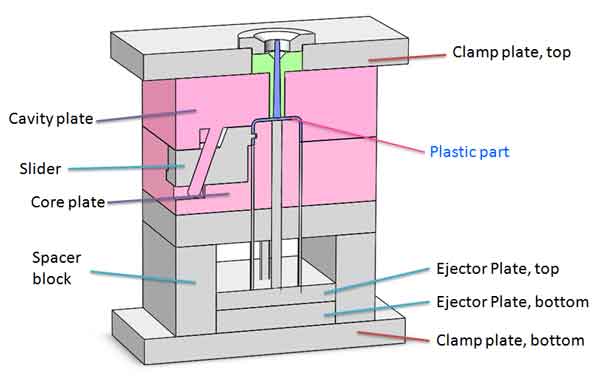
Aquí hay 3 opciones: sin deslizador, 1 lado de deslizadores y 2 lados de deslizadores
Nota: Si hay múltiples deslizadores en el mismo lado, se consideran 1 lado de deslizadores.

Para engranajes helicoidales, elija 2 lados de correderas porque hay un mecanismo de expulsión helicoidal.
Donde P20 - gama baja; 718H (media); H13 (gama alta), estos aceros para moldes son los más utilizados.
C45 también se utiliza a veces en aplicaciones de gama baja.
Los niveles de complejidad se dividen en cinco categorías: muy simple, simple, medio, complejo y muy complejo. Una clasificación “simple” indica la presencia de un mínimo de pequeños detalles, menores requisitos de precisión, menos controles deslizantes y más pequeños, y costillas más bajas. Por otro lado, una clasificación “compleja” sugiere la presencia de detalles más intrincados, mayor precisión, deslizadores más grandes y más numerosos, y costillas más altas, esencialmente lo contrario de la categoría simple.
Para comprenderlo mejor, consulte los factores que influyen en el factor precio del molde comentados anteriormente.
Es aconsejable seleccionar 2 ó 3 niveles de complejidad para proporcionar una amplia gama de precios para una referencia más informativa.
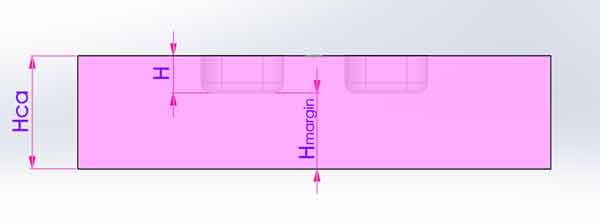
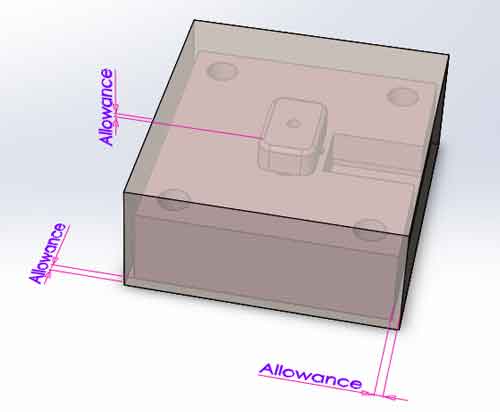
Esta es la estimación de la dimensión del molde para que tenga una concepción visual de cómo será el molde.
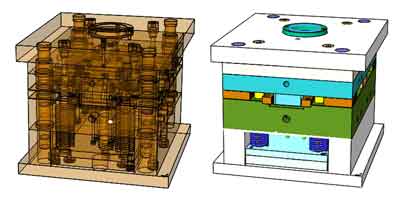
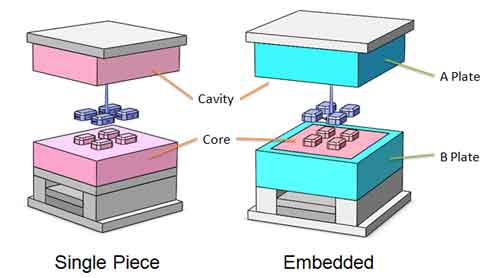
Dado que el acero para el Núcleo y la Cavidad están hechos de acero más caro, a menudo se incrustan en las placas A/B para que puedan hacerse más pequeñas.
La calculadora comparará automáticamente los resultados de los diseños incrustados y de una sola pieza y elegirá la mejor opción.
Esta calculadora le dará 2-3 precios, cada uno correspondiente a un nivel de complejidad diferente, para que pueda obtener un rango de precios que le proporcione una mejor referencia. Cada precio ofrece un desglose de costes y su porcentaje.





La mayoría de los precios de los moldes se sitúan entre $1.000 y $10.000. Sin embargo, el coste de algunos moldes a gran escala, como los utilizados para piezas de automóvil, puede alcanzar varios cientos de miles de dólares.
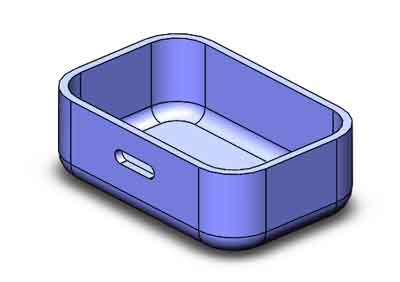
Los costes de material suelen constituir entre 20 y 35% del precio total del molde. Sin embargo, para algunos moldes más grandes y sencillos, los costes de material pueden representar 60-70% del coste total, como la silla que se muestra en el ejemplo siguiente.

Si un fabricante de moldes pequeño cotiza un precio base, un fabricante mediano puede cotizar entre 1,5 y 2 veces esa cantidad, mientras que un fabricante grande puede cotizar entre 2 y 2,5 veces el precio base. Esta variación se debe a las diferencias en los gastos generales y las expectativas de beneficios entre los fabricantes.
No necesariamente.
Los pequeños fabricantes de moldes pueden dedicar más atención a cada proyecto, pero sus capacidades varían mucho. Algunos pueden carecer de las habilidades necesarias para lograr resultados de calidad, por lo que el discernimiento es crucial.
Los fabricantes de tamaño medio pueden ofrecer menos atención a su proyecto y no pueden garantizar su competencia técnica, al igual que las fábricas más pequeñas.
Los grandes fabricantes de moldes poseen una gran capacidad técnica, pero puede que no den tanta prioridad a su proyecto. Aunque el riesgo es menor con los grandes fabricantes, la colaboración con ellos puede carecer de flexibilidad y adaptabilidad.
Por lo tanto, la respuesta a esta pregunta no es absoluta y requiere la debida diligencia.
Para evaluar rápidamente la calidad del moho, tenga en cuenta los siguientes aspectos:
La racionalidad del diseño, como el diseño de la compuerta y la disposición de los canales de refrigeración; la precisión del mecanizado, con marcas mínimas de refinamientos posteriores; y una prueba manual de empuje de la placa eyectora, que debe moverse suavemente, lo que indica la precisión general del mecanizado.
Hay varios enfoques que pueden ayudar a reducir los costes del moho:
- Diseño inteligente del producto, como la reducción de socavados y la disminución de la altura de las nervaduras, que pueden simplificar el diseño del molde.
- Utilización de moldes familiares, lo que puede disminuir el número total de moldes necesarios.
- Elegir los materiales de acero para moldes adecuados. Para algunos moldes, se puede utilizar un material de grado inferior para el núcleo, ya que la cavidad es más propensa al desgaste, lo que provoca rebabas.
- Por último, es fundamental asociarse con el fabricante de moldes adecuado.
El coste de los moldes en función del peso suele oscilar entre $8 y $50 por kilogramo. En esta variación influye el tipo de acero utilizado para el molde, así como la complejidad y el tamaño del molde.
Aunque el precio del acero para moldes, que oscila entre $2 y $20 por kilogramo, podría sugerir que los costes del molde son relativamente altos, no es necesariamente así. Los costes de material por sí solos pueden suponer entre 20% y 35% del precio total del molde, e incluso superar los 50%.
Esto se debe al hecho de que los precios se basan en el peso neto del molde, aunque el material real utilizado a menudo supera esta cantidad. Además, el precio no tiene en cuenta los accesorios del molde, que se venden como productos completos no valorados por peso, ni incluye los materiales para el mecanizado por descarga eléctrica (EDM), como los electrodos de cobre o grafito. Estos factores añaden complejidad a la estructura de precios del molde.