
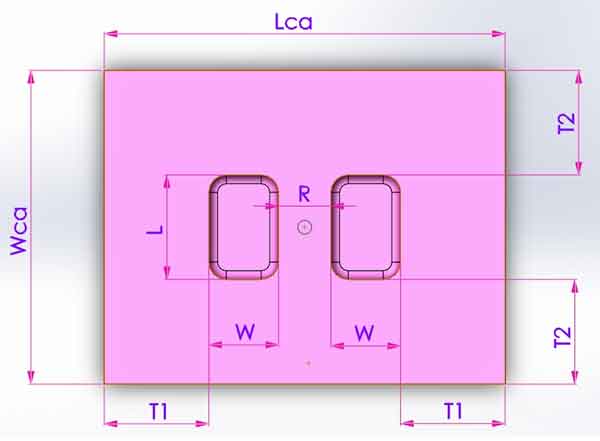


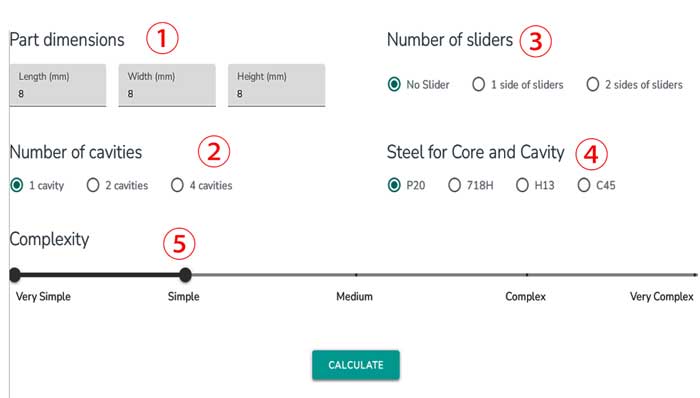
Vergewissern Sie sich, dass die Länge (L) größer ist als die Breite (W), andernfalls ändern sich die Werte automatisch.
Hinweis: Maximaler Wert für L, B und H: 600mm
Minimaler Wert für L, B und H: 8mm (bitte 8mm verwenden, wenn der Wert kleiner ist)




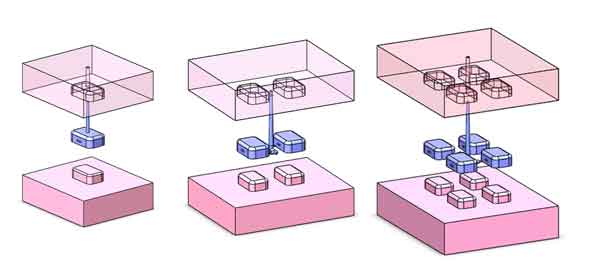
Es gibt 3 Optionen: 1 Kavität, 2 Kavitäten und 4 Kavitäten.
Hier gibt es 3 Möglichkeiten: kein Schieberegler, 1 Seite Schieberegler und 2 Seiten Schieberegler
Hinweis: Wenn sich mehrere Schieberegler auf der gleichen Seite befinden, werden sie als 1 Seite Schieberegler betrachtet.

Für schrägverzahnte Zahnräder wählen Sie bitte 2 Seiten Schieber, da es einen schraubenförmigen Auswurfmechanismus gibt.
P20 (niedrig), 718H (mittel) und H13 (hoch) sind die am häufigsten verwendeten Formenstähle.
C45 wird manchmal auch für Anwendungen im unteren Bereich verwendet.
Die Komplexitätsstufen sind in fünf Kategorien unterteilt: sehr einfach, einfach, mittel, komplex und sehr komplex. Eine “einfache” Klassifizierung bedeutet minimale kleine Details, geringere Präzisionsanforderungen, weniger und kleinere Schieberegler und niedrigere Rippen. Eine Einstufung als “komplex” deutet dagegen auf kompliziertere Details, höhere Präzision, größere und mehr Schieberegler und höhere Rippen hin, also im Wesentlichen auf das Gegenteil der einfachen Kategorie.
Für ein umfassendes Verständnis, bitte lesen Sie die zuvor besprochenen Faktoren, die den Preisfaktor der Form beeinflussen.
Es ist ratsam, 2 oder 3 Stufen der Komplexität zu wählen, um eine breite Preisspanne für eine informativere Referenz zu erhalten.
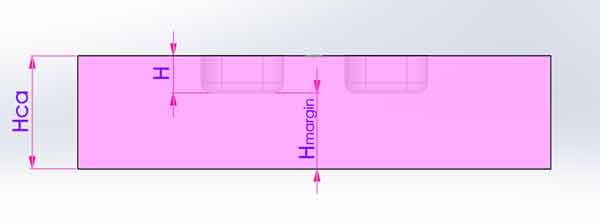
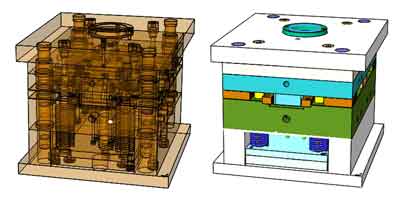
Dies ist die Schätzung der Abmessungen der Form, damit Sie eine visuelle Vorstellung davon haben, wie die Form aussehen wird.
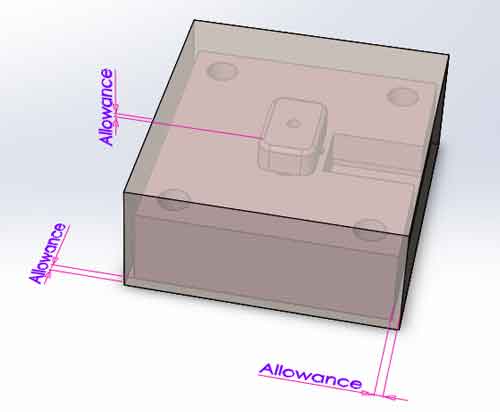
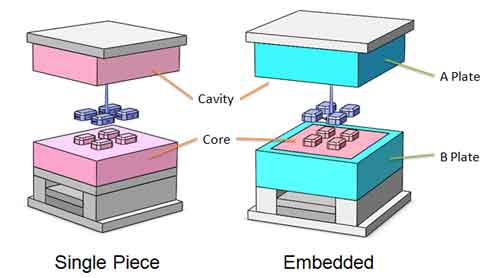
Da der Stahl für den Kern und den Hohlraum aus teurerem Stahl besteht, werden sie oft in die A/B-Platten eingebettet, damit sie kleiner gebaut werden können.
Der Rechner vergleicht automatisch die Ergebnisse von eingebetteten und einteiligen Designs und wählt die bessere Option.
Dieser Rechner gibt 2-3 Preise an, die jeweils einer anderen Komplexitätsstufe entsprechen, so dass Sie eine Preisspanne erhalten, die Ihnen einen besseren Anhaltspunkt bietet. Jeder Preis enthält eine Aufschlüsselung der Kosten und deren Prozentsatz.





Die meisten Formenpreise liegen zwischen $1.000 und $10.000. Die Kosten für einige Großformen, z. B. für Automobilteile, können jedoch mehrere hunderttausend Dollar erreichen.
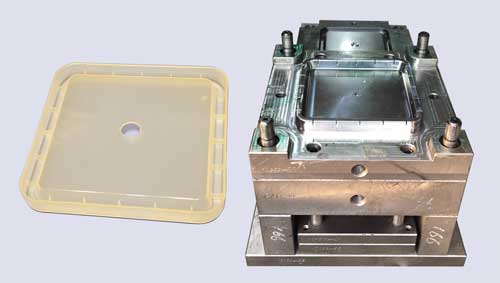
Die Materialkosten machen im Allgemeinen 20-35% des Gesamtpreises der Form aus. Bei einigen größeren und einfacheren Formen können die Materialkosten jedoch 60-70% der Gesamtkosten ausmachen, wie z. B. bei dem im folgenden Beispiel gezeigten Stuhl.

Wenn ein kleiner Formenbauer einen Grundpreis angibt, kann ein mittelgroßer Hersteller das 1,5- bis 2-fache dieses Betrags verlangen, während ein großer Hersteller das 2 bis 2,5-fache des Grundpreises verlangen kann. Diese Unterschiede sind auf die unterschiedlichen Gemeinkosten und Gewinnerwartungen der Hersteller zurückzuführen.
Nicht unbedingt.
Kleine Formenbauer widmen jedem Projekt vielleicht mehr Aufmerksamkeit, aber ihre Fähigkeiten sind sehr unterschiedlich. Einigen fehlt es an den notwendigen Fähigkeiten, um qualitativ hochwertige Ergebnisse zu erzielen, daher ist Unterscheidungsvermögen entscheidend.
Mittelgroße Hersteller können sich weniger auf Ihr Projekt konzentrieren und ihre technische Kompetenz nicht garantieren, ähnlich wie kleinere Fabriken.
Große Formenbauer verfügen über starke technische Fähigkeiten, messen Ihrem Projekt aber möglicherweise nicht so hohe Priorität bei. Obwohl das Risiko bei großen Herstellern am geringsten ist, kann es bei der Zusammenarbeit mit ihnen an Flexibilität und Anpassungsfähigkeit fehlen.
Die Antwort auf diese Frage ist daher nicht eindeutig und erfordert eine sorgfältige Prüfung.
Um die Qualität von Schimmelpilzen schnell zu beurteilen, sollten Sie die folgenden Aspekte berücksichtigen:
Die Rationalität der Konstruktion, wie z. B. die Gestaltung des Anschnitts und die Anordnung der Kühlkanäle; die Präzision der Bearbeitung, mit minimalen Spuren durch spätere Verfeinerungen; und ein manueller Test, bei dem die Auswerferplatte geschoben wird, die sich leichtgängig bewegen sollte, was auf die allgemeine Bearbeitungsgenauigkeit hinweist.
Mehrere Ansätze können dazu beitragen, die Schimmelpilzkosten zu senken, darunter:
- Intelligentes Produktdesign, wie z. B. die Reduzierung von Hinterschneidungen und die Verringerung der Rippenhöhen, was das Formdesign vereinfachen kann.
- Verwendung von Familienformen, wodurch die Gesamtzahl der benötigten Formen verringert werden kann.
- Auswahl geeigneter Formstahlmaterialien. Bei einigen Formen kann ein minderwertigeres Material für den Kern verwendet werden, da der Hohlraum anfälliger für Verschleiß und Gratbildung ist.
- Und schließlich ist die Zusammenarbeit mit dem richtigen Formenbauunternehmen entscheidend.
Die Kosten für Gussformen nach Gewicht liegen in der Regel zwischen $8 und $50 pro Kilogramm. Diese Schwankung hängt von der Art des für die Form verwendeten Stahls sowie von der Komplexität und Größe der Form ab.
Obwohl der Preis für Formenstahl, der zwischen $2 und $20 pro Kilogramm liegt, vermuten lassen könnte, dass die Kosten für Formen relativ hoch sind, ist dies nicht unbedingt der Fall. Allein die Materialkosten können 20% bis 35% des Gesamtpreises der Form ausmachen und sogar 50% übersteigen.
Dies ist darauf zurückzuführen, dass die Preisgestaltung auf dem Nettogewicht der Form basiert, das tatsächlich verwendete Material diesen Wert jedoch häufig übersteigt. Außerdem wird bei der Preisgestaltung weder das Werkzeugzubehör berücksichtigt, das als Komplettprodukt verkauft wird und nicht nach Gewicht berechnet wird, noch die Materialien für die Funkenerosion (EDM), wie Kupfer- oder Graphitelektroden. Diese Faktoren machen die Preisstruktur der Form noch komplexer.
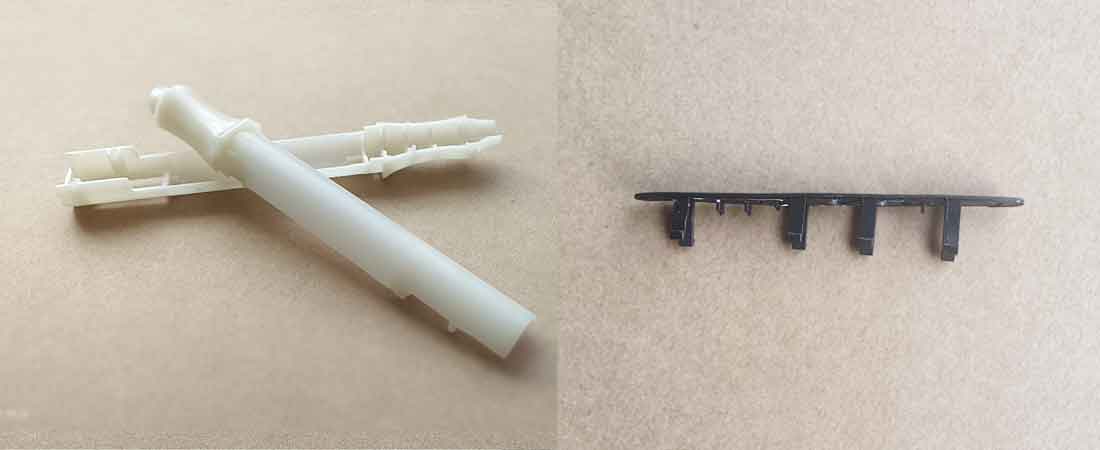
Herausforderungen und Lösungen beim Design von Dünnwand-Spritzguss"> Herausforderungen und Lösungen beim Design von Dünnwand-Spritzguss

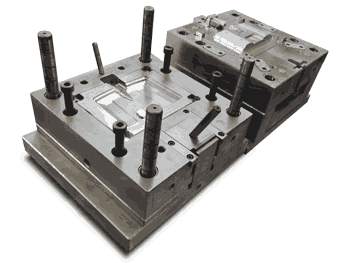
Spritzgießwerkzeug-Montage und manuelles Anpassen"> Spritzgießwerkzeug-Montage und manuelles Anpassen
Optimieren Sie Ihre Kreation mit Boyans Kunststoff-Produktdesign-Service"> Optimieren Sie Ihre Kreation mit Boyans Kunststoff-Produktdesign-Service
