Inhaltsübersicht
Umschalten aufAlles, was Sie über das Gießen von klarem Kunststoff wissen müssen
Aufgrund der steif fließenden Materialeigenschaften und der hohen ästhetischen Anforderungen ist das Spritzgießen von klarem Kunststoff eine größere Herausforderung als das normale Kunststoffspritzgießen. Dieser Beitrag ist eine umfassende Einführung in die Materialien für klare Kunststoffe und das Spritzgießen von klaren Kunststoffen und zeigt auf, worauf Sie während des Design- und Produktionsprozesses achten müssen.
Vorteile von klaren Kunststoffen
In der modernen Welt gibt es heute viele Anwendungen für transparente Kunststoffe: Leuchten, Autoteile, Haushaltsgeräte und Lebensmittel-/Getränkebehälter. Im Vergleich zu Glas bieten Kunststoffe eine vergleichbare Transparenz und haben darüber hinaus viele Vorteile wie geringeres Gewicht, niedrigere Kosten, höhere Steifigkeit und bessere Stoßfestigkeit.
Wie kann man Transparenz messen?
Die Transparenz wird hauptsächlich durch zwei Parameter gemessen:
Lichtdurchlässigkeit (%)
Dies ist recht einfach. Die Lichtdurchlässigkeit ist definiert als der Prozentsatz des Lichts, der durch das transparente Material hindurchgeht (der restliche Prozentsatz wird entweder reflektiert oder vom transparenten Objekt absorbiert).
Kein einziges transparentes Material kann eine Lichtdurchlässigkeit von 100% erreichen; selbst das beste optische Glas erreicht nur eine Durchlässigkeit von 95%! Bei Kunststoffen beträgt die Lichtdurchlässigkeit im Allgemeinen etwa 92% für PMMA und 90% für PC.
Dunst ist die Streuung des Lichts beim Durchdringen eines Objekts; er lässt Objekte wolkig oder dunstig erscheinen, wenn man durch das transparente Material hindurch sieht.
Ein guter transparenter Kunststoff hat einen Trübungswert von weniger als 2%, vergleichbar mit dem von Glas; ein gutes transparentes Material sollte eine hohe Lichtdurchlässigkeit und einen niedrigen Trübungswert haben.
Lichtstreuende Materialien: Es gibt Materialien, die eine hohe Lichtdurchlässigkeit und gleichzeitig einen hohen Trübungswert haben; diese werden als ‘lichtstreuende Materialien’ bezeichnet. Sie werden häufig in Abdeckungen für LED-Leuchten und LED-Anzeigen verwendet, damit das Licht gleichmäßiger und weniger blendend wird.

Verfügbare klare Kunststoffe
Es gibt viel mehr vielseitige klare Kunststoffe, als Sie vielleicht zunächst denken! Die meisten davon sind amorphe Kunststoffe, darunter PMMA (Acryl), PC, PS, PPSU, PES, ABS, AS, PETG, PCTG, aber auch kristalline Kunststoffe wie PET und sogar PA (Nylon), PP.
Es ist wichtig zu wissen, dass es sich dabei nicht um normales PP und PA handelt, denn normales PP ist durchscheinend (halbtransparent), und PA ist normalerweise undurchsichtig. Transparentes PP und PA sind speziell so modifiziert, dass sie teilkristallin sind oder sehr kleine Kristalle enthalten, so dass das Licht noch durchdringen kann.
Gleichzeitig gibt es elastische (oder weiche) durchsichtige Kunststoffe, wie TPU oder PVC. Sie werden oft zur Herstellung von Handyhüllen verwendet.
PE und PVC können zu transparenten Folien verarbeitet werden, aber ihre Klarheit nimmt mit zunehmender Dicke schnell ab, so dass sie nicht als wirklich transparente Materialien gelten.
Wie man einen transparenten Kunststoff auswählt
Bei der Auswahl des richtigen transparenten Kunststoffs für eine Anwendung denken wir nicht nur an die Kosten und die Herstellbarkeit, sondern wir müssen auch viele weitere Faktoren wie mechanische Festigkeit, Steifigkeit, Kratzfestigkeit, Temperaturbereich, chemische Beständigkeit, UV-Beständigkeit, Schrumpfungsrate, elektrische Isolierung usw. berücksichtigen.
Es ist wichtig, das richtige Material zu wählen, bevor man mit der Herstellung der Form beginnt. Andernfalls kann ein späterer Materialwechsel kostspielig werden, da auch die Form entsprechend angepasst werden muss.
Jedes Material hat seine eigenen Eigenschaften. Sonst gäbe es keinen Grund für seine Existenz! Zum Beispiel wird PPSU häufig für Milchflaschen für Babys verwendet, weil es in heißem Wasser recht stabil ist und kein BPA enthält, aber es ist recht teuer und hat eine etwas gelbliche Farbe; PETG ist ebenfalls BPA-frei, hat eine hohe mechanische Festigkeit und ist chemikalienbeständig, hat aber eine geringere Hitzestabilität;

Transparentes PA (Nylon) ist ein sehr starkes und haltbares Material, aber es hat eine schlechte Dimensionsstabilität und seine Wasseraufnahme ist ziemlich hoch.
In der Praxis werden jedoch die meisten klaren Kunststoffe PMMA und PC verwendet. Sie können die meisten Anforderungen von Anwendungen erfüllen. Wenn Sie also nicht wissen, was Sie wählen sollen, wählen Sie einfach einen von beiden. Wenn Ihre Anwendung sehr speziell ist und Sie Hilfe bei der Auswahl des Materials benötigen, wenden Sie sich bitte an uns, damit wir Sie beraten können!
Vergleich zwischen PMMA und PC
Wenn wir sie vergleichen:
- PMMA ist der transparenteste Kunststoff von allen, er hat eine Lichtdurchlässigkeit von 92%, während sie bei PC bei 90% liegt;
- PMMA ist spröder und starrer, so dass es bei Stößen und im Laufe der Zeit leicht bricht oder reißt. PC hingegen weist eine höhere Stoßfestigkeit und Flexibilität auf.
- PC ist anfälliger für Oberflächenkratzer, während PMMA kratzfester ist.
- PC ist wetterfester als PMMA. Der Betriebstemperaturbereich für PC kann -45℃bis 135℃ im Vergleich zu PMMA ist -40℃ bis 70℃.
- PC ist chemikalienbeständiger als PMMA.
- PC kann feuerhemmend gemacht werden, PMMA hingegen nicht.
Zu vermeidende Injektionsfehler
Transparente Teile stellen hohe ästhetische Anforderungen, weshalb die nachstehend aufgeführten Probleme unbedingt vermieden werden müssen. Die Herstellung muss von erfahrenen Fachleuten durchgeführt werden, und es sind sorgfältige Kontrollen vorzunehmen.
Bei der Herstellung ist die Ausschussquote tendenziell höher, so dass dieser Faktor bei der Kalkulation der Produktionskosten berücksichtigt werden muss.
- Silberne Linien. oder auch als Silberstreifen bezeichnet.


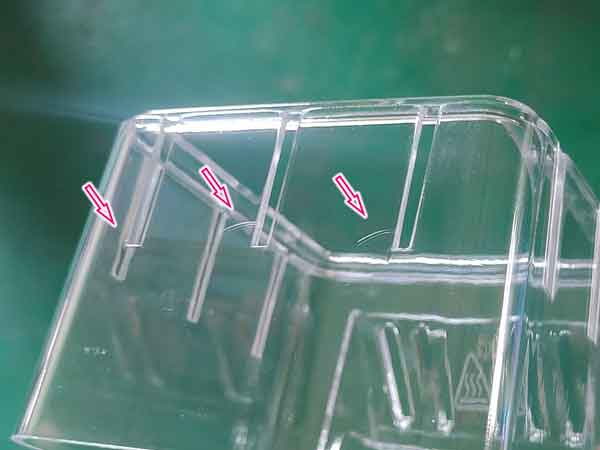
- Bindenähte. Manchmal ist es schwierig, sie ganz zu vermeiden, aber je nach den Anforderungen des Kunden und der Anwendung können sehr leichte Schweißnähte akzeptabel sein.
- Fließlinie.
- Einfallstellen.
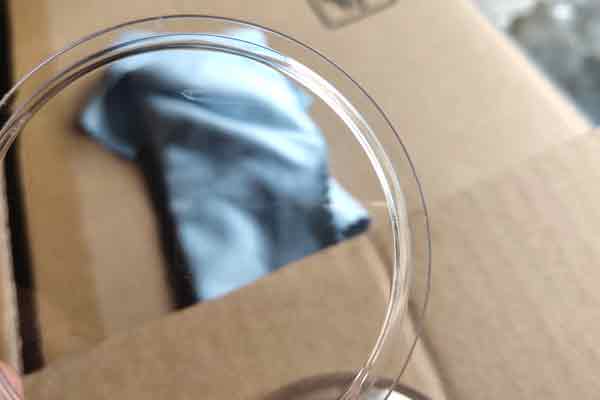
- Rissbildung. Zum Beispiel ist der PC aufgrund höherer innerer Spannungen anfällig für Risse. Wärmebehandlung ist manchmal bei großen Teilen oder dicken Wänden erforderlich.
Kritische Punkte in Design und Produktion
Hochpräzisionsbearbeitung und Polieren
Aufgrund der hohen Anforderungen an optische Klarheit und ansprechende Ästhetik werden an die Bearbeitung und das Polieren der Formen für klare Kunststoffteile strengere Anforderungen gestellt.
Bei einigen optischen Komponenten muss das Polieren der Form in einer staubfreien Werkstatt erfolgen.
Die Bearbeitung muss innerhalb einer engen Toleranz gehalten werden, damit das anschließende Polieren nur minimal ist und die geometrischen Eigenschaften nicht verändert. Auf diese Weise ist nach dem Polieren keine Verzerrung oder Welligkeit auf dem reflektierten Bild zu sehen. Andernfalls wird die gleiche Verzerrung oder Welligkeit auch auf den geformten Kunststoffteilen erscheinen.
Viele transparente Kunststoffe sind steif fließende Materialien, d. h. sie haben eine geringe Fließfähigkeit (in der Regel gemessen am Schmelzindex) oder eine hohe Viskosität. Dies bringt weitere Herausforderungen für die Werkzeugkonstruktion und die Steuerung des Formgebungsprozesses mit sich. Eine schlechte Fließfähigkeit kann zu übermäßigen inneren Spannungen führen, die Spritzgießfehler wie Risse, Fließlinien, Silberlinien und Vakuumhohlräume verursachen.
Es ist ratsam, den Anschnitt im dickwandigen Bereich zu platzieren und den Anschnitt nach Möglichkeit größer zu gestalten. Dies trägt dazu bei, den Hohlraum schnell und einfach zu füllen und einen ausreichenden Fülldruck aufrechtzuerhalten, um die Schrumpfung in der Füllphase auszugleichen.

Teil Design
Neben dem Anschnittdesign und der Optimierung der Einspritzparameter ist auch das richtige Teiledesign entscheidend, um mögliche Einspritzfehler zu vermeiden.
Eine einfache Regel ist, eine angemessene Wandstärke zu haben und sie über das gesamte Teil gleichmäßig zu halten. Bei PC und PMMA ist es am besten, wenn die Wandstärke größer als 1 mm ist. In der Praxis ist das jedoch nicht so einfach! Wenn Sie eine Beratung zu Ihrem Entwurf wünschen, wenden Sie sich bitte an uns.
Außerdem sollte man auf einen etwas größeren Einzugswinkel achten, da es sonst zu Kratzern an der vertikalen Seite kommen kann.
Durchführen einer Mold Flow Analyse
Es ist immer empfehlenswert, eine Fließanalyse durchzuführen, um Druck, Temperatur, die Tendenz zur Bildung von Bindenähten und Luftblasen zu überprüfen und die Feinabstimmung der Anschnittkonstruktion und des Teiledesigns vorzunehmen.

Angemessene Schimmelpilzentlüftung
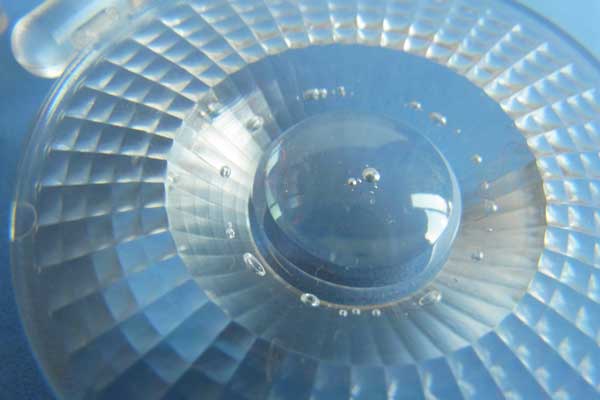
Dies ist sehr wichtig, um Lufteinschlüsse in der Form zu vermeiden, die zu Luftblasen, kurzen Schüssen, Gratbildung, Materialverbrennungen und anderen Problemen führen können. Die Entlüftungstiefe hängt von der Viskosität des Kunststoffmaterials ab. Dies ist einer der Gründe, warum ein Materialwechsel bei einer bereits hergestellten Form ein Problem darstellen kann.
Verwenden Sie eine saubere Maschine
Wenn die Schnecken und Zylinder der Spritzgießmaschine nicht vollständig gereinigt werden, kann es zu Punkten oder Verunreinigungen in den geformten transparenten Teilen kommen. Dies muss nicht bei jedem Teil der Fall sein, kann aber bei einigen von ihnen zufällig auftreten. Deshalb müssen wir vor der Produktion die Zylinder und Schnecken gründlich reinigen.
Es ist einfacher, die Maschine möglichst nur für transparente Produkte zu verwenden.

Schlussfolgerung
Wenn Sie also alle oben genannten Punkte verstehen und bei der Gestaltung Ihrer transparenten Kunststoffteile berücksichtigen, ist es viel wahrscheinlicher, dass Sie am Ende des Prozesses ein zufriedenstellendes Ergebnis erhalten.