Verstehen und Anwenden von Toleranzen für Blechbiegevorgänge
Korrekte Toleranzen für Blechbiegearbeiten sind wichtig, damit Ihre Entwürfe für die Fertigung bereit sind. In diesem Beitrag wird kurz erläutert, woher die Abweichungen kommen und wie die einhaltbaren Toleranzen für die üblichen Arbeitsabläufe in der Werkstatt aussehen könnten.
Woher die Abweichungen kommen
Das Biegen (Umformen) ist ein nicht materialabbauender Prozess.
Bei spanabhebenden Verfahren (wie der CNC-Bearbeitung) wird die bearbeitete Geometrie hauptsächlich durch die Präzision der Bewegungen der Schneidwerkzeuge bestimmt. Andere Faktoren tragen viel weniger zur endgültigen Präzision der Abmessungen bei.
Beim Biegen von Blechen können die Werkzeuge und Matrizen zwar sehr genau hergestellt werden, aber die Materialdehnung, die Rückfederung und die Faserrichtung usw. spielen alle eine Rolle. All diese Faktoren müssen für eine korrekte Toleranz der Blechteile berücksichtigt werden.
Der Biegevorgang auf einer Abkantpresse
In der Realität variieren die Dicke und Anlasshärte von Blech zu Blech oder sogar in verschiedenen Bereichen desselben Blechs.
In der Zwischenzeit werden beim Blechbiegen die Schnittkante oder die geformte Kante als Bezugspunkte für die Positionierung des Werkstücks verwendet; diese Bezugspunkte sind weniger genau als die CNC-gefrästen Bezugspunkte.
Daher ist es sehr wichtig, die entsprechenden Toleranzen zu kennen. So können Sie Ihre Blechteile effizient und kostengünstig herstellen. Übertriebene Toleranzen führen zu einem drastischen Anstieg der Kontroll- und Sortierarbeiten und damit zu höheren Preisen und einer geringeren Produktionsgeschwindigkeit.
Stempel, Matrize und Hinteranschlag für eine Abkantpresse
Schwankungen der Materialstärke
In der Praxis kann die Blechdicke in ihren zulässigen Variationen ein wenig variieren. Zum Beispiel:
2mm kaltgewalzter Stahl: 1.90-1.97mm
5 mm warmgewalzter Stahl: 4,60-4,80 mm für Markenstahl; 4,40-4,75 mm für Nicht-Markenstahl (schlechtere Qualität und billiger)
Die Dickenschwankungen haben einen großen Einfluss auf die Präzision der fertigen Teile.
Zwei Arten von Varianten für das Blechbiegen
1. Eckig
Wenn der Stempel (die obere Matrize) losgelassen wird, federt das Teil ein wenig zurück. Das Ausmaß der Rückfederung ist nicht immer gleich, sondern hängt von der Härte und Dicke des Materials ab.
Wenn der Biegeradius und die Materialhärte richtig gewählt werden, kann der Biegewinkel normalerweise auf +/-0,5° bis +/-1° eingestellt werden.
Rückfederung der Biegung
Wie sie sich auf die linearen Dimensionen auswirkt
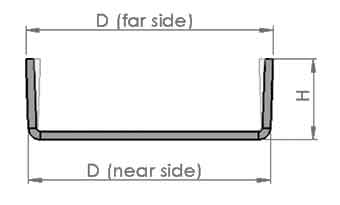
Wenn wir die linearen Abmessungen messen, sollten wir die nahe Seite der Biegungen messen, da die Messungen auf der entfernten Seite weniger genau und konsistent sind (siehe die Bilder unten).
Ideal
In Wirklichkeit
2. Linear
Beim Biegen wird der gebogene Bereich dünner gedehnt und verlängert (gestreckt). Auch hier ist das Ausmaß der Dehnung aufgrund der Ungleichmäßigkeit der Materialdicke und des Kabelbaums nicht einheitlich, was zu einer Inkonsistenz der Abmessungen führt.
Kontrollierte vs. unkontrollierte Dimensionen
Die linearen Abmessungen können in kontrollierte und unkontrollierte Abmessungen unterteilt werden.
Die kontrollierten Abmessungen werden direkt von der Biegung abgeleitet, indem das flache Blech gegen den Hinteranschlag gelegt wird, wodurch sie besser kontrolliert werden können.
Die unkontrollierten Maße werden indirekt aus 2 oder mehr Biegungen gewonnen, sie sollten mit größeren Toleranzen versehen werden.
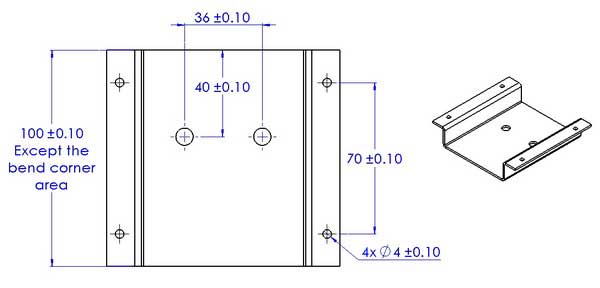
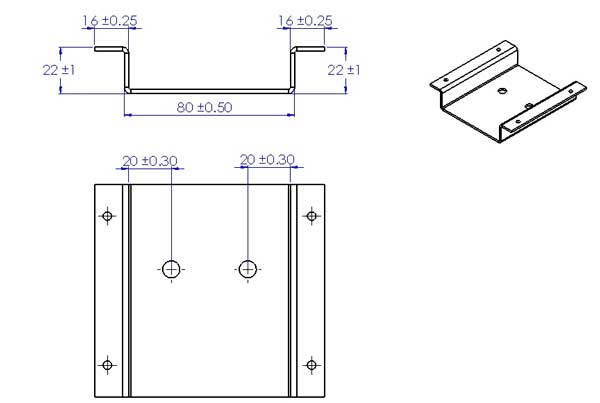
Ein Beispiel
Angenommen, wir wollen ein Teil wie dieses herstellen, das 2 Schritte durchläuft
Erster Schritt
Zweiter Schritt
Die kontrollierten Maße können mit einer engeren Toleranz gehalten werden als die nicht kontrollierten Maße, wie unten dargestellt:
Normale Toleranzen für das Biegen von Blechen
In der Praxis sind die einhaltbaren Toleranzen von vielen Faktoren abhängig, z. B. von der Materialdicke, der Gesamtspanne der Abmessungen, kalt- oder warmgewalztem Stahl usw. Schneller und einfacher geht es, wenn Sie sich einige Beispiele ansehen, um einige Ideen zu bekommen, und dann mit Ihrem DFM-Ingenieur zusammenarbeiten, um die richtigen Toleranzen für jeden spezifischen Auftrag zu finden.
Bedingung für die folgenden Beispiele: Die Materialstärke ist weniger als 2 mm, die Teile werden durch Laserschneiden und AbkantpresseBiegen hergestellt.
Diese Beispiele geben die “Komfortzonen” der Toleranzen an, aber sie gelten nur für die Großserienproduktion, wenn die Werkzeuge, das Material und die Prozesse optimiert wurden. Bei kleinen Produktionsserien müssen die Toleranzen möglicherweise noch gelockert werden.
Lasergeschnittene Maße: ±0,10 bis ±0,20 mm (genauer)
Zu den lasergeschnittenen Abmessungen gehören der Lochdurchmesser, der Abstand von Loch zu Loch, der Abstand von Loch zu Kante, die Länge und die Breite des Rohlings usw. Bei großen Spannweiten (z. B. 2 m) kann sich die Toleranz auf ±1 mm erhöhen.
Gebogene Abmessungen: ±0,25 bis ±2 mm (weniger genau)
Die gebogenen Abmessungen umfassen Loch zu Biegung, Biegung zu Kante und Biegung zu Biegung.
Die Toleranzen variieren je nach der Biegefolge. Die ersten Biegungen sind genauer, da sie die Schnittkante als Bezugspunkt verwenden, die nächsten Biegungen, die die gebogene Kante als Bezugspunkt verwenden, sind weniger genau. Das letzte unkontrollierte Maß ist am ungenauesten.
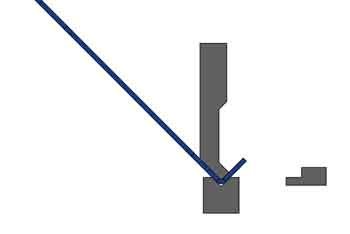
Verwendung der Schnittkante als Bezugsebene
Genauer
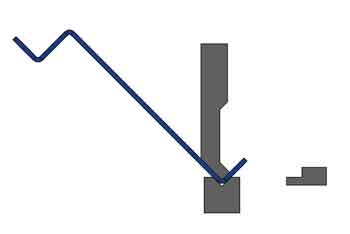
Verwendung der gebogenen Kante als Bezugsebene
Weniger genau
Tipp: Sie werden feststellen, dass es schwierig ist, die Löcher (oder andere Merkmale) zum Biegen oder die Loch-zu-Loch-Abstände (nach dem Biegen) in einer engen Toleranz zu halten. Wenn enge Toleranzen für diese unvermeidlich sind, sollten diese Löcher (oder andere ähnliche Merkmale) nach dem Biegen CNC-gefräst werden.
Priorisieren Sie die Toleranzen
Wenn wir unterschiedliche Biegefolgen nehmen, können wir für jedes Maß unterschiedliche Toleranzen erhalten. Deshalb ist es wichtig, dass Sie die Schlüsselmaße angeben oder Ihrem Hersteller erklären, wie die Teile bei der Montage funktionieren.
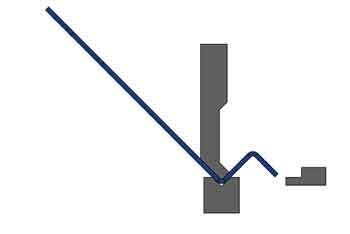
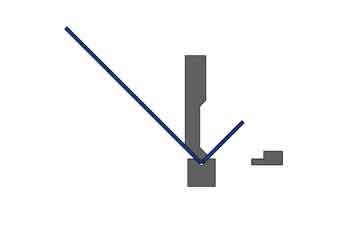
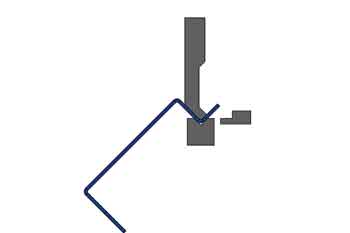
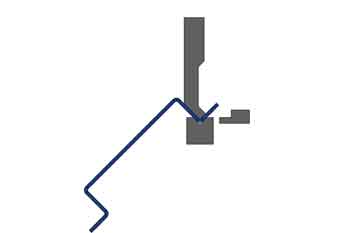
Biegefolge 1
Schritt 1
Schritt 3
Schritt 2
Schritt 4
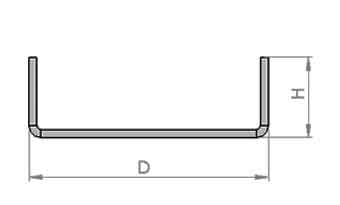
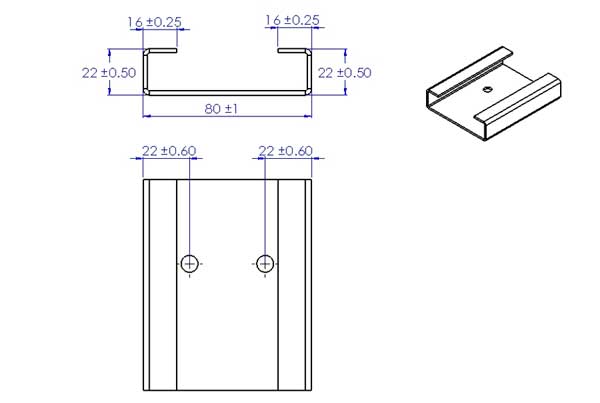
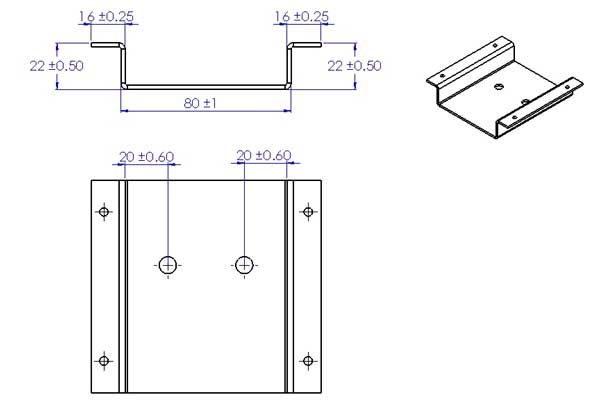
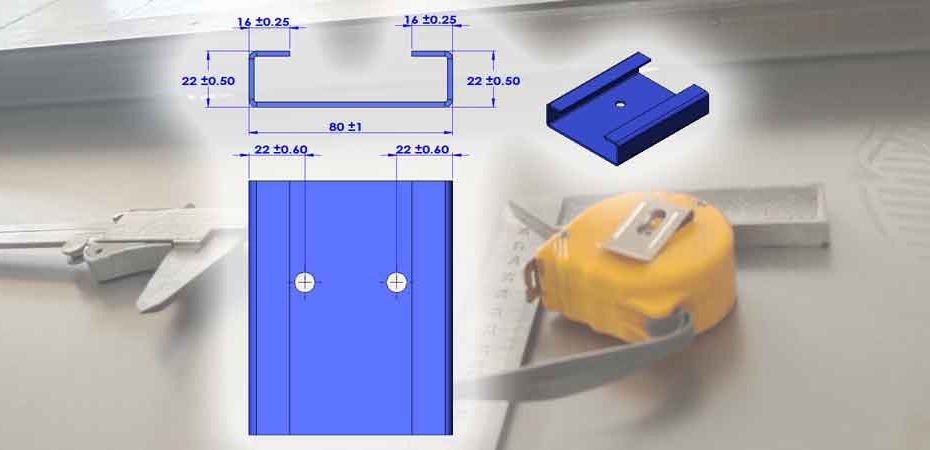
Bei dieser Biegefolge beträgt die untere Breite 80±1 mm und die Höhe 22 ±0,50 mm.
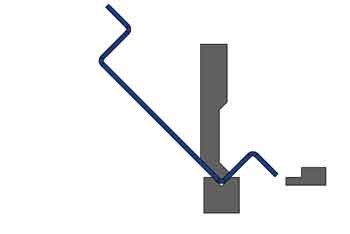
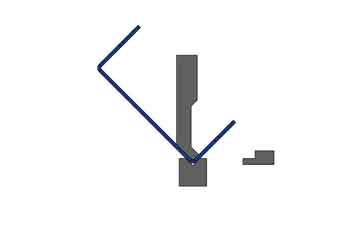
Biegefolge 2
Schritt 1
Schritt 3
Schritt 2
Schritt 4
Dies ist eine unnormale Biegefolge, für die spezielle Werkzeuge erforderlich sind, um zu vermeiden, dass das Werkstück mit der Maschine kollidiert.
Mit dieser Biegefolge kann die untere Breite auf 80±0,5 mm gehalten werden, die Höhe jedoch nur auf 22 ±1 mm.
Schlussfolgerung
Dieser Beitrag soll Ihnen helfen zu verstehen, wie die einhaltbare Toleranz für Ihre Blechteile aussehen kann. Doch selbst für einen erfahrenen Konstrukteur kann es schwierig und zeitaufwändig sein, die Toleranzen für jedes einzelne Maß festzulegen. Ein einfacherer Ansatz besteht darin, dem Hersteller oder DFM-Ingenieur zu erklären, wie das Teil in die Baugruppe passt und funktioniert und wie es mit den Gegenstücken zusammenwirkt. Der Hersteller oder DFM-Ingenieur verfügt über die nötige Erfahrung oder kann auf der Grundlage Ihrer Informationen Prüfvorrichtungen anfertigen und die am besten geeigneten Toleranzen für die wichtigsten Abmessungen ermitteln.
Boyan Manufacturing Solutions hat reiche Erfahrung in der Blechverarbeitung. Wenn Sie Fragen haben, hinterlassen Sie uns bitte eine Nachricht oder schicken Sie uns Ihre Zeichnungen zur Beratung.