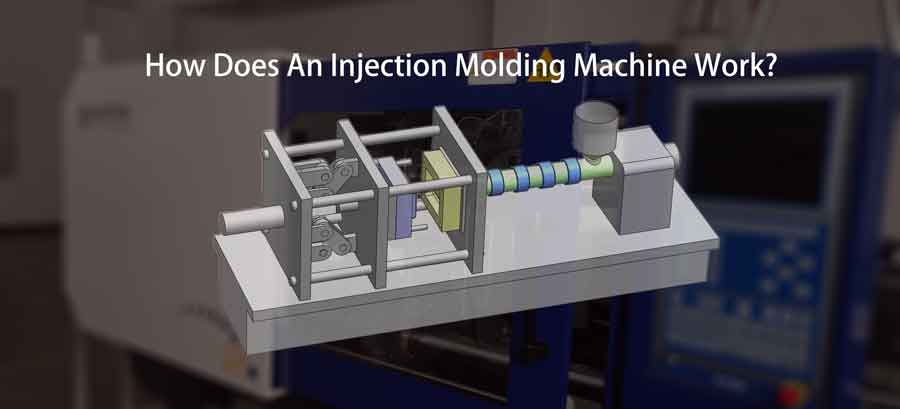
كيف تعمل ماكينة القولبة بالحقن: كشف النقاب عن العملية
إن المبدأ الأساسي لكيفية عمل ماكينة القولبة بالحقن هو تسخين جزيئات البلاستيك إلى حالة الانصهار، وحقنها في تجويف القالب للتبريد والتشكيل اللاحق. هذه العملية الأساسية واضحة ومباشرة بشكل ملحوظ.
ومن اللافت للنظر، حتى أن ماكينات القولبة بالحقن اليدوية المصغرة متاحة للاستخدام في المرآب المنزلي، وهي قادرة على صناعة دفعات صغيرة من المنتجات البلاستيكية.
في المقابل، تتميز ماكينات القولبة بالحقن الاحترافية بالحمولة الكبيرة، مما يسهل إنتاج المواد البلاستيكية الكبيرة أو المنتجات ذات التجاويف المتعددة. تتميز هذه الماكينات المتطورة بالتحكم الدقيق والأتمتة المبسطة، مما يتيح التصنيع على نطاق واسع وبجودة عالية.
تأتي ماكينات التشكيل بالحقن بأنواع مختلفة، ولأغراض التوضيح، سنركز على مبادئ عمل ماكينة التشكيل بالحقن اللولبي الترددي الأفقي.
يمثل البرغي داخل ماكينة القولبة بالحقن اختراعًا رائعًا، حيث تطور من خلال عملية متميزة ليصبح الهيكل المستخدم على نطاق واسع كما هو عليه اليوم. وهو يؤدي وظيفتين أساسيتين:
وظيفة الحقن:
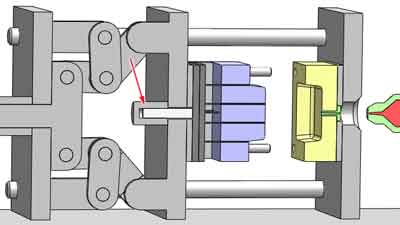
فكّر في الأمر على أنه حقنة عملاقة - يلعب البرغي، الذي يعمل كمكبس، دورًا محوريًا في دفع البلاستيك المنصهر إلى تجويف القالب بضغط كبير. يتم تشغيل هذه الحركة الأمامية بواسطة الأسطوانة الموجودة في الجزء الخلفي من الماكينة، مما يولد ضغط الحقن العالي المطلوب للعملية.
وظيفة تغذية المواد:
ونظرًا لاستهلاك المواد الخام البلاستيكية مع كل عملية حقن، فإن التجديد المستمر ضروري. وهنا يأتي دور البرغي للإنقاذ من خلال دفع المواد باستمرار إلى الأمام من خلال شفراته الحلزونية عبر دورانه الخاص.
من المهم ملاحظة أنه على الرغم من أن حركة الدوران هذه تسهّل تغذية المواد، لا يمكن أن تحل محل الضغط الناتج عن الحركة الترددية للولب.
يسمح هذا التصميم المبتكر لولب ماكينة التشكيل بالحقن بخدمة هذه الأدوار الحيوية في نفس الوقت، مما يجعله عنصرًا محوريًا في عملية التشكيل بالحقن.
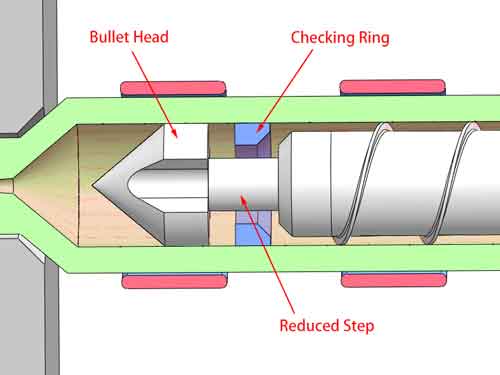
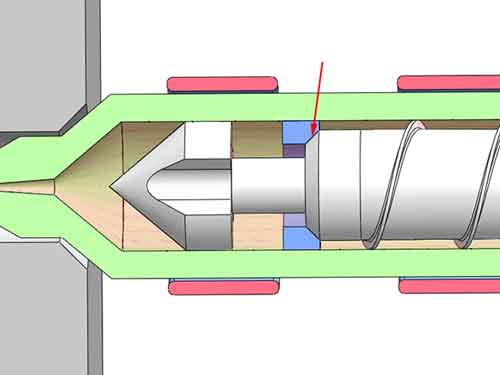
صمام فحص على الرأس اللولبي
يوجد "صمام فحص" عند رأس البرغي. وتتمثل وظيفته في منع التدفق العكسي للبلاستيك المصهور عند تقدم البرغي، مع السماح في الوقت نفسه بتدفق المادة إلى الأمام أثناء التغذية. يتم تنفيذه بواسطة حلقة فحص. تحتوي حلقة الفحص على مسافة حركة حرة للأمام والخلف عند الخطوة المخفضة للولب.
حرية حركة حلقة التدقيق
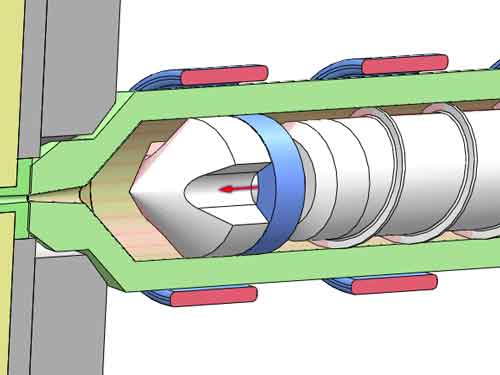
عندما تتحرك حلقة الفحص للأمام مقابل السطح المسطح للمخروط الأمامي، توجد عدة فتحات تسمح بتدفق المادة للأمام، وعندما تتحرك حلقة الفحص للخلف مقابل السطح المخروطي الخلفي، فإنها تشكل سطحًا مانعًا للتسرب يمنع ارتداد المادة.
(التدفق من خلال)
(مختومة)
عصر وتلدين البرغي اللولبي
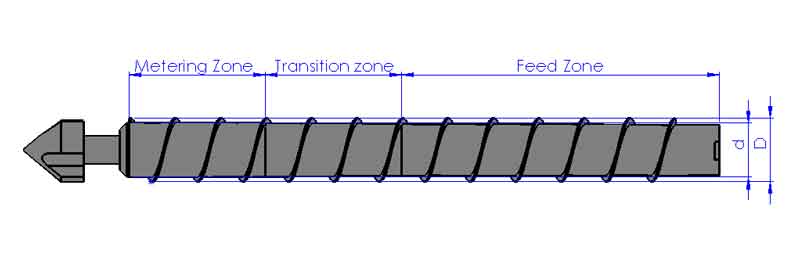
إذا قمت بفحص البرغي عن قرب، ستلاحظ أن قطر الجزء الأوسط منه يزداد تدريجياً من الخلف إلى الأمام. وينتج عن هذا التصميم انخفاض مستمر في حجم الحجرة الواقعة بين الشفرتين الحلزونيتين.
تزداد d تدريجيًا من مؤخرة البرغي إلى مقدمته
يمكن تقسيم طول البرغي إلى ثلاث مناطق متميزة: "منطقة التغذية"، و"المنطقة الانتقالية"، و"منطقة القياس". وفي كل منطقة من هذه المناطق، يخضع حجم الحجرة لتخفيض تدريجي، حيث تشهد المنطقة الانتقالية في المركز التغير الأكثر وضوحًا.
وبهذه الطريقة، عندما يتم نقل جزيئات البلاستيك من الذيل إلى رأس البرغي، سيتم عصرها باستمرار وسترتفع درجة الحرارة. وفي الوقت نفسه، سيتم تقليبها. وفي ظل التسخين المتزامن للشريط الحراري الخارجي، ستصل إلى حالة الانصهار، وبالتالي تحقيق تأثير التلدين المنتظم.
الهيكل الأساسي لماكينة القولبة بالحقن
نحن نعلم الآن بالفعل أهمية المكون المركزي - برغي ماكينة التشكيل بالحقن. سيكون هذا الفهم بمثابة أساس متين لفهم التصميم الشامل للماكينة. الآن دعونا نستكشف ماكينة القولبة بالحقن بمزيد من التفصيل.
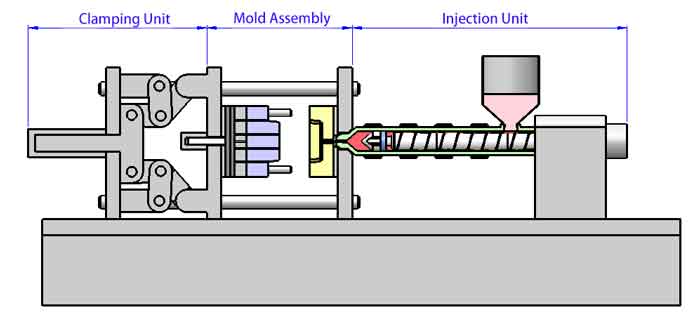
يمكن تقسيم ماكينة القولبة بالحقن إلى ثلاثة أقسام متميزة: وحدة الحقن، وتجميع القالب، ووحدة التثبيت. دعونا نتعمق في كل قسم من هذه الأقسام للحصول على نظرة عامة شاملة.
وحدة الحقن
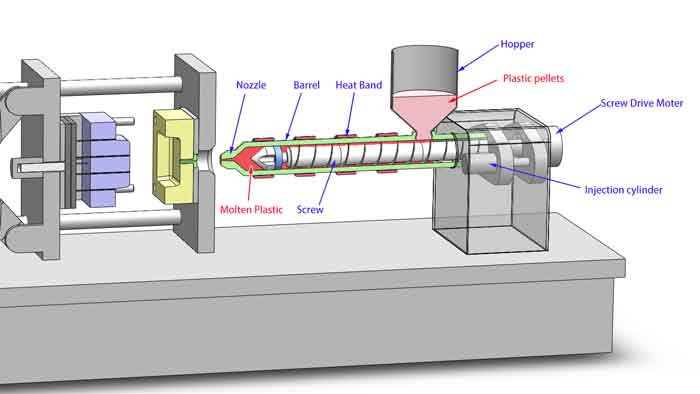
داخل ماكينة القولبة بالحقن، تلعب وحدة الحقن دورًا محوريًا في تشكيل عملية التصنيع. دعونا نستكشف مكوناتها ووظائفها الرئيسية بالتفصيل:
برغي وبرميل
كما تم تقديمه سابقًا، يشكل البرغي والبرميل قلب وحدة الحقن، وهما مسؤولان عن صهر المادة البلاستيكية ودفعها في القالب.
هوبر
هذا المكون المهم مهمته تزويد الكريات البلاستيكية في البرميل. بالإضافة إلى ذلك، فإنه يشتمل على جهاز تسخين للحفاظ على جزيئات البلاستيك في درجة حرارة مرتفعة وضمان بقائها جافة. وهذا الأمر مهم بشكل خاص للعديد من المواد الخام البلاستيكية، حيث يجب إزالة الرطوبة أثناء عملية القولبة بالحقن.
جهاز القيادة
يتألف جهاز القيادة من عدة عناصر أساسية:
محرك الدفع اللولبي: يقوم هذا المحرك بتشغيل دوران البرغي اللولبي.
أسطوانة الحقن: تسهّل الحركة الأمامية للولب، وتطبق ضغط الحقن اللازم.
أسطوانة مقعد الحقن: تُمكِّن هذه الأسطوانة مقعد الحقن بالكامل من التحرك للأمام والخلف، مما يسمح للفوهة بالاتصال بالقالب والانفصال عنه
حجم الحقن
معلمة متكاملة لقياس قدرات البرغي، يشير حجم الحقن إلى وزن المادة البلاستيكية التي يمكن حقنها في طلقة واحدة. وعادةً ما يتم التعبير عن هذا القياس بوحدة غرام. من الضروري التأكد من أن الوزن الإجمالي للمنتجات البلاستيكية المنتجة في طلقة حقن واحدة لا يتجاوز سعة حجم الحقن لماكينة القولبة بالحقن. وهذا يضمن تشغيل الماكينة في حدودها المحددة وإنتاج نتائج عالية الجودة.
تجميع القالب
تم تقديم تجميع القالب، وهو جزء مهم من ماكينة القولبة بالحقن، بالتفصيل في مقال آخر متاح على موقعنا الإلكتروني. ومع ذلك، تجدر الإشارة إلى بعض المكونات والوظائف الإضافية داخل تجميع القالب لفهم أكثر شمولاً:
أسطوانة القاذف
تلعب أسطوانة القاذف الموجودة في الجزء الخلفي دورًا حاسمًا في دفع مسمار القاذف إلى الأمام لتسهيل إخراج المنتج البلاستيكي من القالب. هذه الخطوة ضرورية لإزالة الجزء البلاستيكي المشكل حديثًا بأمان وكفاءة.
الوظائف الإضافية
تتضمن مجموعة القالب العديد من الوظائف الهامة الأخرى، بما في ذلك تشغيل دائرة زيت هيدروليكية منفصلة للتحكم في حركة الأسطوانة المنزلقة. يرتبط التنفيذ السليم لهذه الإجراءات ارتباطًا مباشرًا بالحركة الأساسية للقوالب. أي حركات غير صحيحة يمكن أن تؤدي إلى تلف شديد في القوالب وتؤثر على جودة المنتجات النهائية.
وحدة التثبيت
في عملية القولبة بالحقن، يتمثل أحد المتطلبات الأساسية في الضغط بقوة على القوالب العلوية والسفلية معًا. ويصبح ذلك ضروريًا بسبب ضغط الحقن الكبير، الذي يتراوح عادةً بين 80 إلى 150 ميجا باسكال (Mpa).
ومع وجود مثل هذا الضغط العالي في اللعب، فإن أدنى فجوة بين القوالب تكون غير مقبولة. ولذلك، يجب أن توفر ماكينات القولبة بالحقن قوة تشبيك قوية للغاية. توفر ماكينات القولبة بالحقن شائعة الاستخدام قوة تشبيك تتراوح من 120 إلى 360 طن.
يتم استخدام آليتي تشبيك أساسيتين:
تشبيك من نوع التبديل
تستفيد الآلية من نوع التبديل من نظام العمود المرفقي لتوليد قوة تشبيك كبيرة. ويفضل هذا التصميم على نطاق واسع بسبب قدرته على توفير قوة كبيرة. ومع ذلك، فإن لها عيبًا - إذا حدث تآكل وتمزق بشكل غير متساوٍ في الوصلات، فقد يؤدي ذلك إلى تكوين وميض على جانب واحد من القالب.
التثبيت الهيدروليكي المباشر
وفي المقابل، تعتمد ماكينة القولبة بالحقن بالضغط المباشر على أسطوانة زيت لتأمين القالب مباشرة. وتشمل مزاياها القفل السريع للقالب والبصمة المدمجة. ومع ذلك، فإنها توفر قوة تشبيك أقل، مما يجعلها مناسبة عادةً لماكينات القولبة بالحقن التي تقل عن 160 طن.
يعتمد اختيار آلية التشبيك المناسبة على المتطلبات المحددة لعملية التشكيل، مع الأخذ في الاعتبار عوامل مثل القوة والسرعة وقيود المساحة.
2 البارامترات الحيوية في ماكينات القولبة بالحقن
قوة التثبيت مقابل حجم الحقن
عند تقييم ماكينة القولبة بالحقن، تبرز معلمتان رئيسيتان على أنهما حاسمتان: قوة التثبيت (تقاس بالطن) وحجم الحقن (تقاس بالجرام). قد يكون للأفراد المختلفين تفضيلات مختلفة، لكن العلاقة بين حجم الحقن والمنتج النهائي تبدو أكثر شيوعًا في الاستخدام. هذا لأنه يمكننا تحديد وزن المنتج بسهولة، في حين أن قوة التشبيك المطلوبة تتطلب حسابات احترافية دقيقة.
لا يوجد تطابق صارم بين الاثنين
على الرغم من أن كلاً من قوة التشبيك وحجم الحقن مؤشران أساسيان لمواصفات الماكينة، إلا أنه لا يوجد تطابق صارم بين الحمولة (قوة التشبيك) والجرام (حجم الحقن) لماكينة القولبة بالحقن. ومع ذلك، تتداول الصناعة بعض جداول المقارنة، أحدها كما هو موضح أدناه. يمكن أن توفر هذه الجداول نقاطًا مرجعية قيمة، على الرغم من أنها تفتقر إلى أساس علمي صارم.
جدول مرجعي واحد بين الحمولة بالطن والجرام
th, td {
الحدود السفلية: 1 بكسل رمادي داكن صلب؛ /* إضافة حد سفلي لخلايا الجدول */ >
حد علوي: 1 بكسل رمادي داكن صلب؛ /* إضافة حد علوي لخلايا الجدول */ >
حشو: 6px؛ /* ضبط حشو الخلايا */ الحشو: 6px؛ /* ضبط حشو الخلايا */
محاذاة النص: وسط؛<
}
th { >
لون الخلفية: #F2F2f2f2f2؛ /* تعيين لون خلفية لخلايا الرأس */
}
حجم الحقن (بالجرام)
قوة التثبيت (طن)
125 جراماً
80 طناً
200 جرام
120 طناً
300 جرام
160 طناً
400 جرام
200 طن
500 جرام
250 طناً
630 جرام
300 طن
1000 جرام
360 طناً
2000 جرام
450 طناً
3000 جرام
530 طناً
من المهم ملاحظة أنه على الرغم من أن هذه الجداول يمكن أن تقدم إرشادات مفيدة، إلا أن الاختيار النهائي لماكينة القولبة بالحقن يجب أن يأخذ في الاعتبار المتطلبات المحددة لعملية الإنتاج المقصودة، وخصائص المواد، وتصميم القالب، وعوامل أخرى لضمان الأداء الأمثل وجودة المنتج.